一、 冷却系统主要参数的确定
为了确定冷却通道的长度,浇铸合金,压铸模具以及冷却剂之间的热平衡调节是基础,表1a—1d为重要的必须资料。
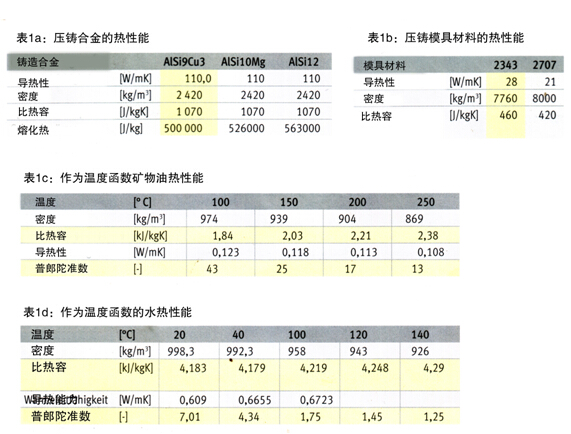
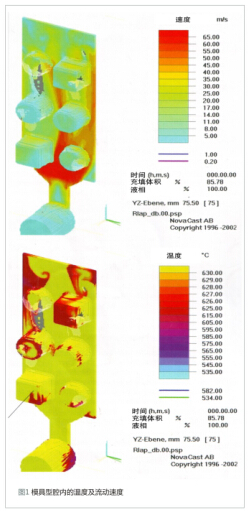
本文讨论的热平衡要确定模具冷却通道长度,所用的压铸合金是AlSi9Cu3,对铸件参数与冷却参数各种组合进行了研究。对冷却油以及冷、热水进行计算。压铸模具的基础材料是热稳定性钢2343(热力数据列于表1b),为作试验采用标准化的试验铸件,充模模拟是用NoVaF10w&Solid软件,充模速度及温度分布示见图1。图2所示为所用压铸模具的CAD图。

二、 冷却通道长度确定
计算方法是在应用实际浇铸参数情况下,对油冷却进行的。计算的基础是1Kg质量的铸件,静模半以及质量热函之比为50%。给出及计算数据列表 2
三、 所需冷却通道长度计算结果
浇铸参数变化对所需冷却通道长度的影响;
冷却通道长度——对浇铸参数意义见表2——用于热平衡的调节是必要的,受到浇铸及冷却参数的影响。表3表示浇铸工艺参数、循环时间、金属熔化物、出模温度及模具温度对相关冷却通道长度的影响。
图3清楚表明,相关冷却通道长度变化是浇铸工艺参数的函数。
图3表示当循环时间增加时,用于输送相同热量的时间也增加。冷却通道就缩短,循环时间减少,油的出口温度增高,因为热量输送所需时间短,为此,再次需要较长的冷却通道。这可以确认,冷却通道的长度随着模具温度增高而减少,在此情况下,冷却通道壁的温度就是模具温度,如果在冷却通道周围的模具温度较高,那么,在模具与冷却剂之间的温差也升高,由此,就会发生较强的热交换,必需小的冷却面或短的冷却通道。
出模温度越高,从铸件输入模具的热量越少。由于输送这样的热需要较小的表面,那么对于水及油冷却所需的冷却通道也较短。出模温度不能自由改变,因为这对于铸件的无缺陷性及特性有着显著影响。金属熔化物的温度主要影响着冷却通道的长度,金属熔化物的温度,在此研究温度变化不超过600——680度,总之可以确认,循环时间与模具温度具有明显的影响,在用水冷却时,参数的组合,需要最短的冷却通道长度。在以冷水冷却时,由于较小的体积流量,冷却通道长度较以热水冷却时长。
(......)

 27.22万
27.22万

 27.5万
27.5万
 9836
9836
 1.82万
1.82万
 1.5万
1.5万
 1.18万
1.18万
 1.47万
1.47万
 1.55万
1.55万
 1.48万
1.48万
 2万
2万
 1.67万
1.67万
 1.05万
1.05万
 1.34万
1.34万
 1.47万
1.47万
 8190
8190
 1.22万
1.22万
 1.26万
1.26万
 1.38万
1.38万
 8327
8327
 7240
7240
 1001
1001
 720
720
 611
611