文:江苏金鑫电器有限公司 李秀坤
摘要:通过对ZL101铸造铝硅合金组织与性能分析,和5xxx系镁铝合金性能分析、比较,拟订铸铝ZL101与5×××系镁铝合金焊接工艺,并对铸铝ZL101与5×××系镁铝合金焊接接头性能分析。开发新型铝合金焊接材料是解决铸铝ZL101与5×××系镁铝合金焊接问题的前提。
关键词:铸铝 ZL101;镁铝合金;焊接接头性能;新型焊接材料
引言
ZL101 铸造铝硅合金具有优异的铸造性能 ,中等强度的力学性能, 良好的导热、 导电性等优点。5×××系铝合金属于不可热处理强化铝合金,有导电导热性能好、耐腐蚀性能良好,有电磁波吸收特性,以及良好的加工性能和焊接性能等特点。因此,在航空航天、交通运输、建筑、 电力通信等领域得到了十分广泛的应用。
1、ZL101 铸造铝硅合金组织与性能分析
1.1 ZL101 铸造铝硅合金的化学成分与力学性能
1.1.1 化学成分
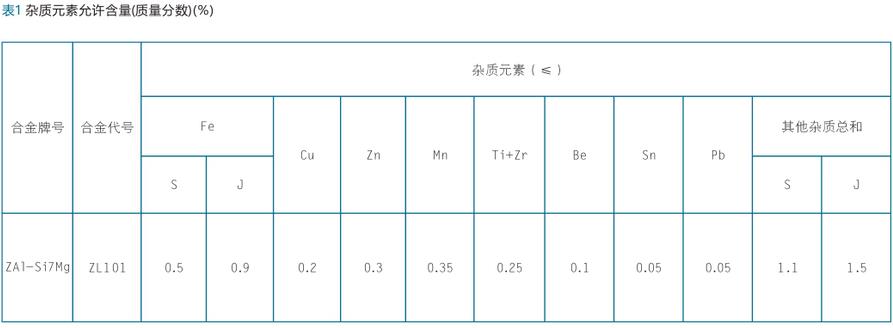
ZL101铸造铝硅合金,通常实际产品中化学成分见GB/T 1173—2013 规定,其中杂质元素允许含量见表1。
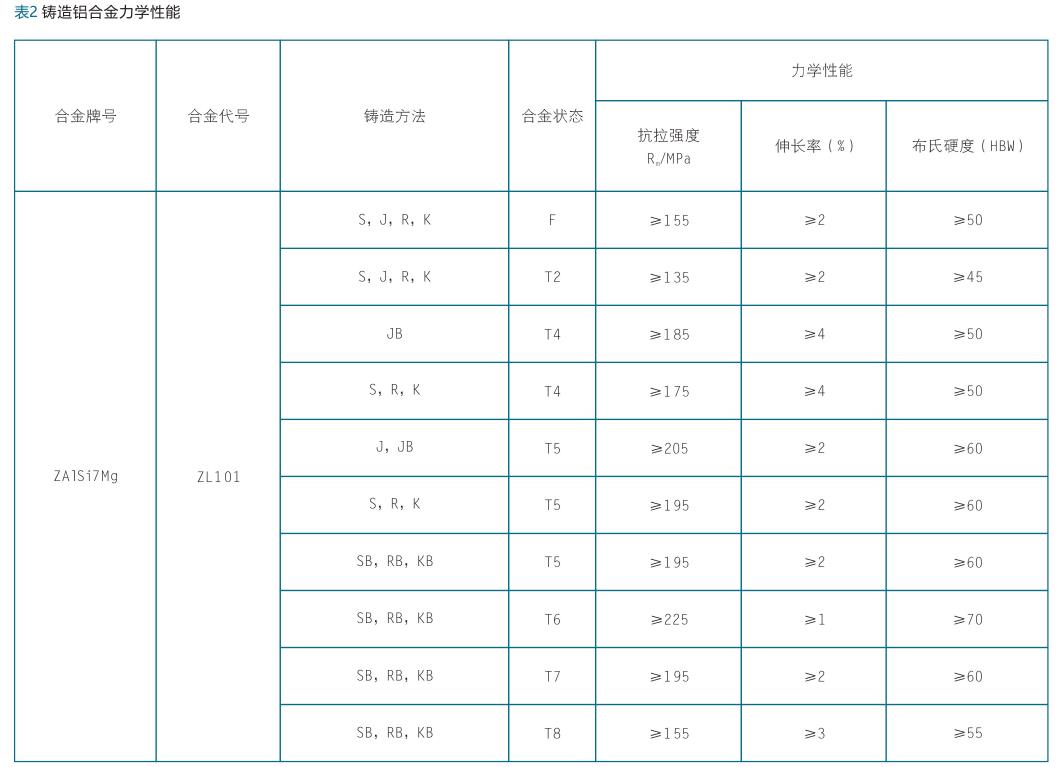
1.1.2 力学性能
GB/T 1173—2013规定通常铸造铝合金实际产品的力学性能见表2。
1.2 合金元素对合金性能的影响
ZL101铸造Al-Si合金的力学性能取决于初晶α-Al,共晶Si,二次相金属间化合物及孔隙的形态、大小与分布。在铸造铝合金中Si能够改善合金的流动性和铸件气密性,同时在一定范围内也能使合金的强度有所提高, 而合金的塑性却随之降低。Cu能够降低合金自然时效速度,减轻停放效应的不良影响,能够提高合金的抗拉强度与疲劳强度,改善合金的切削加工并提高表面光洁度, 而不会使其铸造性能下降, 而且还可形成四元的W(Al4CuMg5Si4)相,并可能出现S(CuMgAl2)相和θ(Cu Al2)相,并由于Cu也能够起到部分细化晶粒作用,因而保证了合金的力学性能。Cu的存在轻微增加了晶格的刚性,这使得晶体的热振动减弱,因而使得电导率稍微回升。Mg主要是通过时效强化产生Mg2Si强化相,提高合金的力学性能。通常认为较高的Mg含量可增加合金的屈服强度, 降低疲劳韧性,还可以抑制Fe的有害作用。
不同合金元素含量对铸态和T6处理态合金的力学性能和电导率的影响不同。由相关研究数据可知,当w(Si)4%时,T6处理态合金的抗拉强度最大;合金伸长率的变化主要取决于 Cu和Si,铸态时Si的影响最为强烈,T6时Cu的影响最为强烈,且在各个元素含量最少时,伸长率最大;而硬度的变化主要取决于Mg的含量,合金电导率的变化却主要取决于Cu和 Si,铸态时Si的影响最为强烈,T6时Cu的影响最为强烈,Mg的影响次之。若在铝镁合金中加入w(Mn)0.15%-0.8%,则有利于改善合金的耐蚀性,并可提高合金的强度。若在铝镁合金中分别加入w(Ti)0.1%或w(V)0.1%,则可促使其合金获得细晶组织。
因此,在铸造Al-Si-Cu-Mg合金中Si可提高合金的铸造流动性, 随着Si含量的增加,在一定范围内也能使铸铝合金的强度有所提高,而合金的塑性却随之降低;Cu和Mg是铸造Al-Si合金中2个最重要的强化元素,其可提高合金的强度,但是,Cu对电导率和伸长率的影响最为显著,同时会影响铸铝合金的抗耐蚀能力;Mg对铸铝合金硬度的影响最为显著, 极易发生热裂脆性的现象。Fe,Cu,Zn等元素均能使铸铝合金的耐蚀性及工艺性变坏,所以应该限制其含量。
1.3 铸造合金元素ZL101常见的铸造缺陷
1.3.1 氧化夹渣
铸造缺陷特征:氧化夹渣多分布在铸件的上表面,在铸型不通气的转角部位,其断口多呈灰白色或黄色。
1.3.2 气孔、 气泡
铸造缺陷特征:铸件壁内部所含气孔一般呈圆形或椭圆形,具有光滑的表面,一般是发亮的氧化皮,有时呈油黄色。其中表面气孔、气泡可通过喷砂发现,内部气孔、气泡可通过X射线探伤或机械加工发现。
1.3.3 缩松
缺陷特征:铝铸件缩松一般产生在内浇道附近飞冒口根部厚大部位、 壁的厚薄转接处和具有大平面的薄壁处。在铸态时断口为灰色,浅黄色经热处理后为灰白浅黄或灰黑色在X射线底片上呈云雾状,严重的呈丝状,缩松可通过X射线、荧光低倍、断口等检查方法发现。
1.3.4 夹杂
铸造缺陷特征:混入压铸件内的金属或非金属杂质,加工后可看到状态不规则,大小、颜色、高度不同的点或孔洞。
1.3.5 脆性
铸造缺陷特征:由于铝合金中杂质锌、铁、铅、锡超过规定范围; 合金液过热或保温时间过长,导致晶粒粗大;激烈过冷使晶粒过细等原因,造成铸件基体金属晶粒过于粗大或极小,使铸件易断裂或碰碎。
1.3.6 裂纹
(1) 铸造裂纹沿晶界发展,常伴有偏析,是一种在较高温度下形成的裂纹,在体积收缩较大的合金和形状较复杂的铸件容易出现。
(2) 热处理裂纹由于热处理过烧或过热引起,常呈穿晶形态的裂纹。其一般在产生应力和热膨胀系数较大的合金冷却过剧,或存在其他冶金缺陷时产生。
(3) 应力腐蚀开裂ZL101铝合金是一种含硅的合金,应力腐蚀的主要原因是共晶硅沿晶界分布,共晶硅和基体之间存在电位差, 形成大阳极小阴极的腐蚀电池,基体作为阳极被腐蚀。晶界腐蚀敏感性低,但是内应力或杂质偏聚会增加晶间腐蚀敏感性,增大晶间腐蚀级别。使用中在应力腐蚀环境下容易发生应力腐蚀开裂,其是阳极溶解和机械损伤共同作用的结果,以阳极溶解为主,该断口为穿晶脆断形貌。
(4) 低温脆断铸铝ZL101铝合金实际使用时,随着外加应力的增加,合金进入塑性变形阶段,铝基体在塑性变形过程中产生大量位错塞积在Si相边界产生应力,使Si相发生破裂。 ZLl01合金的裂纹扩展过程是断裂Si相形成的微裂纹在铝基体中的延伸和连接过程。即合金中破裂Si相周围的铝基体产生较大的塑性变形,裂纹之间的铝基体呈明显的撕裂特征,裂纹沿着Si相边界扩展,相邻破裂Si相的基体易被撕裂,使裂纹相连。
2、5×××系镁铝合金性能分析
5×××系列镁铝合金,主要元素为镁,镁含量在3%-5%之间,又可以称为铝镁合金。5×××系铝合金属于不可热处理强化铝合金,通常在加工硬化状态或退火状态下使用,由于其密度小,质量轻,导电导热性能好,耐腐蚀性能良好,有电磁波吸收特性,以及良好的减震、加工性能、焊接性能等,被广泛应用于航空航天、船舶、汽车、建筑、电子、机械制造等领域。
2.1 铝镁合金的焊接特点
2.1.1 强的氧化能力
铝和氧的亲合力很强,5×××系列镁铝合金,在空气中及焊接时极易氧化,氧化后生成致密结实的Al2O3, 其熔点约2050℃,非常稳定,阻碍母材的熔化和熔合,并且其密度大,不易浮出表面,极易使焊接产生夹渣、未熔合、未焊透和裂纹等缺陷,因此其焊接时电流宜选择方波交流的方法焊接。
2.1.2 较高的热导率和比热容大
铝及铝合金的热导率和比热容均为碳素钢和低合金钢的2倍多,在焊接过程中,大量的热量能被迅速传导到基体金属内部,因而焊接铝及铝合金时,能量除消耗于熔化金属熔池外,还有更多的热量无谓消耗于金属其他部位,为了获得高质量的焊接接头,应当尽量采用能量集中、功率大的能源,有时也可采用预热等工艺措施。
2.1.3 热裂倾向大
铝的线膨胀系数约为 22.9×10-6/℃, 铁的为11.7×10-6/℃, 铝及铝台金的线膨胀系数约为碳素钢和低合金钢的2倍。 镁铝合金凝固时的体积收缩率较大,达6.5%,而铁为 3.5%,因而铝及铝合金焊接时容易产生缩孔、缩松、热裂纹及较高的内应力。实际焊接中通常采用调整焊丝成分与焊接工艺的措施,以防止热裂纹的产生。
2.1.4 气孔敏感性高
镁铝铝合金液体熔池很易吸收氢等气体,高温下溶入的大量气体在焊后冷却凝固过程中来不及析出,聚集在焊缝中会形成气孔。弧柱气氛中的水分、焊接材料及母材表面氧化膜吸附的水分,都是焊缝中氢气的重要来源。因此,焊接前对母材坡口与焊丝进行清理是很必要的。
2.1.5 固态液化时无色泽变化
镁铝合金焊接熔池金属由固态变成液态时,没有明显的色泽变化,给焊接操作带来了不便。
2.1.6 单向
铝为面心立方晶格,没有别的同素异形体, 加热与冷却过程中没有相变,焊缝晶粒易粗大,不能通过相变来细化晶粒。5×××系列镁铝合金,为不可热处理强化的镁铝合金材料。
3、铸铝ZL101与5×××系镁铝合金焊接分析
从相关文献、资料中,目前尚未有铸铝ZL101与5×××系镁铝合金焊接实例借鉴,如果尝试将这2种铝合金进行焊接,需要有更多的焊接性试验工作和合适的焊接材料研发工作来实现。
3.1 铸铝ZL101与5×××系镁铝合金焊接工艺分析
拟尝试选择焊接工艺时,可选择氩弧焊是较完善的焊接方法,氩离子的阴极破碎可有效去除熔池表面的氧化铝薄膜,焊接时无熔渣,不会产生焊后残渣对接头的腐蚀,氩气流对焊接区域有冲刷、保护作用,使焊接接头冷却加快,从而改善了接头的组织和性能。在选择焊接材料时,焊材的化学成分中包括合金元素、添加的微量元素及杂质元素。合金元素在焊材化学成分中占主导地位,如A1-Si焊丝中的合金成分主要是Al和Si,A1-Mg焊丝中的主要合金成分是Al和Mg,它们决定了焊丝的使用性能,如力学性能、焊接工艺性、耐蚀性等。焊材选择偏Al-Si系列时,焊接接头强度和硬度虽然有一定的提高,但是,由于合金伸长率的变化主要取决于Cu和Si,焊接接头的伸长率很低,当焊接接头缺少一定的韧性储备时,极易在使用过程中发生脆性破裂,给产品的安全使用带来极大的风险;当选用Mg-Al系类的焊材焊接时,Mg元素的加入均使焊接接头的强度有一定提高,不同Mg含量的焊丝焊接接头的屈服强度与伸长率相差不大,抗拉强度并不是随着Mg含量的增加而线性提高,w(Mg)达到 0.25%时,焊接接头的抗拉强度达到最高,而且具有最小的屈强比,塑性和强度达到较好的统一。
3.2 铸铝ZL101与5×××系镁铝合金焊接接头性能分析
如果尝试将铸铝ZL101与5×××系镁铝合金进行焊接,接头性能上的薄弱环节依旧存在于焊缝、熔合区或热影响区3个区域中的1个区域之中。就焊缝而言,由于是铸造组织,即使在焊缝成分同母材基本一样的条件下,强度可能差别不大,但焊缝塑性一般都不如母材。所有时效强化的铝合金,焊后不论是否经过时效处理,其接头塑性均未能达到母材的水平。但是,5×××系镁铝合金是不可热处理强化的铝合金系列,目前常用的铝合金焊丝主要是Al-Si系与A1-Mg系列,这2种铝合金焊丝均属于不可热处理强化铝合金。为保证焊缝强度与塑性,由于母材为异种材料焊接接头,焊缝成分不同于母材,焊缝性能将主要决定于所选用的焊接材料,因此,合理选择焊接材料十分重要。但是,目前没有合适性能的焊接材料来匹配这2种材料的焊接。从NB/T47014—2011《承压设备焊接工艺评定》和NB/T47015—2011《压力容器焊接工艺规程》中,都没有推荐出这2种材料焊接方法和焊接材料的选取。气体绝缘金属封闭输电线路用铝合金外壳壳体制造与压力容器制造有着极为相近的制造技术要求,对壳体的强度、塑性、韧性储备、耐蚀性能、焊接性、壳体的密封性能、耐压强度、抗外压失稳的稳定性等都有一定特殊要求。对于熔合区,非时效强化铝合金的主要问题是晶粒粗化而降低塑性,在时效强化铝合金焊接时,除了晶粒粗化,还可能因晶界液化而产生显微裂纹,所以熔合区的变化主要是恶化塑性。对于热影响区,存在相当程度的接头软化问题。这主要是由于焊缝区存在较为粗大且方向性较强的柱状晶粒,且在热输入的作用下,热影响区发生晶粒长大和再结晶造成的。对于铸铝ZL101侧,铝及非热处理强化铝合金从固态到液态无同素异构转变,在无其他细化晶粒措施的情况下易形成较大的晶粒。同时在焊接热循环的作用下,热影响区性能的变化、焊材中元素的烧损及母材与焊缝成分的差异等因素,导致接头的耐蚀性低于母材。 加之咬边、气孔、夹渣、未焊透、材质疏松等焊接缺陷破,坏接头表面氧化膜的连续性,减小了缺陷处焊缝金属的耐蚀有效厚度。
4、结论
综上所述,尝试铸铝ZL101与5×××系镁铝合金进行焊接,接头性能上的薄弱环节依旧存在,深入地研究铸铝ZL101与5×××系镁铝合金的焊接性、 开发新型铝合金焊接材料是解决铸铝ZL101 与5×××系镁铝合金焊接问题的前提。

 25.25万
25.25万

 25.51万
25.51万
 9595
9595
 1.76万
1.76万
 1.4万
1.4万
 1.12万
1.12万
 1.45万
1.45万
 1.5万
1.5万
 1.44万
1.44万
 1.94万
1.94万
 1.62万
1.62万
 1.02万
1.02万
 1.31万
1.31万
 1.39万
1.39万
 7577
7577
 1.18万
1.18万
 1.22万
1.22万
 1.32万
1.32万
 7767
7767
 6808
6808
 483
483
 137
137
 91
91