文:陈学文、张 晶 广州金邦有色合金有限公司 广州金邦液态模锻技术有限公司
摘 要 通过对留液生产和整炉不留液生产的比较分析。在采用留液生产工艺后考核回收率高达 95. 68% 。有效的提高了热能利用率,减少了生产时间; 和整炉生产工艺相比较平均每炉减少了2个小时的熔炼时间,降低了生产能耗。
关键词 铝合金; 降本增效; 留液生产; 低温熔硅
1 前言
广州金邦有色合金有限公司是一家生产铸造用铝合金为主的企业,可以实现大比例地使用废铝进行生产,达到金属损耗低、节能、环保等目标。原来铝合金生产工艺过程是通过整炉生产,炉内不留液作业。在整炉生产过程中虽然单炉产量高,但是造成了气耗、电耗高、成品率、产品回收率低的不良状况。
通过工艺研究和改进,推行留铝液生产,不仅提高了热能的利用率,降低了气耗、电耗,而且产品的回收率也显著提高,达到公司推行的“降本增效”计划。所谓留液生产是在母炉(30T) 生产出一炉铝液后,只过20T 铝液到保温炉,留10T铝液在熔炼炉作为下炉的生产用原料的一部分。留下的10T铝液保留了大量的热能,可以作为熔炼热量的一部分,极大的加快了熔炼的过程,缩短了熔炼的时间。
采用留液连续生产的作业模式在纯铝价格上升时,废料价格与纯料价格价差较大时,少用或不用纯料生产成本会有所降低,留液生产减少了金属烧损,增加了热能利用,生产时间相应会减少、能耗会相应降低,这些都可以通过规范操作来优化。在使用留液操作后平均每炉熔炼时间可减少2小时左右。
2 铝合金生产过程留液与不留液生产
数据对比没有采用留液生产时,熔炼炉没有严格规定要取样化验就直接过炉,这就造成在保温炉要调整成份的时间非常长,既加大了能耗和金属损耗,生产员工的积极性也不高; 自采用留液连续生产的作业模式后,规定了熔炼炉要取样化验成份大至合格才能过炉( ADC14 还要规定过炉铝液温度要在 800 ~830℃ 之间) ,过炉铝液温度要在 710 ~ 730℃ 之间,且要求每一炉炒出的灰中铝必须投入当炉以减少金属烧损和提高回收率,保温炉补料的量非常少了,缩短了生产时间提高了员工的积极性,员工参与生产成本控制和工艺的执行也有了一定的提高,主要体现在废品和次渣量对比以前有所减少。
从以上对比可以看出: 留液生产ADC12,无论在生产时间还是在气耗、电耗、金属消耗方面都大大减少了; 而在金属直收率、回收率以及成品率上都有所提高。采用留液生产的月份铝合金共生产了61 炉铝合金产品,总产量 961773. 6204 kg,其中有47炉产品采用了留液生产工艺,产量为920225kg,留液生产回收率为:920225kg/961773.6204kg×100% = 95.68%剩余14 炉不涉及留液生产工艺的炉次产品的考核回收率为:328552kg/356046.046kg×100% = 92. 28%。
采用留液连续生产的作业模式,可以少用或不用纯料,充分利用废料,达到减少生产成本的效果。通过留液生产工艺的连续生产成本的分析与对比,证明留液连续生产工艺能减少了金属烧损,提高了金属的回收率; 同时还增加了热能利用,缩短生产时间、减少能耗。
3 采用留液生产工艺对铝合金物理性能的影响分析
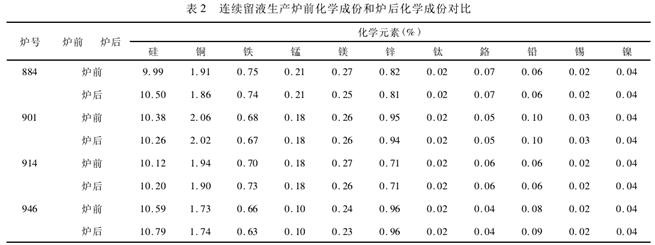
3.1 连续留液生产炉前化学成份和炉后化学成份
对比从上述数据分析炉前和炉后的化学成分基本未有大的波动,浇铸过程中每间隔15-20分钟进行搅拌,浇铸温度基本在685-713℃之间,基本符合ADC12的工艺浇铸温度 ( 690-710℃ ) 。连续留液生产是质量稳定的。
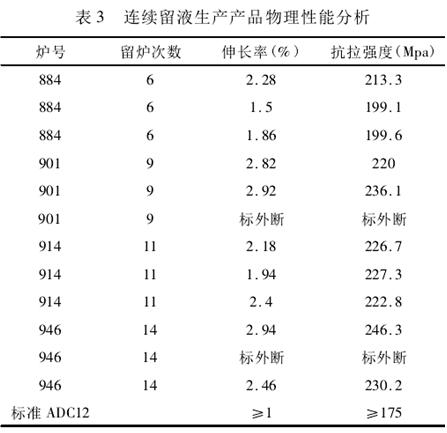
3. 2 连续留液生产产品物理性能分析
从上述数据分析连续留液生产产品完全符合标准,与不留液生产产品完全一样。
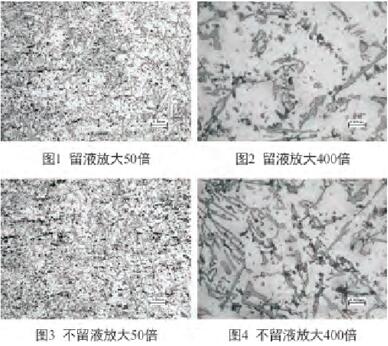
3. 3 金相组织分析产品
ADC12金相图分析见下图:#p#分页标题#e#
从面 4 副图可以看出,产品ADC12 金相图留液和不留液工艺操作对出内部组织几乎没有影响。
4 结论
4. 1 采用留液连续生产的作业模式减少了金属烧损,提高热效率,节约了生产时间,降低了生产成本。
4. 2 采用留液连续生产的方式可以少用或不用纯料,充分利用废料。
4. 3 采用留液连续生产产品的内部组织和性能与不留液生产的产品组织和性能是一致的
。


















 19.78万
19.78万