文:广东鸿图武汉压铸有限公司安肇勇
摘要 介绍了汽车底盘结构件的高真空压铸成形设计,以可热处理的AI-Si-Mn-Mg系高强韧铝合金汽车底盘结构件的压铸技术开发与应用为研究对象,通过设置不同的浇注系统,应用数值模拟方法,定性分析了铝合金液流动的充型状态与铸件缺陷的分布,着重研究了梳形浇道、扇形浇道、集中进浇、分散进浇、长浇道与短浇道对充型流动状态、充型温度、充型速度、气压阻力与铸件成形的关系;确定了铸件的浇注系统与排气系统,大大缩短了模具的开发周期。
关键词 汽车底盘结构件;高真空压铸;数值模拟;浇注系统
汽车工业的迅猛发展,使环境污染变得越来越严重,汽车轻量化是节能减排的有效方式。以铝代钢是轻量化技术的首选,目前,铝合金结构件占汽车零件的份额越来越高,而压力铸造是目前铝合金成形中材料使用率和效率都高的成形方法,在汽车节能减排、以铝代钢的生产中得到广泛应用。
1、铸件的结构及开发要求
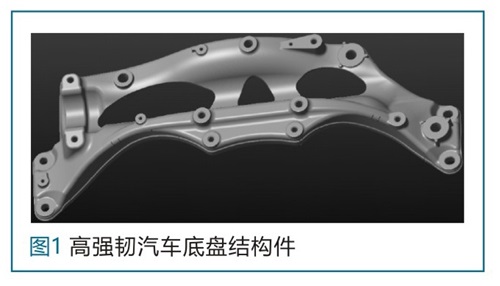
开发的汽车底盘结构件见图1。该零件质量为2.65kg,平均壁厚为 3.6mm,轮廓尺寸为 678.83mm×114.53mm×233.86mm ,铸件的投影面积为86421mm2,铸件材质为 AISi8MnMg。一般位置气孔要小于1mm,厚壁位置气孔要小于2mm;入料口位置每100g铸件含气量要低于10mL;填充末端位置每100g 铸件含气量要低于15mL。铸件的力学性能条件:M12螺纹拉拔力大于85kN,M10螺纹拉拔力大于60kN,伸长率大于5%,抗拉强度大于220MPa,屈服强度大于150MPa;铸件耐疲劳试验满足在循环20000次,受力不小于6.1kN 的情况下,铸件没有破损,满足在循环40000次的情况下,铸件没有破损;冲击韧度大于6.0J/cm2,硬度(HRB)高于30。因此,铸件的成形存在较大的困难。
基于铸件质量、浇注质量、冲头直径、压室有效长度、压室充满度、允许最大铸造压力与压铸机的型号,综合考虑选择IDRA16000kN压铸机,压射冲头直径为130mm。
在开发本铸件的过程中,进行了4种浇注系统设计方案的评估,且对4种方案进行了数值模拟分析。
2、铸件的浇注系统分析
2.1 浇注系统第1种方案设计
第1种方案采用梳形的浇注系统,见图2。
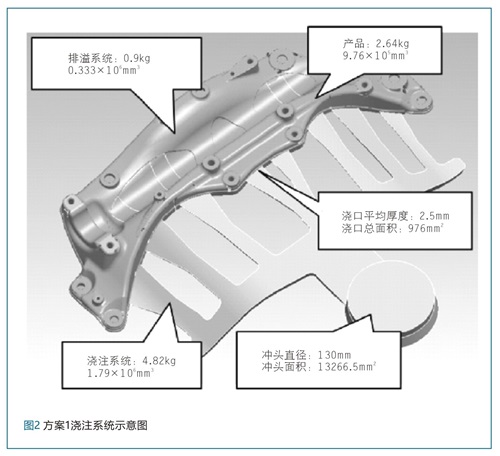
从设计效果图得知冲头的面积为13266.5mm2,浇口平均厚度为2.5mm,浇口总面积为976mm2,所以浇口比为13.6。浇道质量为4.82kg,溢流槽质量为0.9kg;铸件平均壁厚为3.5mm,铸件收缩率为0.55%;压室有效长度为710mm,压室填充率为32.%9,充型压力为80MPa,冲头速度为3.5m/s,模具温度为200℃,高速转换位置为534mm,内浇口速度为49m/s,铝液温度为680℃。
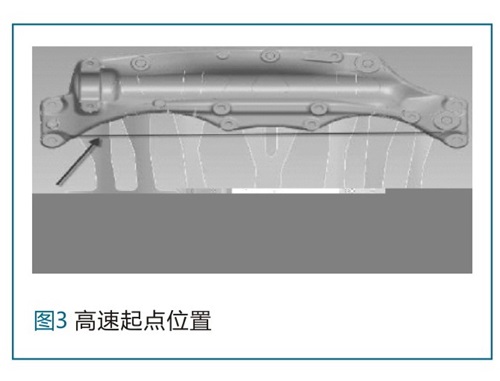
高压铸造过程中,最理想的 高速起点 是在内浇口处,但由于铸件的结构造成内浇口不在同一水平线上,该铸件的高速起点设计的位置见图3。
基于以上工艺方案,用模流分析软件对铸件进行气压、温度场与速度场的分析,见图4。
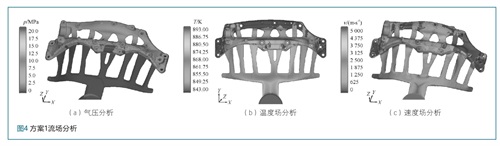
从图4a分析可知,该设计在浇注系统即已产生严重的卷气,并且在铸件的两侧也有包卷气体的现象;从图4b分析得知,浇注系统中间浇道的温度较高,两侧浇道的温度较低;而图4c的速度场反映出浇注系统设计不合理,在横浇道处出现较明显的速度变化。所以该浇注系统需要优化。
2.2 第2种方案设计
第2种方案也是梳形浇注系统(见图2),与第1种方案对比,方案2有10个进浇口且横浇道加长,这样内浇口热量相对较分散且有利于真空工艺的应用,但压力损失较大。
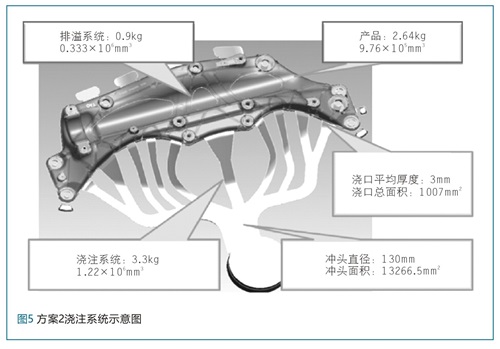
从图5可知,冲头的面积为13266.5mm2,浇口平均厚度为3mm,浇口总面积为1007mm2,所以,浇口比为13.1。相对于第1种方案,第2种方案中,浇注系统质量为3.3kg,压室有效直径为775mm,压室填充率为 24.6%,高速转换位置为584mm,内浇口速度为46m/s。用模拟软件对方案2进行材料跟踪、温度场与速度场的分析,见图6。
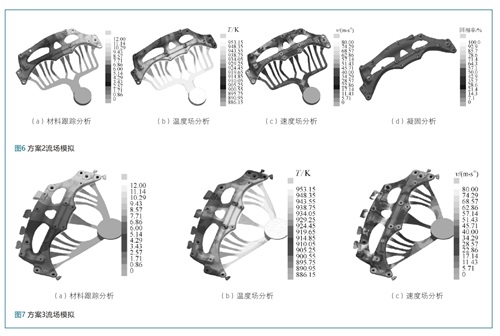
从图6a可知,在铸件填充末端的 M8螺栓过孔的铝料填充为多股不同进浇口的铝料组成,并且在铸件的两侧同样有包卷气体的现象;从图6b的分析得知,内浇口附近的热量较方案1分散,有利于脱模;图6c反映出浇注系统设计比较合理,在横浇道处没有较明显的卷气现象。从图6d分析得知,铸件两侧螺纹孔有缩孔,所以该浇注系统同样需要优化。
2.3 第3种方案设计
第3种方案为扇形浇注系统,与第2种方案对比,方案3的横浇道较短,两侧相对较平滑且距离较短。用模拟分析软件对方案3进行材料跟踪、温度场与速度场的分析,见图7。
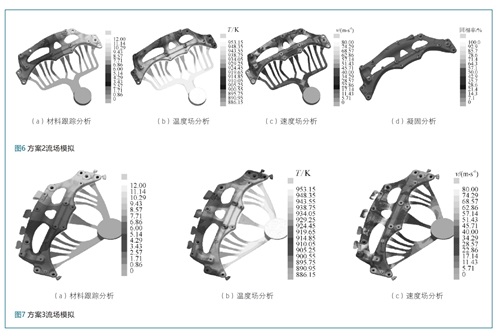
从图7a可以得知,铸件填充末端 M8螺栓过孔的铝料填充比较单一,并且在铸件的两侧卷气的现象比方案2有所改善,但中间一条内浇口的进浇过早,这样对真空工艺非常不利;从图7b的分析得知,内浇口附近的热量较方案1分散,与方案2类似;图7c反映出浇注系统设计比较合理,在横浇道处同样没有较明显的卷气现象。基于以上分析,该浇注系统仍需要优化。
2.4 第4种方案设计
第4种方案为扇形浇注系统,见图8,与第3种方案 对比,方案4主横浇道较长,两侧相对较平滑且距离也较短。
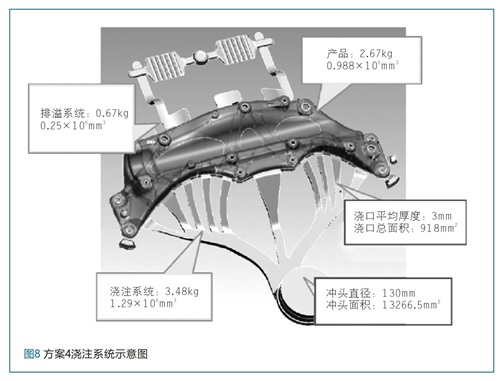
从设计效果图可知冲头的面积为13266.5mm2,浇口平均厚度为3mm,浇口总面积为918mm2,所以浇口比为14.45。相对于前3种方案,改变的参数:浇道质量为3.48kg,溢流槽质量为0.67kg,压室有效长度为760mm,压室填充率为26.2%,冲头速度为4,5m/s,高速转换位置为570mm,内浇口速度为65m/s。
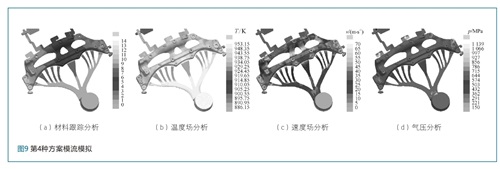
对方案4进行材料跟踪、温度场与速度场的分析,见图9。从图9a可以、看出,在填充的初始阶段中间横浇道最先到达内浇口,两边分横浇道几乎填充一致,整体的流态比较平稳,在填充过程中没有发现明显的紊流卷气,并且在不同液流的交汇处设置了渣包用于排出前端冷料和吸收汇合撞击产生的气体。由图9d可以看到,最终气体主要集中在壁厚较大的螺栓孔处与渣包处,这与两条内浇口高速填充撞击型芯针可能会产生紊流相关,因此设计时在此处的气体残留较大处设置了高压点冷。
可以看出,第1种方案由于浇道不圆滑,压力损失很大,铝料流动也很不顺畅,特别是在横浇道转角处,铝液包卷严重;第2种方案铸件两侧铝液对冲严重,卷气的可能性很大,铸件填充末端也比较紊乱,形成气孔的概率大;第3种方案横浇道短,压力损失较少,但过短的横浇道,使用高真空工艺时铸件内浇口处很容易形成铸造不良缺陷;第4种方案的进浇方式集合了第2种方案与第3种方案的优点,但该方案仍存在内浇口温度高的缺陷。综合分析,选择方案4作为最终方案。
3、生产验证
采用方案4进行高真空压铸生产,模具没有出现披,型腔也达到了真空度要求,为压铸连续性生产提供了保障。
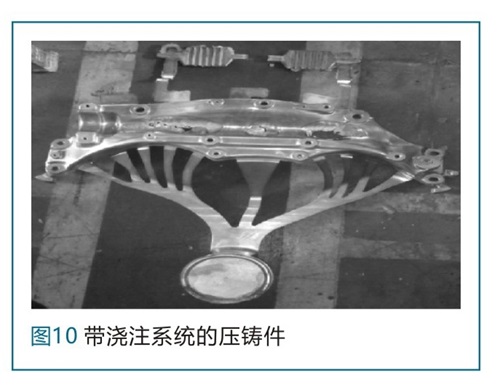
对铸件的外观、内部品质与力学性能进行检测分析。结果表明,铸件(见图10)表面无明显的压铸流痕,无明显的龟裂纹,没有气泡缺陷;铸件孔洞小于1mm,凸台、厚壁部位孔洞小于2mm;铸件填充末端指定部位每100g铸件含气量为8.9mL,铸件入料口指定部位每100g铸件含气量为12mL,均满足设计要求;铸件的抗拉强度为230mpa,屈服强度为166.8MPa,伸长率为7.5%,冲击韧度≥8.2J/cm2,螺纹处拉伸试验M10≥60kN,M12≥85kN,硬度(HRB)为31.3,均满足技术指标要求。铸件耐疲劳试验在正常工况下,在指定点上承受 +6.1~ -4.8kN的作用力,频率为2Hz,循环20000次,没有破损;试验工况在循环40000次没有破损。
4、结 语
合理的进浇方式保证了铸件良好的质量,数值模拟能为铝合金压铸件的质量控制及缺陷改善提供参考,大大缩短了新产品开发周期。高强韧铝合金汽车底盘结构件适宜使用分散形式的扇形长浇道。

 24.94万
24.94万

 25.18万
25.18万
 9560
9560
 1.76万
1.76万
 1.38万
1.38万
 1.1万
1.1万
 1.44万
1.44万
 1.49万
1.49万
 1.43万
1.43万
 1.91万
1.91万
 1.61万
1.61万
 1.02万
1.02万
 1.3万
1.3万
 1.39万
1.39万
 7458
7458
 1.18万
1.18万
 1.21万
1.21万
 1.3万
1.3万
 7670
7670
 6694
6694
 395
395
 18
18
 16
16