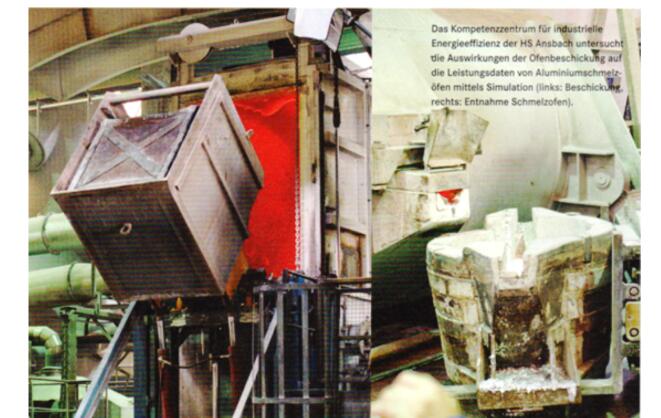
安斯巴赫应用科技大学工业能源效率中心通过模拟来研究加料对铝熔炼炉性能的影响(左:加料,右:从熔炼炉取料)。
为了应对国际市场激烈竞争,对于冶炼厂和压铸厂等能源密集型企业来说,实现高度自动化和高能效至关重要。在德国,每年约有590万吨金属被熔化和铸造,其中约20%为有色金属材料。估计每吨优质铸件的能耗为2000千瓦时,年能耗达到22亿千瓦时。据德国铸造业协会(BDG)称,铸造行业的能源成本占总增加值的25%。其中,约50%的能源需求来自于熔炼行业。由于高成本和能源消耗,BDG还制作了一份熔炼炉的节能操作模式列表。
由于气候变化和能源转型,资源- 特别是能源的有效利用越来越成为研究的焦点。合作研究项目Green Factory Bavaria(巴伐利亚绿色工厂)就属于这一研究领域。 在其子项目“智能熔炼”中研究了提高铝压铸行业能效的新方法。该项目的重点是通过改善熔炼和压铸行业之间的配合度来降低燃气熔炼炉的能耗,以及熔炼设备和铝转运之间的智能操作。
为了能够研发出控制措施,首先必须了解整个熔炼和压铸操作中的工艺过程。一方面是采集和分析数据,另一方面是通过研究相互关系,通过仿真模型改善薄弱环节和边界条件,实现节能目标。
研究基础
熔炼和铸造厂的架构
开发模拟模型和发现操作流程薄弱环节的基础,是对所观察问题进行以目标为导向的现实分析。为保证改善措施能使整个工厂获得更好的经营结果,并且不忽略任何关联环节,重要的是将企业进行整体考虑。
摘要
由于再生铝熔化的高能量需求,所需能量高达总能量需求的50%,使得其对能效研究和提升能效措施具有特别重要的价值。在能源转型以及追求提高资源和能源效率的背景下,由安斯巴赫应用科技大学在巴伐利亚绿色工厂发起了“智能熔炼”这一研究项目。该研究项目的第一步详细分析了,合作伙伴的熔炼和压铸工厂整体和相关工艺过程,比如成为本研究项目重点的气动熔炼设备。
对集中熔炼炉的测量数据的评估发现,其能量消耗高出制造商规格25%,并且熔化能力接近制造商规定范围的下限。导致出现这些性能不佳数据的原因被确定为不连续加料以及铝需求的波动。所采集到的测量数据和由此所获得的知识被用于模拟模型的开发和验证。这一模型用于确认熔炉效率对进料的依赖性,并在不干预现行生产,以及无需额外费用的情况下能够调查和评估改进措施。所开发出的模型显示,进料对能量消耗和熔炼性能有着显著影响。通过改变进料,熔炼性能可以提高50%,而能量消耗可以减少30%。最后,模拟研究了炉废气预热金属锭材的作用。
铝的输送以铸锭或液体的形式进行。所供应的液态铝可以直接被分配到压铸机台。而固态铝必须在进一步加工之前,先在熔化炉中进行熔化。在熔化工序,所输送的铝锭通常与所谓的回收料以50:50的比例进行混合,这些回收料为铸造过程中和产品后续加工时产生的残次品。使用叉车进行固体或液体铝的运输。
在压铸机台中初步成型产品。所生产产品的数量和液态铝的需求量取决于周期时间和设备每一啤的重量。压铸机带有独特的铝槽,需要使用液态铝。压铸机台的生产波动,与铝消耗量的不准确数据以及熔炼炉的高复杂生产过程相结合,使得冶炼厂的生产经理几乎不可能确保对熔炉进行智能化,以适应这一复杂情况。这就导致熔炉无法稳定地在理想的作业点上运行,而是经常波动地运行。熔炉的加热和冷却过程,以及在较低的熔炉负载情况下能量的利用效率低下,都会导致能量消耗增加。
集中式熔炼炉的结构
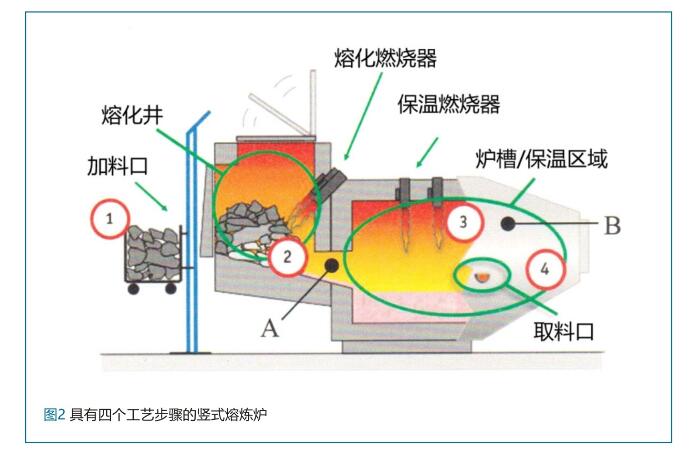
模拟和研究集中熔炼炉的功能可以细分为四个子功能(图2)。通过装料设备将固态铝送入熔化井中(功能1)。在熔化井中,铝通过天然气燃烧器加热熔化(功能2)。燃烧器所产生的热烟气,围绕在铝的周围,并将大部分能量释放到铝中。传递给铝的能量越多,熔炉的效率越高。所产生的烟气以及熔化后的铝沿保温区域方向(炉槽)离开熔化井。在此,液态金属被加热,并保持在规定的温度(功能3)。在这一过程中,一方面使用熔化燃烧器产生的烟气,另一方面,如果这还不够,则使用保温燃烧器所产生的烟气。熔炉倾斜后通过取料口取出铝液(功能4)。
竖式熔炼炉改成集中熔炼炉
提高冶炼厂能效的措施
集中熔炉的操作方式和能量消耗
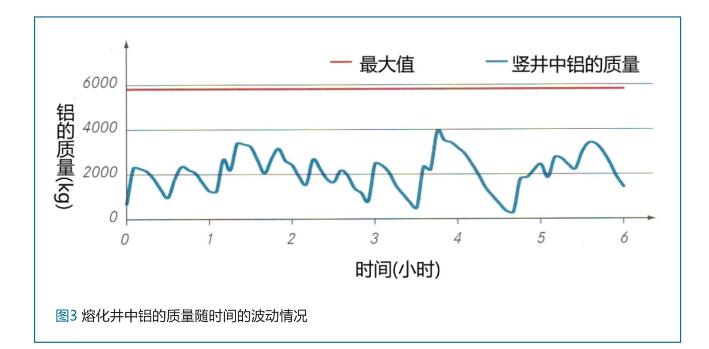
熔炉的节能操作方式要求在合适的作业点上进行不间断连续操作,并在熔化井中达到较高的铝进料量。为对实际状态进行研究,在工厂中进行了检测。在下面的图表中展示了一系列具有代表性的检测结果。
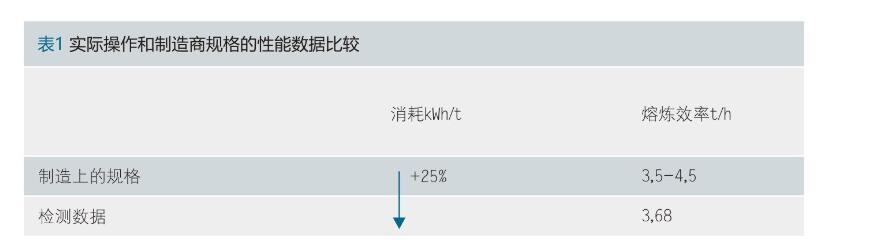
图3显示了熔化井中铝熔液的最大值和实际检测值。实际的熔化井进料量总是明显小于最大可能进料量,并且在最小值400 kg和最大值4200 kg之间大幅波动。铝熔液的反复减少,与热交换表面的减少以及烟气和铝之间驱动性温度差异相关联。这就导致烟气到铝的热流减少,从而使得熔炉烟气出口温度升高。到铝的热流减少会降低热效率,并增加熔炉的能量消耗。如果烟气出口温度超过规定的限值,会使燃烧器控制装置变为活动状态,并降低燃烧器功率。这会导致炉壁冷却,在装料增加的情况下必须重新加热。因此将会如图3所示,操作方式的波动将对效率值产生负面影响。这一所谓的负面影响,通过对实际测得的效率数据以及供应商数据进行比较得到了证实(表1)。能量消耗高出供应商数据20%,熔化率3,68 t/h位于供应商数据的下限。在此必须考虑到,与供应商数据相比,由于引入的铝具有更大的表面积和更高的温度,从而在实际操作中在传热方面具有优势。由于尽管有这些优势,但仍未达供应商数据,因此必定存在额外的负面影响。这里所描述的熔化井装料量波动幅度较大的非连续操作方式作为显著的负面影响因素将在下文中进行详细观察和研究。
改善实际操作方式
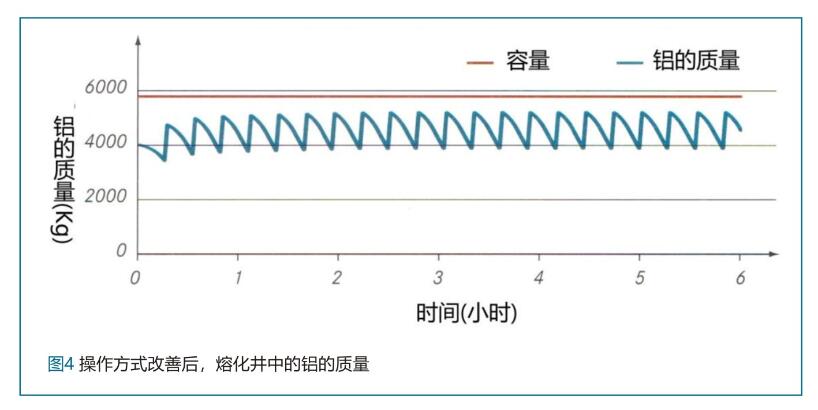
实际操作方式改善的目的是在熔化井中达到最大燃烧器功率和一致的铝熔液量,而从实现熔炉的连续性操作。这将使得能耗降低,同等质量熔融铝的熔化率提升。采用合适的加料策略后(图4),熔液量将一直位于3200kg和4800kg区间内。较高的熔化井加料量将使得传热表面较大,从而使得熔化井出口的废气温度较低。如果将这些效果与恒定的燃烧器功率相结合,则可以预期熔化效率和能耗的减少量将接近供应商数据。
废气温度
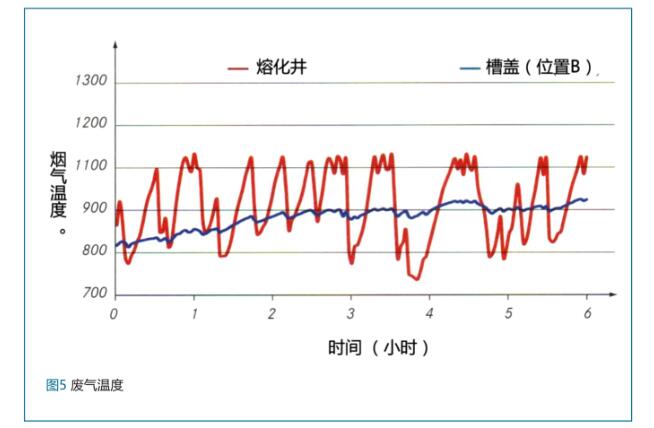
根据实际操作情况,熔炉中热传递效率在25%和50%之间。排出熔炉外的烟气的出口温度特别适合用来说明能量效率。这是因为它是熔炉内所有热传递过程的结果。总的来说,能量效率随着烟气温度的降低而增加。图5显示了熔化井末端和熔炉出口的烟气温度。在图2中用A和B标记出了检测点的位置。在熔化井的末端,熔化井中铝加料量波动(与图3相比)对烟气温度的影响清晰可见。这一温度总是在进料过程结束后达到最低水平,并随着时间间隔的增加而增加。熔炉出口的烟气温度曲线走向更为平稳,在850 °C 至 1000 °C区间内波动。这表明熔炉出口的烟气仍然具有较高的能量含量,可用于改善熔炉的整体热效率。
通过外部铝锭预热来提高能效
利用这一潜力的一种可能方法是引入外部预热室。将其直接装在熔炉旁,使用熔炉排除的废气来加热锭材。这将使烟气进行进一步的能量释放,从而更好地利用燃烧器所带入的热能。通过能量转移将在室温下放入的铝锭加热到规定的温度。 然后将温度升高后的铸锭放入熔炉中。在熔化井中由于已事先导入能量,需要转移的能量必定会减少,从而提高了熔化效率,减少了能量消耗。由于熔炉出口处烟气温度较高,外部锭材预热特别适用于带短竖井的竖式熔炉。
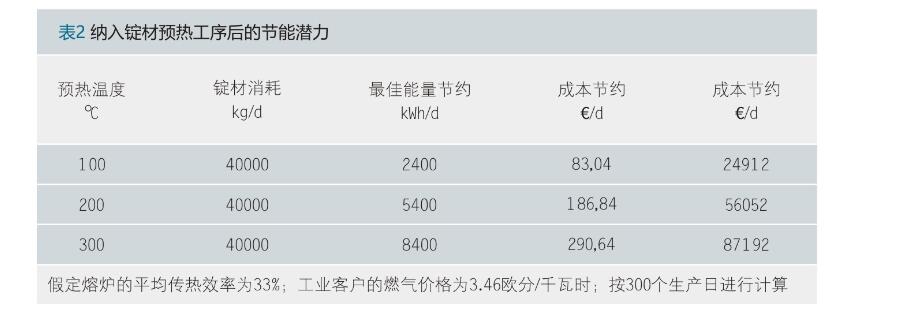
表2列出了通过铝锭预热所能获得的节约潜力的计算结果。随着预热温度的升高,成本节约量呈线性增加。这一理想化计算的前提是所有锭材都可以进行预热。另外忽略了预热可能带来的负面影响,例如由此导致的在熔化井中烟气与所装入铝材之间的较低的驱动温度差。所节约的成本主要指由于燃气消耗量降低而节省的成本。未考虑由于建造预热室所引起的采购和运行成本。
模拟模型
为了更好地理解工艺参数之间的相关性,比如停机时间和压铸机台的需求情况对熔炉的影响,在图1中用模拟模型展示了熔炼和压铸工艺过程。进行成功验证后,可用于研究不同的操作状态。由这些结果可以生成铝转运,压铸设备和熔炼炉操作方式的替代处理方案。比如可以推导出在熔炉失效,或液态铝输送延迟情况下的最佳反应方案。借助于模拟模型,改善措施,比如改善过的加料工序(参见 “集中熔炉的操作方式和能耗”)和预热工序(参见 “通过外部锭材预热提供能量效率”),能够经济有效,无风险的在虚拟环境中进行分析,无需干扰实际操作。这一开发出的模拟模型由物料流模型和详细反映熔炉能耗过程的能量模型所组成。
物料流模型
在物料流模型中,在图1的基础上反映出了铝输送和在压铸机台中铝的加工情况。除此之外,模型还包含了叉车及其控制系统,以及压铸机。叉车控制系统既包含了液态铝到压铸机台的分配策略,也包含了熔炉加料过程中所选择的加料顺序。因此,这一模型形成能量模型的输入口和输出口,从而对模拟模型中熔炉的操作方式产生影响。通过这种方式,可以在模拟过程中研究不同需求情况产生的影响,以及熔炉的加料策略。
熔炉的能量模型
在熔炉中通过燃烧器加热,发生铝的相变以及热量和质量的传递过程(传导,对流,辐射)。为了准确捕捉和反映问题,必须使用流体模拟(CFD)。但是这将导致模型非常复杂,在改变框架条件方面计算量大,灵活度低。因此,对于带有永久变化框架条件的较长时间段内的模拟,将数学模型简化为一组常用的微分方程。
为提高开发模型的质量,用CFD程序来进行各种固定情况的支持性模拟。由于进行了简化以及其它假设条件,根据测量数据进行模型验证具有重要意义。
物料流的验证
在将完整的物料流模拟结果和真实的企业数据进行对比时发现,在一个工作周内所生产的铸件数量存在14.5%的偏差。这一偏差主要是由于在模拟中所考虑到的压铸机台的意外停机情况的统计方法引起的。这一统计方法假定压铸机具有正态分布的平均停机时间(根据合作工厂的真实停机时间确定),未确切区分停机情况,而从导致模拟和实际不可预见的停机情况之间存在偏差。
能量模型的验证
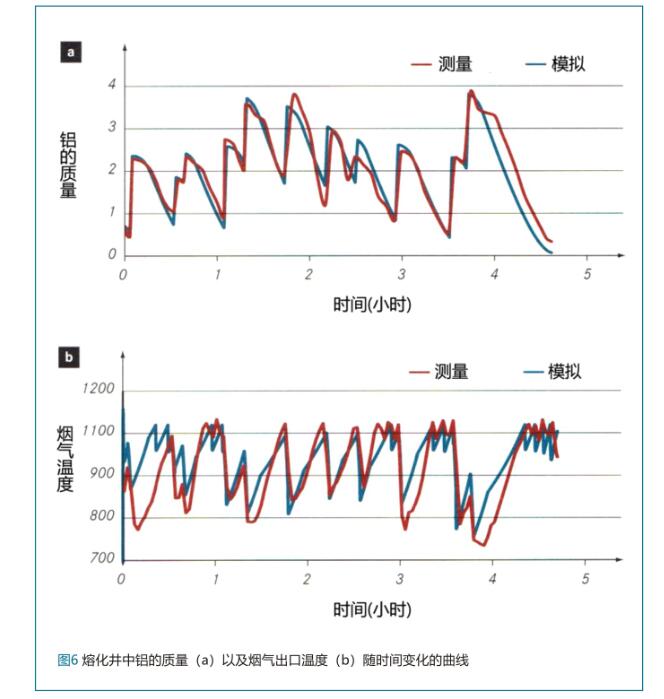
因为熔炉的能量模型是在高度简化和存在众多假设条件的情况下开发出来的,因此验证在这里尤为重要。与合作工厂所获得的测量值进行比较的结果显示出熔化井中固态铝质量的时间曲线的良好一致性(图6a)。炉槽中液体铝的质量直接与此相关联,因此也可以很好的展示出来。烟气的废气温度的比较表明,在模拟中正确的显示了烟气到固态铝的热传递的时间曲线(图6b)。因此可以假设,在模拟中可以足够精确地再现熔炉中具有固态-液体相变的物料流。
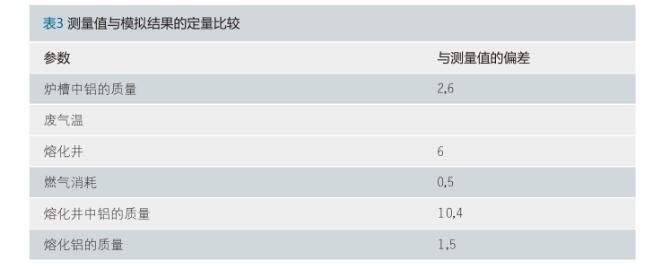
熔炉模型的精度,与其它过程变量一起,根据测量与模拟之间的平均偏差同样进行了定量考虑(表3)。炉槽中液态铝的质量偏差为2.6%,非常低。对于评估热传递建模的质量,熔化井出口的废气温度具有特别重要的意义。这是因为,这一温度是由整个熔化井中的热传递情况决定的。同样这里的测量和模拟结果仅略有不同。
正确的反应热传递情况,以及所实施的燃烧器控制对于真实测量燃烧器的燃气消耗量是至关重要的。测量与模拟结果进行比较发现差异仅为0.5%,因此可以假设通过模拟所确定的燃烧器燃气消耗量是正确的。这就使得计算每吨熔铝的能量消耗成为可能,并且能够模拟测试不同的操作策略对于熔炼工厂能效的影响。
模拟研究的结果
开发并经过验证的这一模拟模型,用来研究加料策略和利用废气进行铝预热对于熔炉能效和熔炼效率的影响。对于熔炼炉,加料,取料以及熔炉负载可以作为边界条件预先确定。在假定为理想边界条件的情况下进行研究,这就意味着,不考虑受工厂条件影响的熔炉操作时的外部损害。
加料研究
在模拟研究中,如果铝的质量超过保温区域最大填充量的90%,则假定铝的质量总是恒定的。这就保证了可以对熔炉进行连续操作。为了研究加料策略所产生的影响,每一次加料过程所加入的铝的质量,会随着每一次的模拟运行发生变化。每1000秒进行一次的加料过程所加入的铝的质量,会随着每一次的模拟运行增加100公斤。总是模拟一个班次(8小时)的情况。所加入的材料由具有室温的50%的锭材和50%的废料组成。
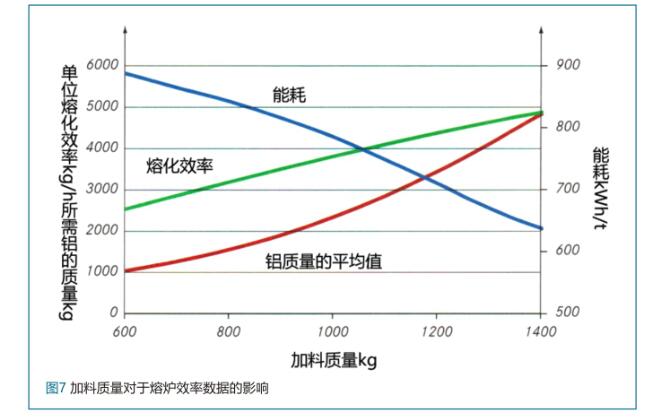
为进行评估,考察了加料对于熔化井填充量,熔炼效率和能耗的平均值的影响(图7)。可以看出,在熔化井中铝质量的平均值随着每一次加料质量的增加而增加。这一均值的增加,与熔炼效率的提高相关联,同时降低了能耗(EV)。因此,由一次加料量600kg,能效2500 kg/h,提升为一次加料量1400 kg,能效4800 kg/h。这相当于熔炼效率几乎翻倍。随着熔化井中铝质量的增加,能耗从890 kWh/t 下降为 640 kWh/t。这相当于减少了28%的天然气消耗量。这表明由加料决定的熔化井加料量对于熔炼效率和能量消耗是至关重要的。
锭材预热的研究
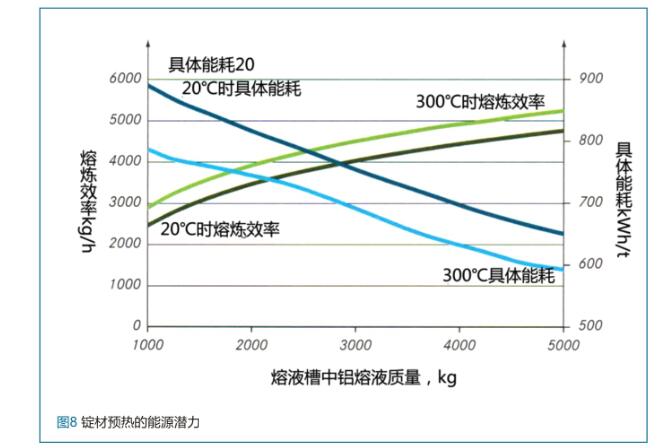
熔炼炉的测量数据表明,熔炉出口处的烟气温度达到800至1000℃(图8)。由于这一高温,烟气特别适合用来进行锭材的外部预热,在图8中通过图形展示了对于预热效果的模拟研究结果。比较了将铝锭预热至300度和不进行预热(铝锭温度20°C)这两种情况。在这两种情况下,返回料和废料的温度都为100 °C。并观察了不同的熔化井加料量的影响。如前面研究中所述,在这两种预热温度情况下,随着熔化井中铝质量的增加,熔炼效率增加了约2500 kg/h。通过预热,熔炼效率提高了约500 kg/h,能耗降低了约45 至 90 kWh/t。这证实了锭材预热所具有的降低能耗方面的巨大潜力。
总结与展望
在这里所描述的研究工作中,对集中熔炉的测量活动的评估结果表明,其能耗最高超出供应商规格的25%。同样,所测得的平均熔炼效率也处于供应商规格的下限。对测量数据的分析表明,得到这些较差的能效数据的主要原因是不连续的操作模式以及不当的加料策略。测量数据显示,熔炉出口的烟气温度位于850 至 1000 °C这一区间内。为了能利用熔炉出口处高能量含量的烟气,对在所谓的预热室中对锭材进行外部预热进行了研究。
根据对合作工厂的总结性分析以及对测量数据的分析,建立并验证了完整熔炼和压铸工厂的模拟模型。该模型证实了熔炼炉的操作模式和加料量对熔炼效率和能耗是至关重要的。两个所观察到的熔化井加料量的极限值能使熔炼效率差异高达50%,能耗差异高达30%。通过外部预热对锭材进行预热的模拟研究表明,根据操作点的不同,这一工序能使能耗降低45至90 kWh/t,熔炼效率最高提高至500 kg/h。
后续研究的目标是实施各种措施,使得能在整个工厂的模拟模型中在理想的操作点上连续操作熔炉,并且研究它们在工厂流程中的影响。其中的一项措施是对液态铝的供给进行需求和时间上的优化,另外还有最佳自由熔炼时间点的计算,液态铝需求较低时熔炉的智能备用切换以及熔炉熔化性能的需求导向控制。除了需要进一步发展模拟模型之外,必须在真实的工厂中通过进一步检测来检查和确认所找到的改善策略。

















 27.53万
27.53万