文:A•H erman&P.zikmund
在以往文章中叙述了压铸模具的生产趋势。如果涉及压铸模具生产材料及相关的加工处理风险,研究该项目的几乎所有文献显得不全面。再者,只有对一些问题认识不充分,有时会导致压铸模具过早损坏。因此,未来的一些文章要集中于模具龟裂原因的识别及热处理条件的选择。
热处理:
原材料处理的前提,是可比较的供货状态,这样可以进一步集中于热处理参数。对于新型工具钢,如:W403、TQ1、Dievar 或EFS Supra 所用的工艺是在短的间隔淬火,分三阶段加热。
交货状态:
材料是初轧供货,到最终尺寸(压铸模具、型芯等)要求最少量加工。初轧(锭 )已经回火处理,此外,W403是一种特殊材料,硬度达到205HB(见材料数据手册)类似于其他模具材料,TQ1预回火硬度最高达220HB,供货状态,在800——850度温度下进行回火。随后热处理是在炉内(10——20度/h)慢慢冷却至室温,或者在室外从600度温度继续冷却。对此,涉及的是特殊软化回火。
淬火:
第一阶段是加热到淬火温度,各部分要慢慢均匀加热。不均匀的加热会导致模具变形,在极端情况下造成裂纹。因此,要求多步骤相应加热(多个滞后阶段)这尤其是对于高合金钢。在加热过程构件要防止表面氧化。真空加热或在一个惰性气氛内加热有优越性【16】
推荐的温度范围为1000——1050度,只有保持这样的温度,才能确保所有构件均匀加热。此后,在油槽内进行冷却。所达到的硬度取决于材料的种类,通常情况下为49-55HRC。
回火:
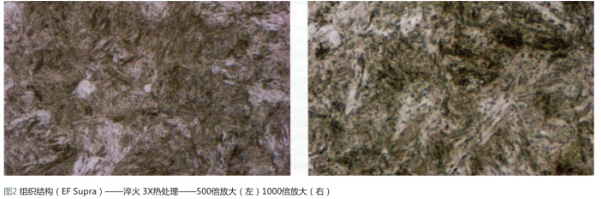
热处理的最后阶段是三相位回火,达到所要求的强度或硬度。在材料内所产生的结构应该是索氏体。
当回火温度超过500℃,由于合金元素如钒、铬或钼碳化物的离析,强度明显提高,进而奥氏体转变为马丁体,产生二次淬火。
所进行的试验:
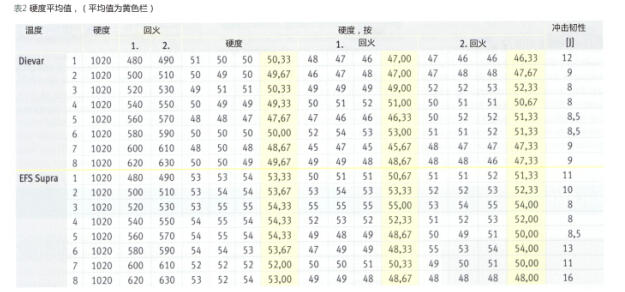
在所进行的试验中,对两种材料类型作试验:Dievar和1.2343EFS Supra。这些材料是以条锭供给的,以便试验回火状态下效果。对第1相位试验准备8条(锭)块,进行不同的热处理工艺。在1020度温度下进行淬火。对1——8条锭按确定的温度分两步骤进行退火。退火的第2相位(在此应调到所希望的硬度)是在较前一步高10度的温度下对所有条锭进行。在此温度下保持时间要适合部件的尺寸。
对于所有条锭不超过30分钟。在此要注意,为进行淬火在试验条锭上要作标记。
硬度测量:
在热处理每个步骤之后,为进行洛氏——硬度检测,在试验条锭上作一系列压印。硬度平均值按对测定误差的修正列于表2.
冲击韧性测量:
此外,试件要依据切口尺寸的变化进行夏比(charpy)试验(求取冲击韧性)。试验结果同样列于表2,此试验的目的,在于对一定的回火温度下求取此特性的明显变化。
求得化学成分:
为进行化学分析采用光学发射——光谱仪。在进行研究时,对最重要的元素值的测定精度课题,大多数提供者提供的是成分的具体数值,不是可能的方案或精度。在以生产厂家所给数据对研究对比时,发现有差别,差值在5%左右。
评论与结论:
通过试验有可能对热处理有关的硬度变化作出论断,由于在热处理时一定的配置,明显提高了压铸模具的寿命,其他试验目的在于对工艺参数作调整。
在约570℃温度下,热循环加载过程所形成的碳化物,由于硬度特性提高,有望对材料特性起明显的影响。所获得的实验数值证明,硬度提高的范围,此时冲击韧性下降。今后有可能改变材料的化学成分,限制形成碳化物的元素。



















 27.24万
27.24万