摘要:铝压铸是一项高耗能的工艺方法,从原料的熔化到压铸件的冷却都要消耗大量能量,然而大多数人不知道,在铸造过程中,真正利用并创造价值的能量是多少。本文介绍一个符合实际的使用方法,将压铸机所用能量分成有用能耗和无用能耗,以对能量进行研究,改善提高潜能。
由于能源的有限性,而工业化对能源需求不断增长,能耗就愈显重要,尤其是高能耗的铸造领域,能耗成本急剧增加。
铝合金压铸是汽车工业重要零部件的最为重要的成型工艺方式。压铸是高能耗产业,在最近几年,铝合金压铸业成功地采取了节能措施,如对熔炼炉的优化。然而压铸机及其直接的外围设备迄今在很大程度上仍停滞不前,尽管此处节能潜力巨大。
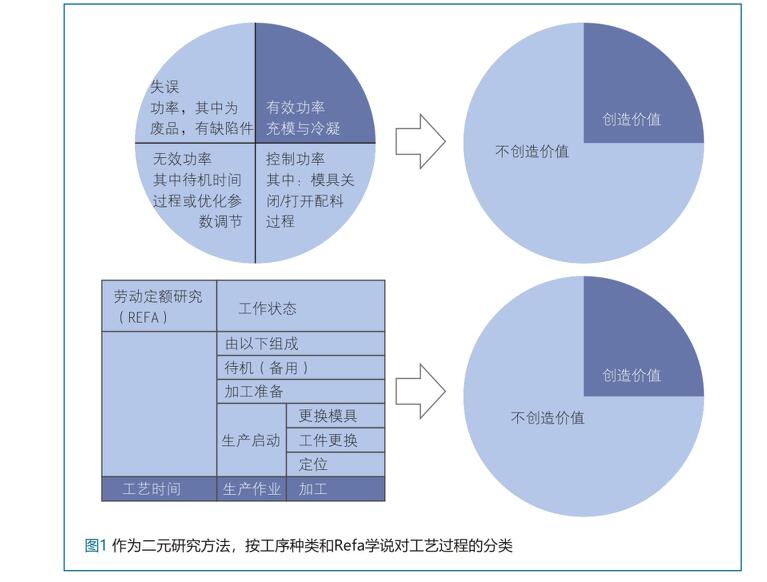
在压铸过程中识别能量消耗有效性的二元法已证明是可靠的。对时间损耗和能量消耗的划分按有效能耗和无效能耗进行。对于功率种类,有效功率是充模和冷却过程的能耗,称为有效能耗,控制功率定义为对有效能耗的支持所用能耗。失误功率是故障或不合品所产生的能耗。无效功率是待机或优化参数时的能耗,称为无效能耗。图1所示为这些功率种类。
按拉发理论(die Rafa-lehre)则是:
1、工艺时间、工作状态、生产运行/加工为新创造价值(有效价值能耗)(图1下)
2、辅助时间,如:工作状态之外的待机,加工准备,不直接为产品增值为不创造价值(无效价值能耗) 。
本文主要介绍在铝合金压铸时新创造价值能耗(有效价值能耗)的计算方法。
通过与实际测定的压铸机总能耗需求对比,可以计算新创造价值(功率的有效价值能耗)的有效系数NEva,导出改善潜能,与此同时,确定(时间的有效价值能耗)时间的新创造价值有效系数ntva。
一、电能利用的分析和平衡
压铸机主要是液压驱动,主要是在充模过程中需要高的加速动能。
欧洲某压铸厂,采用卧式冷室压铸机(Frech DAK720),用铝合金压铸生产尺寸为450mmx300mmx5mm的铝合金冷却器。
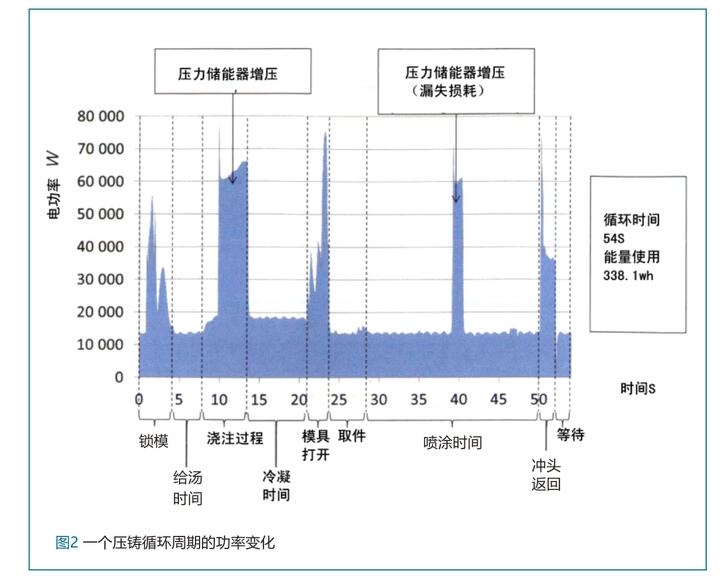
图2表示在各个工序压铸机电功率消耗。在一个循环周期内总的能耗为338.1wh。包括驱动、控制以及配电箱冷却等。除了额定负荷(约15000W),机械运动及压力储能器增压所需的功率峰值约为70000W。
二、借助于能量消耗有效性二元法对时间和能量利用的平衡
为了建立铝合金压铸时有效能量消耗二元法,采用如下方法:
a)记录压铸机总的能耗需求,按(图2)工艺规范。
b)换算一个“理想的压铸工序”
c)在有效价值能耗定义的基础上,对比测定的总能耗需要和“理想的压铸工序”能耗需要。
1、压铸有效价值能耗的定义
充模工序分为3个阶段,然而,只有用于充模所需的能耗,才能看作有效价值能耗:
1)在第1阶段金属熔化物慢速填充至内浇口,能耗的使用是不创造价值的。
2)在第2阶段金属熔化物以快速充填模具,快速的实现是通过打开压力储能器实现的,由储能器能量充模将合金液压入型腔的能量是使用有效价值能耗。
3) 在3阶段冷却的合金液在高压下致密,用于气体收缩和体积补缩。高压是通过增加的压力储能器来实现的。有效价值能耗仅仅是用于致密的能量即压实能量。
2、一个“理想的压铸工序”的计算
客户支付的是压铸件的费用,而不是浇排溢流系统的费用,因此,只有压铸件本身其所需材料看作有效价值。
一个理想化的加工工序是在下列边界条件下进行换算的:机器运动和填充模具设定是无摩擦的。压铸机合模无需锁模力,因此无需能耗。
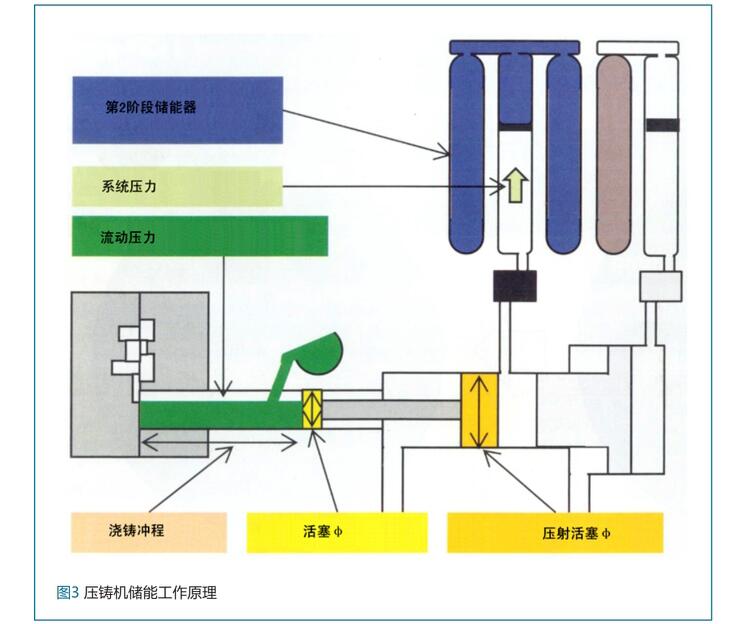
为了加工一个压铸件,在理想的过程下,只需要有效价值的能量。这是由储能量,成型及增密能量组成的,借助方程(1)(7)计算。图3表示压铸机的工作原理。颜色标记加深对问题的理解,在以下公式中得以应用。
实际压铸行程(无浇口和溢流)按方程(1)和(2),按以下假设条件作计算:
>压铸件质量:0.419kg(无浇口)
>铝的密度:2700kg/m3(此处以冷凝状态密度简化计算,在液态下稍有减少)。
实际压射行程为40.3mm。
3、储能器能量的计算
压射分两阶段以最短的时间进入模具,这要求一个高的加速度,否则合金液在充模过程就会冷却。为此,在储能器中储存所需的能量(存储能量)。系统压力将一定的液压油推入储能器内,直到在储能器内达到设定的最大压力,储能器储能量计算如下:

用于充填储能器计算的能量为2.8wh。此能量当压射阀打开时能量释放。
4、充型能耗的计算
充型能耗是将合金液充入模具型腔所需的能量,借助于伯努利方程进行计算。平均流动速度通常为30-50m/s,此处设定为45m/s。
由计算的流动压力及压铸件体积得出充型能耗。

5、增密能量
在从液态到固态的过程,冷却收缩造成压铸件体积减少,直接结果是体积收缩,出现缩孔。这样的体积收缩在压铸过程要增补。
铝合金冷却收缩约为4%,因此,第2阶段压射行程的4%可以看作增压阶段的行程。实际上,这样的行程通常要高,因为在溢流和浇口系统的体积同样要收缩。
增压行程=压射行程•4%=40.3mm•4%=1.6mm (6)
所设定的增压压力为640巴,当增压阶段无附加的储能器以及无增压器进行循环时,增压能量计算如下:
增密能耗=压射活塞面积•增压冲程•增压压力

0.1Wh的增密能量只是在冷凝时间需要的,因为金属只有在完全冷凝之前是可以增密的,要考虑,压入的热流密度与热压系数成比例,随着时间增加而衰减。该压铸件最大壁厚3mm,冷却时间可近似作以下计算:
1mm近似于(1·5)2ms
3mm近似于(3·5)2ms=225ms (8)
在冷凝225ms时间内需要增密能量。
6、用理想压铸过程分析有效价值能耗
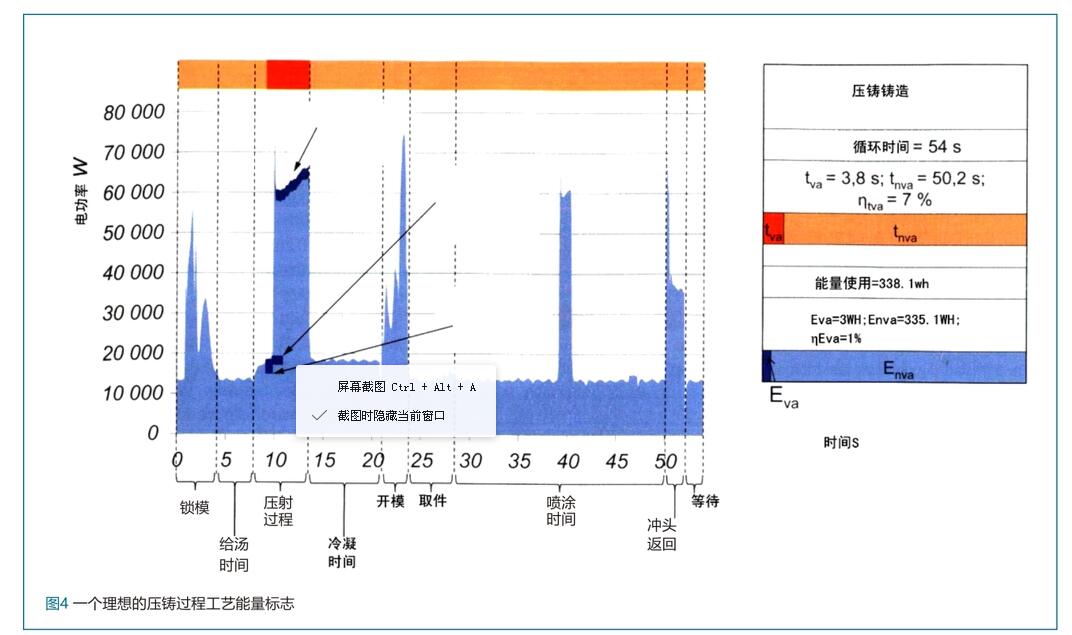
有效价值能耗部分计算数值为3wh;储能器能耗为2.8wh,充型能耗为0.1wh,增压能耗为0.1wh(图4:深兰部分标记)。3.8S有效价值能耗的时间部分是图4的深橙色,显然只有当使用有效价值能耗时,时间才是有效价值。
浅兰色标记表示压铸机有效价值能耗的能量使用,此值为335.1wh,有效价值能耗的时间为50.2S(浅橙色)。
借助于二元标记,此时可计算时间创造价值效率
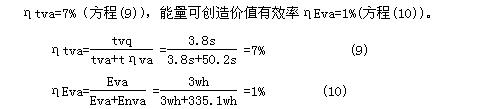
ηtva位于所调百分比范围之内,对于如此小的创造价值的时间部分应检查过程进行。或许通过减少未创造价值的时间。
ηEva约为1%,这就是说,能量使用约99%是不创造价值的,能量无用。应检讨机器的结构,探索无效价值能耗部分的原因。
三、在压铸过程提高能量效率的主要途径
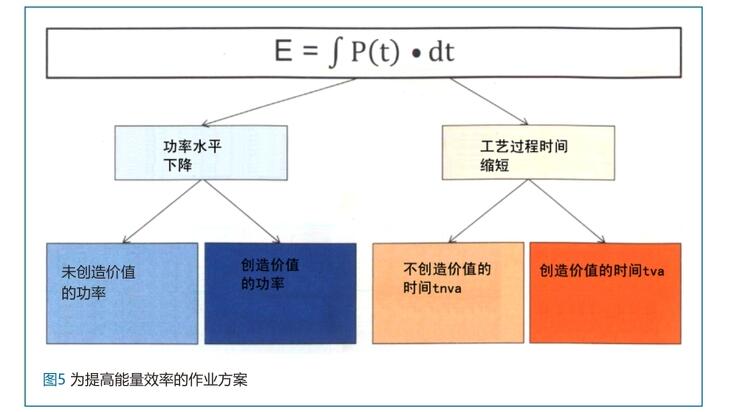
电能E是功率P的时间t积分(图5),为了提高工艺效率主要考虑:
1、降低功率水平P
2、缩短工序时间t
在压铸过程能量效率主要通过以下方法来提高的:
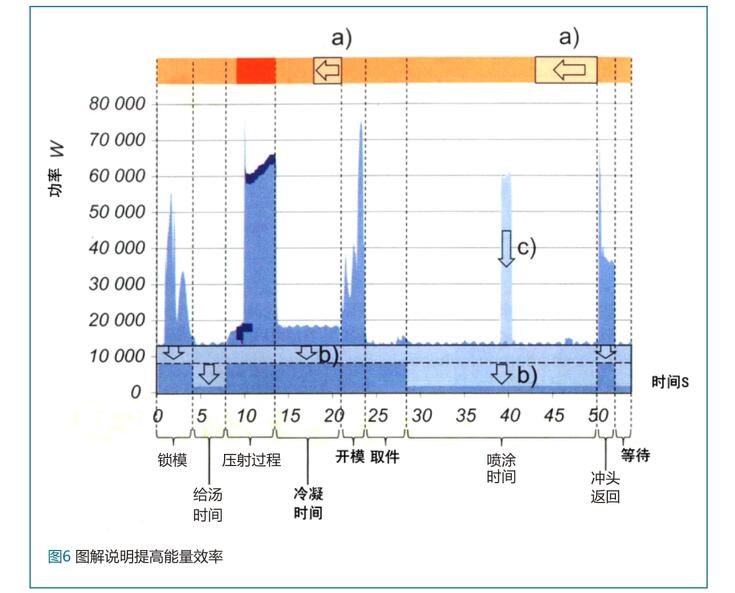
a)缩短工艺过程时间:工艺过程时间的缩短,不但使生产能力提高,也会促成能量的节约,因为浪费能量需要时间,如果减少时间,也会减少能量。在实践中,按照经验数据来调节工艺参数喷涂及冷却时间,探求这些不能创造价值的时间间隔,通常会挖掘潜能(图6)
b)降低功率水平:通过使用能量利用率高的液压系统及合理流动的管道造型(见图6)可以减少总功率水平。调整泵对能量需求,更加合理,从而在无机器运动的时间内,可以减少能量需求(见图6)。
另一个节约能量的可能性是混合的机器设计方案。在充模过程高的加速运动,至今要求使用液压动力,而对于其他机器运动可考虑电驱动方案。可提高能量效率,具有定位准确,减少维修保养费用的优点。
C)其他改善措施:
在使用液压储能器时,泄漏会导致压力损失。为了确保第2阶段的压力能量,必须补充此压力损失(图6,40S时的功率峰值)。泄漏可以通过改变密封或控制技术加以避免(图6)。控制技术可以延迟循环中压力储能器的增压,以便使储能器压力接近下一次压射,可节约能量约5%。
四、结束
由于能量效率会提高能量代价,其课题意义在不断增加。能量效率的增加要求机器和设备方面在能量及时间需要的透明度。借助于二元能量标志可以将能量及时间的使用分成创造价值和不创造价值。在铝压铸过程,可以借助于“理想过程”加以实现,按一个理想化的过程对实际的过程加以调整。创造价值的能量部分作理论计算。由此分析可以对能量及时间创造价值效率作计算,提高及改善潜能。


















 27.52万
27.52万