文:刘付国宇
【摘要】 壁厚不均匀的压铸件在生产过程中很难保证产品质量的一致性,很容易在其壁厚部位的内部产生气孔、沙孔,大大降低了产品的致密性。使用真空压铸技术可以解决这一问题。本文论述一种局部厚壁件全密封真空压铸模具设计理论、技术和要点。
关键词: 局部厚壁件、全密封真空压铸、真空排气槽、密封面、密封圈、真空排气块
1、引言
随着高端汽车行业的发展,对汽车铝合金铸件的致密性要求越来越高,才能满足汽车压铸件的强度和硬度要求。特别是对壁厚不均匀的汽车压铸件,就需要有一种创新的压铸模具设计技术才能保证满足它的要求。本文以一个案例来论述一种局部厚壁件全密封真空压铸模具设计理论、技术和要点。
2、壁厚不均匀产品分析
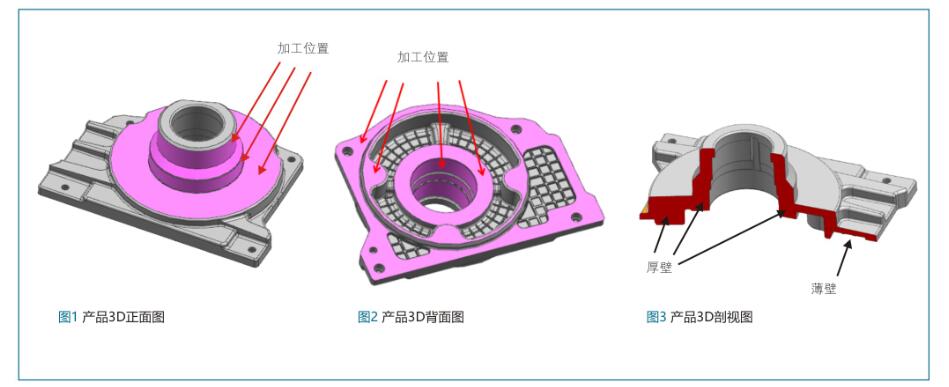
压铸产品的外形尺寸:230 X 170X 80 (mm), 重量: 0.9KG; 产品的表面不能有冷料,产品加工面及其内部不能有气孔、沙孔;采用侧面进料,全密封真空压铸,以保证产品的质量要求。如图1、2、3
3、全真空压铸模具结构设计
3.1流道、进料口、排渣设计
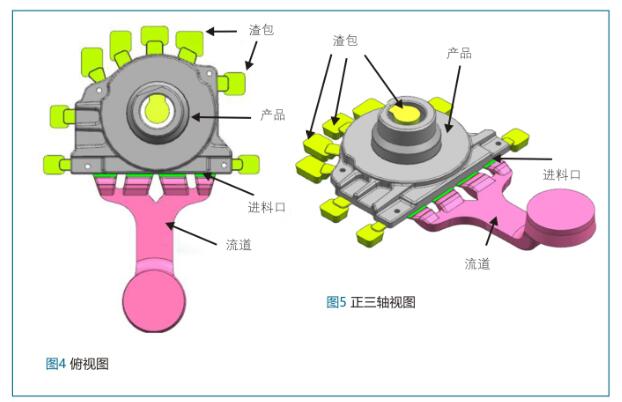
根据该款压铸件的形状和结构特点来设计:a.产品相对规则,没有大的落差的台阶, 所以设计“T”字型流道;简单,有利于 金属汤料的顺畅流动。
b.在平整的侧面进料,设计4个进料口 有利于金属汤料的均匀填充成型,方便机加工打磨、去水。
c.在料流末端处设置渣包,有利于收集末端的冷料和排气;在料流返回处设置渣包,有利于来收集返流的涡旋料和排气;在圆柱体顶部设置渣包,有利于收集末端的冷料。
如图4和图5
3.2真空排气槽设计
真空排气槽是用来连接渣包和真空排气块的排气通道。它既有辅助真空排气的作用,也有存储冷料的作用。设计真空排气槽时既要有利于排气,也要防止冷料过早堵住排气口,还要防止冷料外流造成铸造压力损失。
真空排气槽设计为:前模真空排气槽和后模真空排气槽两部分,有利于增加冷料排去除的难度,间接不免铸造压力损失。如果所以的真空排气槽设计在后母,会增加粘模力,真空排气槽冷料条顶出时容易顶断,增加修模风险。
前模真空排气槽与模真空排气槽的搭接部位,设计一段突出的缓冲料位,以减缓冷料的直接排出,也可以防止压力损失。
尽量保证各个渣包到真空排气块之间的长度是一致的,避免某个渣包排气、排渣过快填面排气槽,影响其它渣包的排气和排渣。所以前模真空排气槽就设计了弯曲和直线的两种排气槽,来调整和平衡各个渣包的排气槽长度。
3.3真空排气块设计
3.3.1前模真空排气块设计
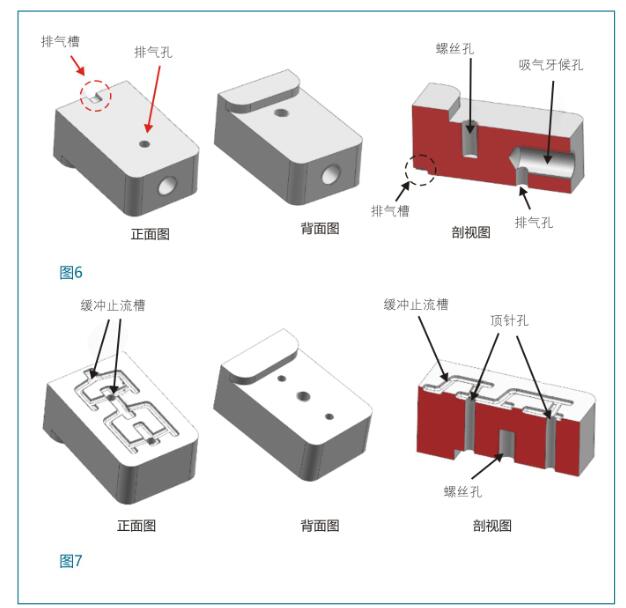
前模真空排气块,固定于前模A板上,与后模真空排气块一起使用,它的内侧连接模芯,外侧与真空吸气管牙候对接,起到一个由内到外的真空排气连接器作用(图6)。
前模真空排气块,设计有一小段排气槽,用来连接模芯与后模真空排气块的真空排气槽。它上面设计有排气孔和吸气牙候孔,分别用来排气和连接真空吸气管牙候。
3.3.2后模真空排气块设计
后模真空排气块,固定于后模B板上,与前模真空排气块一起使用,它的内侧连接模芯,上面设计有防止压力损失、防止金属料流被吸到真空管里面的缓冲止流槽,起到金属料流缓冲和止流的作用。
缓冲止流槽上设计有两个顶针,用来顶出缓冲止流槽的金属冷料。(图7)
3.3.3真空排气块设计
合模时前、后模真空排气块合在一起,形成一个向外抽排气体的真空排气阀;它内连接模芯的排气槽;外连接真空吸气管牙候对接;再通过真空机抽取气体;使得模具型腔可以在短时间形成真空。
3.4前模设计
3.4.1前模密封面的设计
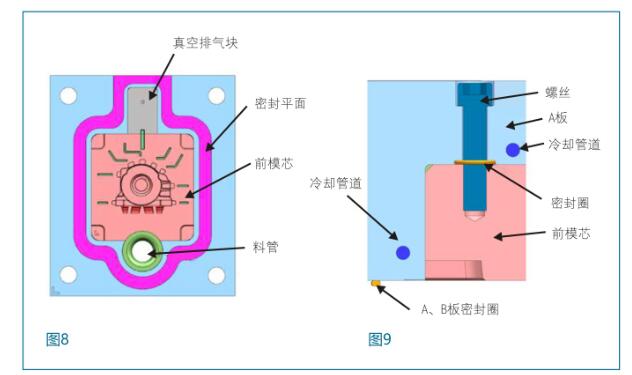
在前模的A板上设计一条宽40mm,高0.2mm的凸环来做前模密封面。如果直接使用前模A板的整个来做密封面,很保证它的整体平面度,也很难保证它的整体密封性能。设置一条凸环来做前模密封面就容易配模,容易保证它的密封性能。(图8)
3.4.2前模防漏气设计
模芯与模架之间是有间隙; 螺丝过孔和螺丝之间也有间隙; 在它们之间设计密封圈,可以有效防止外面的气体泄漏到型腔里面,保证型腔有良好的真空效果。(图9)
3.4.3密封冷却设计
因为前模部分有料管,为了防止前模温度过高(达到230度),导致密封圈失效或者融化;在密封圈的对应位置设计冷却管道来降温(保证200度左右,密封圈耐327度高温);以保证密封圈在正常的温度范围内工作。
3.5后模设计
3.5.1后模密封面的设计
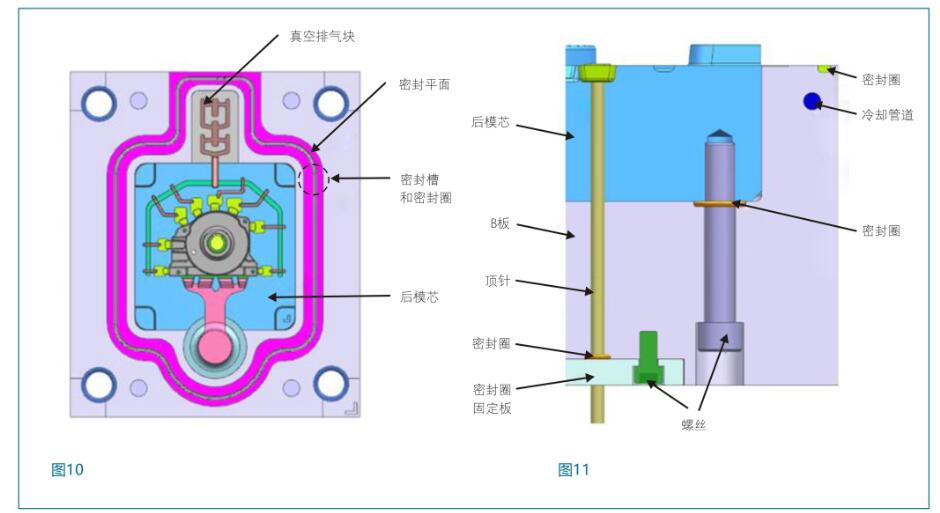
在后模的B板上设计一条宽40mm, 高0.3mm的凸环来做后模密封面。如果直接使用后模B板的整个来做密封面,很保证它的整体平面度,也很难保证它的整体密封性能。设置一条凸环来做前模密封面就容易配模,容易保证它的密封性能。 在(凸环)模密封面中间设计一条宽6.5mm,深3.5mm的密封槽来安装密封圈。(图10)
3.5.2后模防漏气设计
模芯与模架之间是有间隙;螺丝过孔和螺丝之间有间隙;在它们之间设计密封圈。顶针过孔和顶针之间也有间隙;设计顶针密封圈、密封圈固定板。先把密封圈放到密封槽;轻度
预锁紧固定板;把顶针安装好以后,再逐渐锁固定板,压迫密封圈贴紧顶针已达到密封的效果;有效防止外面的气体泄漏到型腔里面,保证型腔有良好的真空效果。(图11)
3.5.3密封冷却设计
在后模分型面密封圈的对应位置设计冷却管道来降温(保证200度左右);防止后模温度过高导致分型密封圈失效或者融化,以保证密封圈在正常的温度范围内工作。(图12)
4、顶出结构设计
金属制品的内部架构相对简单,不需要特别的顶出机构,按照常规的顶针布局方式进行设计。安装顶针时,先把密封圈放到对应的密封槽里面;再预锁紧固定板,轻轻固定密封圈;把顶针安装好以后,再逐渐锁固定板,压迫密封圈贴紧顶针已达到密封的效果。
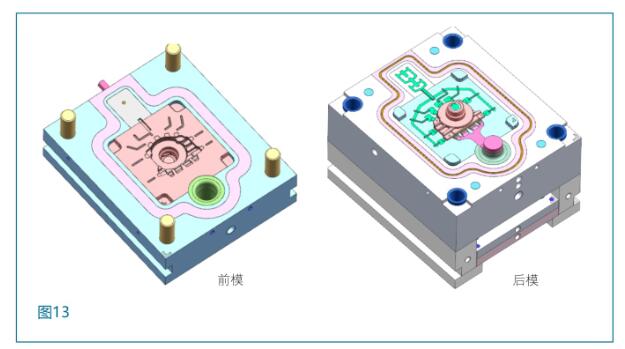
5、工作原理
真空压铸模的工作原理:
1.合模、准备压铸。
2.金属汤料倒入汤料料管中,冲头开始推进30到50mm,封住汤料入口。
3.真空机马上抽真气,0.2秒到0.5秒,模具型腔已达到真空状态。
4.真空机继续抽真空;压铸成型,先低速低压填充满流道和内浇口填;转高速填充模具型腔;填面渣包后,停止抽真空;填满排气槽以就停止填充,转为增压、保压。
5.冷却金属铸件,(密封圈冷却管道一直在冷却降温)。
6.开模,顶出铸件。
7.清理金属披锋和杂质,等待下一次合模生产。(图13)
6、结语
局部厚壁件全密封真空压铸模具设计,通过设计分型面密封,螺丝孔密封,顶针孔密封等三大部位的密封来实现一个全密封真空效果。全密封真空压铸模具能形成一个97%的真空环境状态,金属汤料在这状态下填充成型,没有气体渗入铸件内部,有效减少或完全避免铸件内部出现气孔,有利于提高铸件内部质量;金属汤料在这状态下填充成型,有利于金属汤料填充到型腔的每个细节部位,不会出现困气,有利于提高产品外观质量。


















 23.93万
23.93万