|
节本:
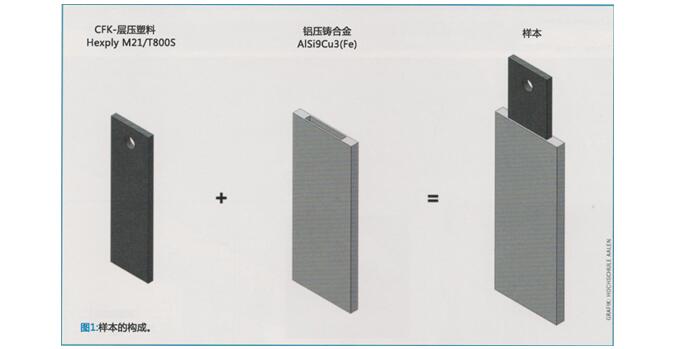
轻型结构应用的趋势从未间断过,于是要求材料的复合方式有所创新。以前,由CFK(碳素纤维强化的合成材料)和铝制成的零件,优先采用粘合,铆合以及螺旋拧紧的方式。其中的缺点也逐渐显露出来,对粘合面的预处理昂贵,以及由于铆合和螺栓连接会出现额外的重量。
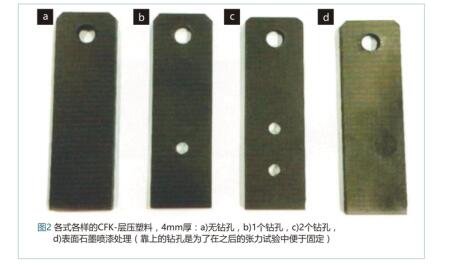
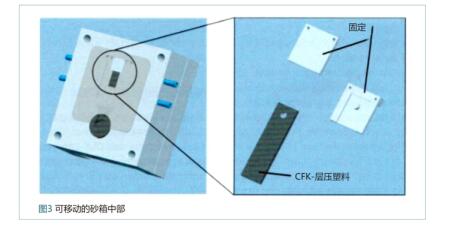
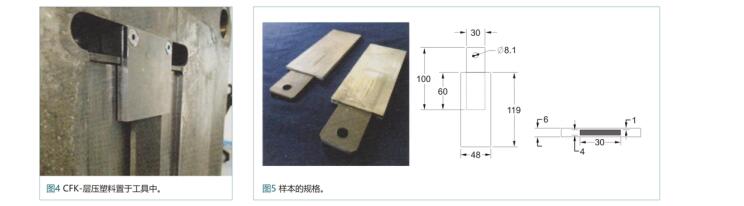
这个研究指的是将CFK-层压塑料置于压铸模具中与铝合金一起进行重铸及试验。
|

 27.5万
27.5万

 27.79万
27.79万
 9865
9865
 1.82万
1.82万
 1.51万
1.51万
 1.19万
1.19万
 1.47万
1.47万
 1.56万
1.56万
 1.48万
1.48万
 2.01万
2.01万
 1.68万
1.68万
 1.05万
1.05万
 1.34万
1.34万
 1.48万
1.48万
 8259
8259
 1.22万
1.22万
 1.27万
1.27万
 1.39万
1.39万
 8396
8396
 7290
7290
 1081
1081
 799
799
 694
694