文:高红林 陕西法士特汽车传动工程研究院
摘要 采用真空压铸生产了重型汽车变速箱后盖。通过对比分析真空压铸与普通压铸生产的铸件差异(质量、金相组织和热处理效果等),发现真空压铸件组织致密,内部气孔较少,废品率较低,提高了铸件品质,节约了成本。
关键词 真空压铸技术;压铸模具;真空压铸件;
普通压铸件随着汽车制造技术的发展,产品结构更加复杂,成品率要求更高,这无疑对传统的压铸工艺提出了更为严峻的挑战,其中与气孔相关的缺陷最难解决。真空压铸技术可降低气孔率,降低表面粗糙度,并能生产出可焊接、可热处理的高品质压铸件。
笔者针对重型汽车变速箱后盖类零件,研究了与真空压铸工艺相关的问题。
1 真空压铸模具及其结构
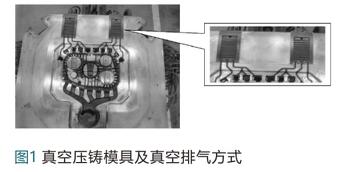
真空压铸技术的重点是尽量减少气液接触,将型腔内气体有效地排出是真空压铸模具设计的关键。对于压铸模具,传统排气设计与真空排气设计并无本质区别,前者为被动排气,利用金属液流动将气体排出,即所谓的正压压射;后者为主动排气,即采用真空装置,随压射的进行将型腔内的气体抽出,也称为负压压射(见图1)。
就排气效果而言,正确的真空排气应用将会极大降低型腔内的气体含量,从而有效地提高产品的品质。
2 试验条件及方法
2.1 试验材料
试验材料为 ADC12,其成分见表1。
2.2 试验设备
使用进口Italpress27000kN压铸单元和海望HV-600BE
抽真空设备,分别见图2和图3。
2.3试验流程
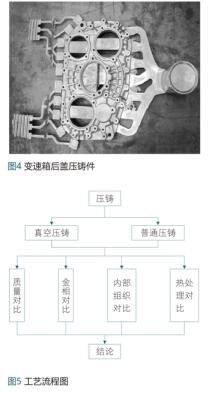
通过调试生产,选择不同的工艺流程,真空压铸和普通压铸各生产变速箱后盖20
件,变速箱后盖压铸件见图4。针对不同的评价指标对两种工艺生产的压铸件进行对比研究,见图5。
3 试验结果与分析
3.1 铸件质量
对采用真空压铸工艺及普通压铸工艺,分别抽取10件样品进行比较,见表2。真空压铸件比普通压铸件偏重,平均单件偏重为35.9g ,偏重比值约为0.48%。
通过对比,说明真空压铸件较普通压铸件,内部组织致密,气孔率降低,力学性能提高。
3.2 金相组织
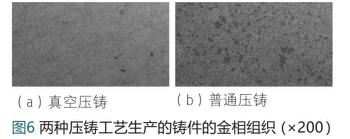
图6为两种压铸工艺生产的铸件的金相组织。其中,大块白色区域为基体α-Al,黑色树枝状区域为共晶Si,黑色区域为孔洞。可以明显看出,采用真空压铸工艺,压铸件孔洞数量减少、面积占有率降低、尺寸减小。随着模具内部气体的排出,内部组织致密从而改善压铸件性能。
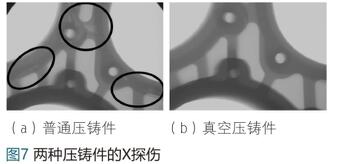
对真空压铸工艺及普通工艺的样件进行无损探伤,见图7。从图7a明显看到,普通压铸工艺样件内部气孔较为密集,且气孔偏大,距离表皮较薄,从而严重影响压铸件品质。从图7b可以看出,同一部位气孔缺陷几乎没有,产品内部组织致密,模具排气性能较好,进一步降低气孔缺陷,提高压铸件品质和性能。
3.3 热处理工艺
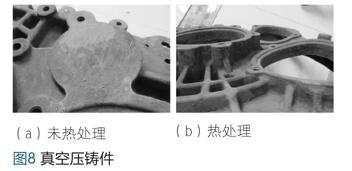
针对普通压铸过程,压铸型腔内的气体在很短的充型时间内没有机会逸出,几乎全部被卷入铸件内。这些气体在随后的热处理过程中受热膨胀,使铸件产生鼓包和变形。
所以,一般压铸件不能通过热处理强化。从图8明显看出,热处理后,抽真空压铸件表面气泡数量明显减少,直径变小。抽真空工艺减少了模具内部气体,铝液快速充填型腔的时候卷气较少,从而达到提高压铸热处理件性能的目的。#p#分页标题#e#
4 结 语
采用真空压铸工艺,大大减小了型腔的反压力,改善了充填条件,可压铸较薄的铸件,气孔率明显减低,热处理后性能大大提高。


















 23.95万
23.95万