医疗和非破坏性检验中的胶片和胶片替代品
100 多年以来,X射线胶片被用于工业放射学研究。早在 20 世纪 50 年代,便已经开发出用于非破坏性检验(NDT)的特殊X射线胶片系统。此胶片系统使用铅制增强膜,通过该胶片系统可以实现比医疗胶片系统更好的图像质量。为此,所需的照射剂量也高出数个数量级。与使用荧光膜的医疗胶片系统相比,通过使用铅制膜可以获得的局部分辨率明显更高。
而医学胶片系统可以使患者承受尽可能小的辐射剂量。图像质量及其X射线剂量只须达到能够满足获得诊断报告的需要,相比较而言对患者的安全性更高。但在非破坏性检测中,为了能够发现零件内部的微小缺陷,则需要尽可能高的图像质量。而零件因此承受的辐射剂量便无关紧要了。
然而,与此同时X光胶片几乎完全从欧洲的医院里消失了。如今已经开发出新的数字图像检测器,可以进一步的减少患者受到的辐射剂量,并且实现在医院内部的无纸化工作流程。这些新型检测设备目前主要用于医疗应用,因为其市场远远大于非破坏性检验的市场需求。但是,它们有代替非破坏性检验中X射线胶片的趋势,从而彻底改变工业放射技术。这些检测设备支持基于计算机的新型智能应用(见上图)。它们可以替代传统的胶片应用,使新型非破坏性检验技术成为可能。
使用配备成像板和数字阵列探测器(DDA-数字检测器阵列或甚至平坦检测器)的计算机射线照相(CR)代替胶片的主要理由:
> 较短的测试时间和评估时间,
> 由于更高的测试质量和可以测量更大尺寸的测试对象,带来新的应用领域,
> 影像处理无需耗材,如化学品 (开发人员无须接触有害物质,如苯二酚)。
非破坏性检验的应用范围可以分为移动测试或固定测试。使用成像板(改性荧光膜,其即使在辐射几小时后,也可以使用激光扫描仪读取-在计算机中产生的数字透射图像)作为移动现场测试的胶片替代品,其优势是使用的暗盒完全不受气候影响。缺点是由于其在扫描仪中必须单独读取,处理时间稍长。
数字阵列探测器(DDA)用于内部固定应用和批量检测。它是引入计算机X光射线断层成像技术和自动缺陷检测等新型工业应用的基础。
胶片替代品涉及的标准,在焊接领域主要是 2013 年发布的新版标准 ISO 17636-2:使用数字检测器的焊缝检测,代替旧标准 EN 1435: ISO 17636-1:使用薄膜的焊缝检测;在铸造领域主要是欧洲标准委员会 TC190 WG10 工作组的新项目:前导标准 prEN 12681-1: 使用薄膜的铸件检测,前导标准 prEN 12681-2:使用数字检测器的铸件检测;对于管道的腐蚀检测是2013 年发布的新版标准 EN 16407-1 和 -2, 胶片和数值胶片替代品。
另外还有另一种胶片替代方案,即放射线透视,其不直接作为胶片替代品,但是适合对零件(包括在运动中)进行实时透射检测。由于作为“x射线电视”的黑白电视的出现,产生此项技术,其带有模拟摄像机和图像增强器,它将X射线实时以(即25 帧/秒)转换成可视图像,图像由摄像机转变为视频信号。便可以在显示器上查看或由计算机记录。即使到现在仍然在使用图像增强器(图1),但不再使用模拟摄像机而是使用数码摄像机。但是数码摄像机的分辨率限制为约 1000 x 1000 像素。
针对非破坏性检验中胶片替代品的标准
对于最早无胶片方法的放射检测,“国际焊接学会”(IIW)的“用于焊接检测的放射系统”V A 工作组分会,早在 2000 年以前就开始了标准化工作。他们批准制定分为三个部分的标准。CEN (欧洲标准委员会)的 TC 138 WG 1 工作组 (放射性方法)随后接手了这项工作, 在 2000 年以及 2002 年发布了分为三个部分的欧洲标准EN 13068 “射线检验 ”, 现在这些标准仍然有效:
> EN 13068-1: 成像特性定量测量
> EN 13068-2: 成像设备的定量检测和长期稳定性
> EN 13068-3: 对材料进行射线检验的一般原理
所有这些针对无损检测中,胶片替代品的不同标准,具有以下两个关于检测图像质量的共同原则:
1.早在 1935 年,已经使用测试对象的图像质量样本(线型图像质量样本(ISO 19232-1 标准),台阶/孔型图像质量样本( ISO 19232-2标准))验证测试的对比敏感度。图像质量样本适用于检测器,胶片和胶片替代品。对所有测试等级为 A 级和 B 级的检测器,图像质量样本有相同的可识别性要求。放射线透视中 SA 和 SB 测试等级或DWA和DWB的腐蚀试验除外。
2.新的方法,对物体使用上述双线型图像质量样本(根据 ISO 19232-5 标准)检测所获得的图像模糊度或基本局部分辨率(见 ISO 17636-2 标准的附录 C)。传统地方法,因为内部胶片模糊度可以忽略不计,所以使用X射线管的焦斑尺寸和焦距来推算出图像模糊度。然而由于现在使用数字检测器的像素尺寸,不再使用这一方法。因此,根据 EN 13068-3、ISO 17636-2 标准和 prEN 12681-2 筹备标准定义双线型图像质量样本的分辨率,并遵守这些标准。此外,可以使用额外的线型图像质量样本,补偿双线型图像质量样本不足的分辨率,因为已知的大像素检测器,即使在较短的曝光时间内,也可以检测超出标准要求数量的单线。
数字图像处理
如果符合上述标准的图像最终记录在计算机中,则有利于在计算机上使用数字图像处理方法,辅助人类评估者甚至完全取代(自动评估)。典型的图像处理操作,有对比度图示、亮度图示,以及用于抑制较大壁厚变化的高通滤波,由此从X射线数字图片检测到的高达 65000 阶灰度中,优化选择出人类观察者肉眼可以辨识的 80个灰度。以这种方式,可以最佳地检测零件内部的缺陷。
缺陷类型
铸件缺陷可以大致分为两类。外部缺陷,例如形状偏差,结疤,烧附的模具材料,多孔表面或表面裂纹。这些缺陷通常通过目测检查直接发现和评估。
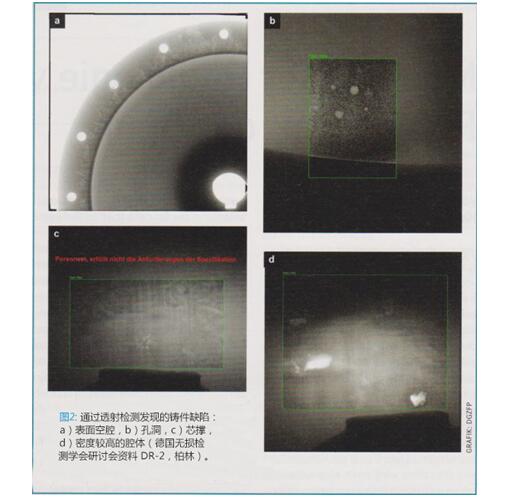
内部铸造缺陷包括气孔,孔隙以及非金属夹杂物,如炉渣,砂和氧化物。这些缺陷类型和其他缺陷类型,如收缩孔(各种类型的收缩空腔),凝固后的冷裂纹,凝固期间的热裂纹(晶间),芯撑和熔析(合金成分的分离现象)可以通过透射检测发现(图2)。
按规定评估
在大多数情况下,也需对在测试对象中发现的缺陷进行评估和分类。为此,使用所谓的铸造标准图谱中的缺陷参考图样。这些目录长期以透射胶片为基础,近年来进行了数字化处理,现在也可作为数字化参考图像目录以供在屏幕上进行评估,以便使用胶片替代品的现代系统用户也可以使用这些参考缺陷图谱。对于铝铸件,美国标准 ASTM E 155(标准图谱)和 E 2422(数字参考图谱)可作为实际标准。对于镁合金铸造有 ASTM E155 标准第二部分目录(标准图谱)和 E 2869 标准(数字参考图谱),对于钢铸造有 ASTM E 446 标准 (标准图谱)和 E 2868 标准(数字参考图谱),对于钛合金铸造有 ASTM E 1320 标准(标准图谱)和 E 2669 标准(数字参考图谱),对于精密钢铸造有 ASTM E 192 标准的目录(标准图谱)和 ASTM E 2660 标准(数字参考图谱)。
铸件自动评估
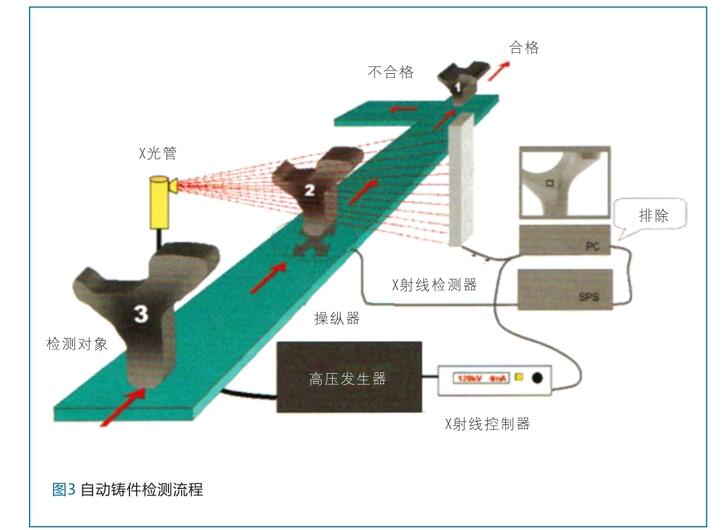
在工业生产中已经使用合适的计算机算法对铸件,特别是铝合金铸件进行自动图像评估。其对汽车制造中与安全相关的零件有着重要作用,因为物理原因在生产中不能排除缺陷。不依赖于评估者的“当天状态”,尽可能对相同的错误总是做出相同的决定,并且总在较短的时间内即生产机器的生产节拍内做出决定(图3)。
汽车制造商通常对评估有特定的要求。在这种情况下,单个缺陷限定在缺陷区域或直径内。此外,通常限定缺陷密度,以便检测孔隙率或收缩气泡。根据零件缺陷的位置,明确限定允许的缺陷尺寸。
结论
工业放射学从胶片到数字胶片替代品的变革已经开始。对此的先决条件是批准使用现代探测器代替胶片的标准。这项工作实际上已经完成了。现在要让用户熟悉这项技术,并为检测人员提供适当的培训。柏林的德国无损检测学会(DGZfP)是这项工作的先驱者。自1994年以来,其为数字式放射检查提供 DR-1 和 DR-2 课程,并且自2014年开始为数字胶片替代技术提供 RT-2D 课程。


















 27.51万
27.51万