文:创维集团 罗雀荣
摘 要:文章主要介绍产品压铸成型吨位的选择,从锁模力、充满度、模具安装尺寸等方面进行研究分析,理论分析与案例实践相结合,对产品评估、模具设计、压铸成型生产等具有参考意义。
关键词:压铸机;锁模力;充满度;模具安装尺寸
压铸成型吨位的选择大致包含三方面:a. 压铸机吨位,这关系到会不会飞料;b. 浇注量,这关系到产品能不能成型;c. 模具尺寸,这关系到模具能不能安装到压铸机上。这三方面具体如何估算,压铸机如何选型过程大致如下
1 压铸机锁模力大小的计算
压铸机吨位大小是指压铸机锁模力大小。锁模力是选用压铸机时首先要确定的参数。锁模力的作用主要是为了克服模腔内的胀型力,以锁紧模具,防止金属液飞溅,保证铸件的尺寸精度。在计算锁模力之前,首先要根据零件结构进行工艺分析(材料、结构、尺寸精度、外观要求、分型面选择、浇注系统、抽芯系统、模具穴数、产能成本等),然后根据方案计算锁模力。
2 校验充满度
(1)总重量 = 铸件重量 + 浇道重量 + 料柄重量 +排溢系统重量;
浇铸量 =π×R2×L×ρ(其中 R 为料筒半径,L为料筒长度,ρ 为材料密度);
比 如 250T 压 铸 机, 料 筒 直 径 Φ70mm, 长 度L300mm,浇铸量=π×R2×L×ρ=3.14×35×35×300×0.0026=3000g。
(2)充满度 = 总重量 / 浇铸量,根据充满度值校验初选压铸机吨位,通常充满度在 40%-75% 之间为宜,普遍取 50% 左右;比如 250T 压铸机,料筒直径Φ70mm,长度 L300mm,压铸总重量在 1200g-2250g之间为宜,普遍取 1500g 左右;
(3)一般压铸机台参数表上也会给出不同锤头直径的不同浇铸量,也可以直接对照验证。
3 校验模具安装尺寸
(1)对铸件进行简单的模具排位,知其模具尺寸,模具的总厚度应大于压铸机最小合模距离;
(2)压铸件最大开模距离应大于模具总厚度与产品高度总和;
(3)根据模具尺寸校验所选压铸机的哥林柱内距是否合适,模具安装在压铸机上的模板尺寸及孔位应与压铸机固定板尺寸及孔位位置相适应;
(4)模具外形尺寸和伸出模体的外部机构的最大尺寸应不与压铸机拉杆相碰,不然会影响压铸机的正常运行和使用。
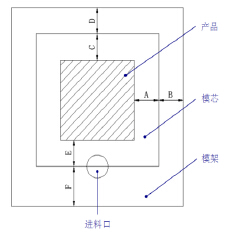
如下图,阴影部分为产品,依照模具强度、安全及经验值:一般取:
A、B、C、D>65mm
E+F>170mm
所以,根据产品尺寸及预留量,可以大致算出模具尺寸,结合压铸机台哥林柱内距尺寸,看模具能不能安装到压铸机上。模具高度需要对照压铸机最小合模距离及最大开模距离。
在压铸生产过程中,锁型模力大小的选择直接反映到压铸分型面处有否料液飞溅、铸件内组织的密度、有否气孔、成形是否完整、有否飞边及毛刺等。在生产过程中,在保证铸件合格的前提下可适当调整锁模力,有利于排气及减少机械磨损。
结合压铸机台资源(不同厂家不同型号压铸机参数不同),最后确定使用压铸机台。
4 案例分析
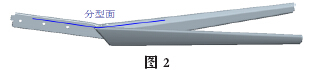
以图 2 压铸件为例,铝合金压铸,初步选定分型面如下,底部凹槽处采用抽芯机构,锁螺钉沉头孔后加工,顶针印在产品侧面,通过打磨方式去除。
(1)估算压铸机锁模力大小
产品外形:596.2×490.4×124mm
产品分型面投影面积约:40000mm2=400cm2
总投影面积 S= 铸件投影面积 S1+ 浇道面积 S2(0.15 ~ 0.3S1)+ 排溢系统 S3(0.1 ~ 0.2S1)+ 料柄面积S4 ≈ 650cm2(因抽芯机构较小,此处忽略计算)
F ≥ K×F0=K(S×P)=1.2×(650cm2×800kg/cm2)= 624000kg=624T
因此,估算压铸机锁模力要大于 624T,初选 630T压铸机。
(2)校验充满度
产品重量:2.245kg
总重量 = 铸件重量 + 浇道重量 + 料柄重量 + 排溢系统重量≈ 3.37kg
对照力劲 630T 压铸机,锤头直径 70/80/90mm 的射料量分别是 4.3/5.6/7.2kg,满足要求。
(3) 校验模具安装尺寸
产品外形:596.2×490.4mm
模具长宽≈(596+130+130)×(490+130+170)≈ 856×790mm
对 照 力 劲 630T 压 铸 机 的 哥 林 柱 内 距 为750×750mm,模具无法安装。力劲 800T 压铸机哥林柱内距为 910×910mm,可以安装。(注:不同品牌压铸机的机台参数不同)综合以上,压铸机的选择需同时满足锁模力、充满度、模具安装尺寸要求,选择最小吨位的压铸机。复杂结构的零件还需要模流分析软件模拟分析,同时需根据模具设计、生产不良缺陷、效率等方面再进行校验。

















 25.72万
25.72万