文:重庆长安汽车股份有限公司工艺技术部 范俊凯
摘 要:随着环保要求的日益严格及制造成本降低压力的日益增大,通过熔化炉熔化铝锭供应铸造生产线铝水的方案越来越不适用。这一传统方案要求铝锭供应商将配比好的合金熔炼成铝水,再进行浇注铸锭,然后运输至铸造生产线现场,再次进行铝锭的熔化。本文探讨一种新型的铝水供应方案,即铸造生产线不再使用熔化炉,而是在铝锭供应商将配比好的合金熔炼成铝水后直接通过茶壶包转运至铸造生产线现场,取消铝锭的二次熔化,以谋求生产成本的降低和环境的改善。
关键词:熔化炉;铝锭;保温炉;铝水;环保;成本
1、引言
扩大铝合金的应用是轿车工业的主要发展趋势,国外汽车材料铝合金用量以每年 10%的速度递增。全部轿车缸盖和更多的缸体已采用铝合金生产。传统缸体、缸盖的生产方式是采用连续式熔化炉通过燃气加热的方式将铝锭熔化,经精炼除气后供应给铸造生产线使用。因在铝合金熔炼过程中,会产生大量粉尘、废气等大气污染物,在目前环保要求日益严格的情况下,在市区内新建生产线上使用熔化炉熔化铝锭的铝水供应方案越来越难以得到政府审批。研究新的铝水供应方案迫在眉睫。
2、新型供铝水方案的可行性论证
从环保法规、安全以及成本等方面,考虑新型的铝水供应方案,并对方案的可行性进行论证。
2.1 新型供水方案调研
经过国内调研发现,国内铸造生产线上除了采用熔化炉供应铝水外,仅有少数几家企业采用的是由铝锭厂家直接将熔化后的铝水经精炼除气后供应给铸造生产线使用。其中有一家企业其铝水供应厂家与其距离较远,也可实现直供铝水的方案。与目前我司面临的情况类似。故我司考虑采用铝水厂家为我们直接供应铝水的方案。
2.2 新型供水方案的问题点
虽然采用铝水直供的方案可以解决市区内环保的问题,但由此带来的问题由:
1)铝水运输距离长,相比铝锭的运输,普通的货车无法转运,需要特种运输资质;
2)基于铝水质量考虑,铝水在熔化后出水温度不能超过 760℃,故对转水包在转运过程中的保温能力要求较高;
3)因转水包中转运的是铝水,需要考虑转运过程中转水包在货车上的定位问题;
4)转水包铝水容量有限,且运输时间较长,不能满足铸造生产线的连续式生产的铝水需求;
5)废品、废料铝合金的回收问题,采用熔化为铸造生产线供铝水时,新、旧料可以按照一定比例熔化后使用。但采用铝水直供后,废品、废料铝合金无法在车间内自行回收。
2.3 新型供水问题解决方案
针对新型供水方案中的铝水转运资质问题,经与铝水供应商商谈,他们可以找到有特种运输资质的企业负责铝水的转运事宜;而铝水转运过程中的保温问题,经与转水包厂家交流及实地检测,目前生产的特殊转水包可以达到 15℃/小时以下的温度降,满足保温需求;在货车上可以根据转水包的结构制作专用定位装置,避免转水包在转运过程中的晃动问题;在铸造生产线现场安装只具有保温功能的大型保温炉,作为中储工具,解决转水包容量小,运输距离长的问题;废品、废料的回收,经与铝水供应商沟通,可以根据是否含镶件、铸件尺寸等,将废品、废料分类称重,由铝水厂家收取一定的加工费用对废品、废料进行回收。
2.4 新型供水方案中储保温炉规格的计算
根据重庆市高速公路管理规定,凌晨 0 点至早上六点时间段,运输铝水的特种运输车辆不能在高速公路上运输。再加上从铝水供应企业运输至我司铸造生产线的时间 t,可得出中储保温炉存储的铝水需满足生产的时间为(6+t)。在根据生产线节拍N s 及单件的铝水消耗量M Kg,可以得出中储保温炉的容量需求为:
C=(6+t)*3600*M/N Kg
再根据铸造生产线现场实际布局、占地面积及建线成本,考虑中储保温炉的大小和数量。
2.5 新型供水方案的应用过程中的问题及解决
采用铝水直供方案后,首先采用中储保温炉为铸造生产线供应铝水属于“四新”中的新设备,根据我司的规定,必须进行“四新”安全评审。识别出采用中储保温炉供应铝水后可能存在的所有风险点,并落实具体的安全管控措施。
其次需要将转水包中的铝水转运至中储保温炉,因保温炉加水口距离地面有一定高度,且叉车作业人员在将转水包中的铝水倒入保温炉的过程中,看不到加水口的具体位置,故在保温炉加水口侧面必须安装反光镜,且反光镜角度根据叉车作业人员的习惯进行模拟后确定。同时因倒水过程中,铝水成弧型射出,为避免铝水倒到加水口外面,加水口面积与转水包放水口的面积比不低于 25。
2.6 铝水在中储保温炉存储时间对其化学成分和力学性能影响的研究
为保证铸件质量,铝水化学成分和力学性能必须满足工艺要求,进而研究铝水在中储保温炉存储时间对其化学成分和力学性能的影响,避免因保温时间长造成合金的烧损,进而影响铝水质量。
2.6.1 铝水在中储保温炉存储时间对其化学成分的研究
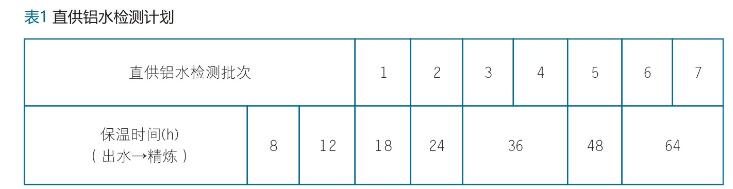
为便于制定铝水在保温炉中的存储时间要求,确保铝水质量,在中储保温炉使用初期,将铝水在保温炉分别存储 8h、12h、18h、24h、36h、48h、64h 后的铝水经精炼前、后进行化学成分检测。检测计划如表 1。
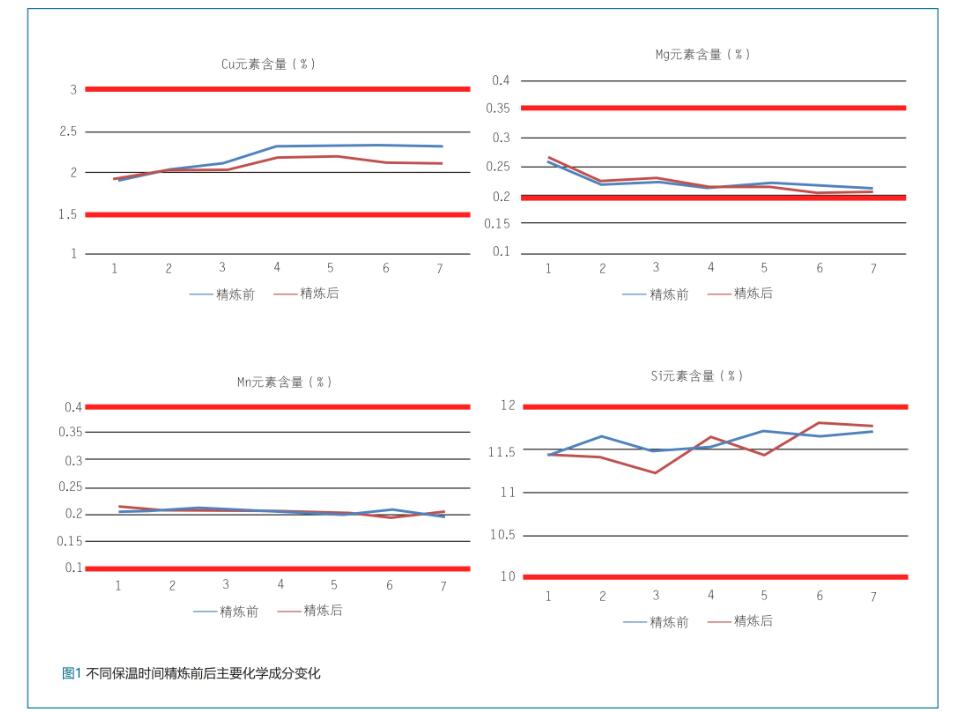
测试结果如图 1:
通过图 1 可知,铝水在保温炉中存储 64 小时的范围内,铝水的化学成分均在工艺要求的范围内,但 Mg 的含量在保温时间为 16h 时出现一定的烧损,随着保温时间的延长,Mg 合金烧损逐渐增多,接近工艺要求的下限,故从化学成分的角度分析铝水在保温炉存储的时间应不大于64h。
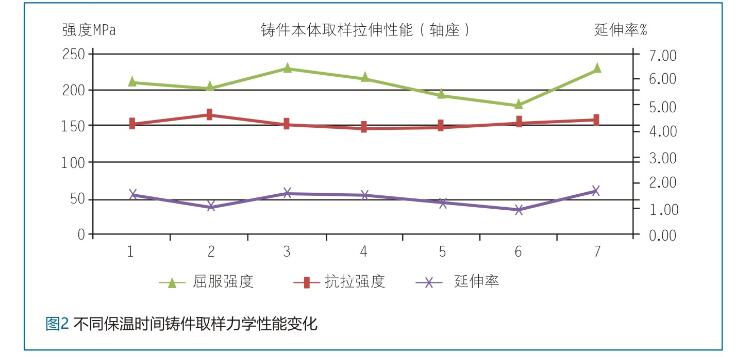
2.6.1 铝水在中储保温炉存储时间对其力学性能的研究
通过对保温不同时间后的铝水进行试制生产,在铸件本体上进行取样,通过拉伸实验检测其力学性能,检测结果见图 2。通过图 2 可知,7 种保温时间段的力学性能(屈服强度、抗拉强度和延伸率)均无明显区别。说明在 64h 小时范围内,铝水在中储保温炉存储时间对其力学性能无显著影响。
2.6.2 新型供水方案与原方案的对比分析
与采用熔化炉为生产线供应铝水的方案相比,在铸造生产线上不需再进行铝锭的熔化,避免了市区内因熔化铝锭造成的粉尘、废气等大气污染物的产生,使新建生产线满足环保法规要求。同时,减少了熔化铝锭带来的天然气消耗。对于铝水供应厂家来说,与之前提供铝锭相比,其只需要在工厂内按照我司的成分要求,将铝合金熔化后转运至我司,不再需要进行铸锭冷却的工作。故从我司与铝水供应企业签订的铝水供应合同来看,铸造生产线使用铝水的综合成本较原方案低。
3 、结论
(1)通过分析可知,在国内采用铝水直供的方案是可行的,且更满足市区内环保法规的要求。
(2)铸造生产线中储保温炉的容量需求为:C=(6+t)*3600*M/N Kg,可以根据铸造生产线现场实际布局、占地面积及建线成本,考虑中储保温炉的大小和数量。
(3)通过实验验证可知,Mg 的含量在保温时间为 16h 时出现一定的烧损,随着保温时间的延长,Mg 合金烧损逐渐增多,铝水在保温炉存储的时间应不大于64h。同时在 64h 小时范围内,铝水在中储保温炉存储时间对其力学性能无显著影响。
(4)通过分析可知,铸造生产线采用铝水直供方案综合使用成本较采用熔化炉的方案低。

















 28.03万
28.03万