文:浙江极氪汽车研究开发有限公司孔昌昌、王健、侯东锋、余飞、任敏、祝娟娟
摘要:通过在改性HA1-H材料中添加不同含量Fe元素和其它合金,针对性设计成分和工艺,并生产试板进行力学性能、显微组织、腐蚀性能研究。基于Fe元素质量分数为0.5%的材料特征与产品设计结构,对某车型后地板进行流态和凝固仿真,并根据设计工艺进行生产实践。研究表明,采用Fe元素质量分数为0.5%的免热处理高压压铸铝合金材料可满足汽车一体后地板产品性能要求。
关键词:Al-Si系铝合金Fe元素高压压铸一体后地板
1、前 言
在制造业中,免热处理高压压铸铝合金材料主要分为Al-Si系和Al-Mg系,汽车大型一体产品中广泛应用Al-Si系。已量产应用的Al-Si系铝合材料基本为AlSi7MnMg系列材料(代表牌号为C611和HA1-H)和AlSi9MnMoZr系列材料(代表牌号Castasil@-37)。
Al-Si系的主合金为硅(Si)、锰(Mn)和少量镁(Mg),并添加其他微量功能合金元素。由于主合金元素种类较少,合金锭熔炼添加回收铝时具有选择性,以添加1000系铝产品和应用A356牌号的产品为主,如副车架、轮毂等,但这一过程必然导致熔体中Fe元素及其他杂质合金含量的增多。采用添加高比例(占比不低于60%)的回收铝替代纯铝铸锭,不仅有效降低了原材料成本,还显著减少了碳排放。因此,添加高比例回收铝的高Fe含量材料在大型一体压铸产品上的应用可行性研究对汽车行业具有重要意义。
Fe元素及其他杂质合金含量升高通常会对材料综合性能产生不利影响,采用熔体净化工艺、晶粒细化、微合金化处理及稀土强化等组织调控技术,能有效缓解此类负面影响。典型的Al-Si系铝合金通过压铸工艺生产的材料显微组织由先析出α-Al相以及共晶相组成。共晶组织主要含由α-Al相、共晶Si组成的二元共晶组织,以及包含少量AlFeSi相的多元共晶组织。同时,多元共晶组织中也包含其他纳米级析出相(如Mg2Si)和金属化合物(如含稀土元素的化合物)。组织调控主要是控制α-Al和共晶组织的大小、形态、分布、占比等。模流仿真的目的是通过设计最优浇排系统,预测边界参数设置是否合理,从而降低实际生产调试成本及周期。通常希望通过合理的参数结构设计,保证熔体填充能力、熔体填充顺序、铝液凝固顺序、气体顺利排除、缺陷有效控制等,保证产品性能满足设计要求。
本文通过在改性HA1-H中增加不同主要杂质合金元素,模拟工业生产中添加回收铝后的实际化学成分,并对高Fe元素质量分数的改性材料进行后地板工艺仿真及生产实践。
2、试验材料与方法
2.1 材料成分设计
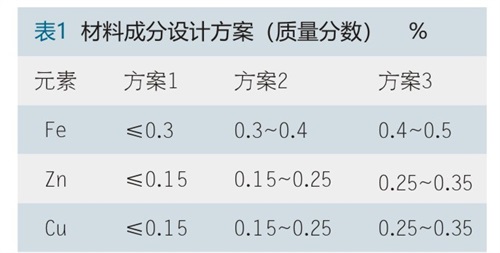
成分设计方案如表1所示,考虑到设计成分配方的量产适用性,从方案1到方案3,Fe、Zn、Cu等杂质合金元素质量分数控制上限逐渐提高。其组织调控的元素Ti、Sr、Zr、Mo等以及其他功能元素如稀土元素,根据具体方案各有不同。这些调控主要围绕细化晶粒、提升组织均匀性、缓解偏析、抑制富铁相的形成、去除熔体中的杂质以及改善熔体流动性等关键方向展开。
2.2 工艺设计
试验设备为300t高压压铸设备。工艺流程为铝液熔炼→熔体净化(除气、精炼、扒渣)→铝液保温→细化处理→倒料→注射(低速注射、高速注射)→增压保压→开模→水冷。其中,关键参数范围为铝液温度680~720℃、模具温度150~250℃、压射速度3~8m/s。
2.3 模具及性能取样设计
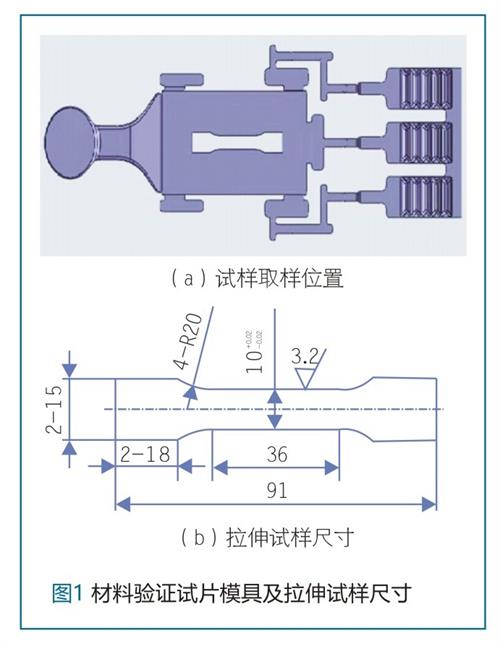
验证模具为试片模,尺寸为200mm×100mm×3mm,金相显微组织试样尺寸为30mm×30mm,分析试样取样位置及拉伸试样尺寸如图1所示。
3、试验结果及分析
3.1 不同Fe元素含量材料烘烤前后力学性能
如图2所示为不同材料力学性能测试结果,测试方法按照GB/T228.1—2021《金属材料拉伸试验第1部分:室温试验方法》执行,采用蔡司的万能力学试验机测试,设备配全程引伸计,试验结束后软件自动计算强度和延伸率等参数。其中,Rm为抗拉强度,Rp0.2为屈服强度,A为延伸率。可以看出,随着Fe元素质量分数的增加,材料强度保持持平,延伸率逐步衰减。并且由于Zn、Cu等杂质元素质量分数的增加,3种方案材料烘烤后的强度均有所提高,且延伸率明显衰减。尽管Zn、Cu质量分数较少,但依然会同Al、Mg等元素生成相应的强化相,且杂质元素质量分数越高,烘烤后性能变化幅度越大。
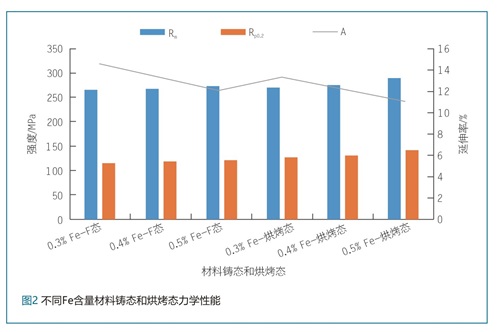
基于以上结果,Fe元素质量分数控制在0.3%~0.5%时,均可通过合金元素种类及配比,以及优化精炼、细化、熔体净化等满足Rm≥250MPa、Rp0.2≥110MPa、A≥10%的力学性能设计指标。
3.2 不同Fe元素质量分数材料显微组织
对Fe质量分数中值分别为0.3%、0.4%、0.5%的配方,通过合金元素配比及熔炼工艺保证显微组织分布均匀,从而重点分析各部分组织的影响程度。测试结果如图3所示,样品通过5%的硝酸酒精腐蚀后在光学显微镜下观察。其中白色组织为初生α-Al,黑色组织为共晶混合组织。从图3a中可以看出整体组织分布均匀,共晶组织可有效变质,共晶区域未出现明显的组织偏析。通过图3b~图3d看出,初生α-Al组织均有效球化,无枝晶状、针状形态或者块状、汉字状等有害形态。随着Fe元素质量分数的增加,混合共晶组织占比逐渐增加,Fe元素质量分数为0.5%时共晶组织占比明显增加且连续,这是由于随着凝固过程的进行,初生α-Al周边局部区域的剩余铝液中Al元素比重减少,以及其他合金元素比重逐渐升高,导致部分共晶相提前生成。提前生成的部分共晶相对初生α-Al进行分割,导致后续生成的初生组织进一步细化。
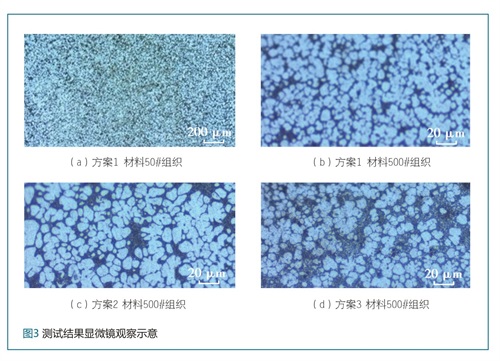
结合3种方案的力学性能可以看出,不同Fe质量分数方案中球化的初生α-Al基体组织可保证3种材料强度持平,共晶组织的占比以及共晶相尺寸和形态导致了材料塑性的降低。
3.3 材料腐蚀性能验证
杂质元素对材料腐蚀性能通常有害,尤其是Cu元素质量分数的增加。故将Fe元素质量分数为0.5%的材料试片通过涂装线进行电泳上漆后进行循环腐蚀标准试验,试验条件如表2所示。
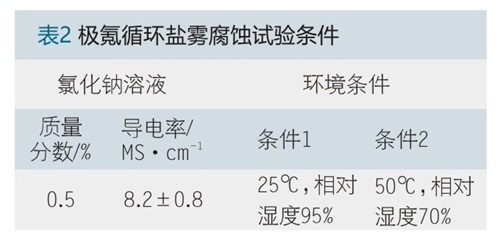
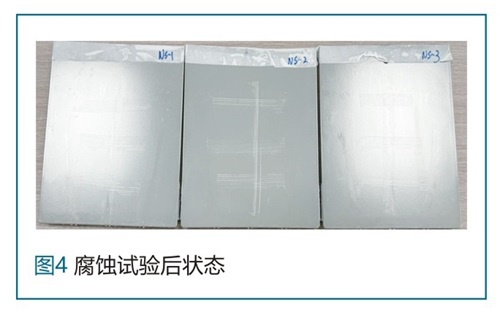
其中,环境条件1+环境条件2为一个循环(其中包括升温和降温阶段),每个循环周期为24h,每周5个循环(周六、日在环境条件2中保持)。测试前需要对试片进行划线处理,划线采用三线型。处理后的样件完成循环腐蚀试验6周。试验结束后随样片进行清洗,观察腐蚀情况。后地板划线单边扩蚀要求小于5mm。根据图4试验结果,总体腐蚀等级Ri0级。划线双边无扩蚀、无丝状腐蚀,无连续的涂层分离。
4、Fe元素质量分数为0.5%的材料在后地板中的应用
4.1 地板产品工艺设计
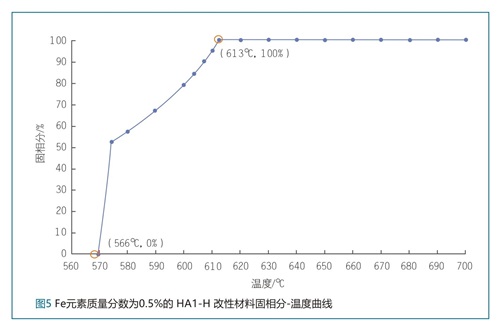
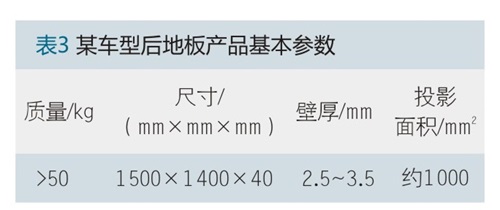
相比改性HA1-H(Fe元素质量分数为0.15%)材料,随着杂质元素含量的增加,多元共晶相的生成必然会导致固相温度降低,而液相温度的影响则相对较小。对于Fe元素质量分数为0.5%的材料,通过使用J-mat软件计算,固液相温度区间为566~613℃,如图5所示。本文针对某车型一体压铸地板进行量产实践研究。产品基本参数如表3所示。
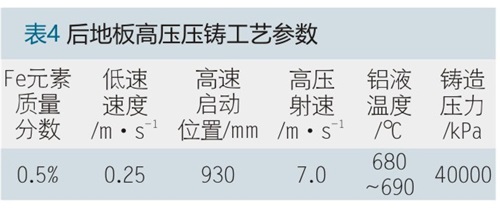
相较于改性HA1-H材料,Fe元素质量分数为0.5%的材料凝固温度降低,通过降低铝液温度以缩小铝液温度与凝固温度的差值,从而有效抑制铸造过程中出现疏松、缩孔等铸造缺陷的倾向。铝液温度的下降会降低其流动性,需要通过提高注射速度以及增加铸造压力补缩解决冷隔等铸造缺陷。同时凝固温度降低会导致产品预铸销等局部厚大位置出现疏松、缩孔的倾向变大。关键参数设计如表4所示。
4.2 后地板模流仿真
依据上述工艺参数要求,通过使用智铸超云软件中的高压铸造模块,对后地板进行铸造过程中的流场、凝固状态、温度场、缺陷模拟分析。
首先针对后地板结构,采用UG软件进行铸件建模,并设计浇排系统和温控系统。将该模型导入软件,进行网格划分并输入以上推荐工艺参数等边界条件进行后续分析。
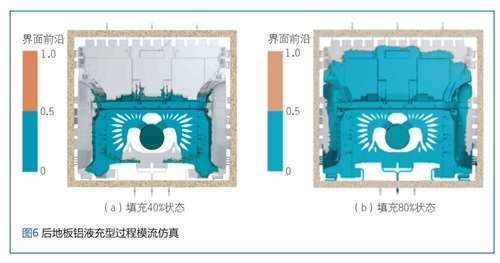
该后地板浇铸形式设计为中心进浇,观察铝液充填过程中的流动情况,仿真结果如图6所示。如图6a所示,铝液填满流道40%注射量时,铝液同步向产品四周充型;铝液进一步注射至如图6b中的80%时,铝液前端基本同步充型至渣包附近。充型过程可实现优先居中充型,全程无充型紊乱现象。
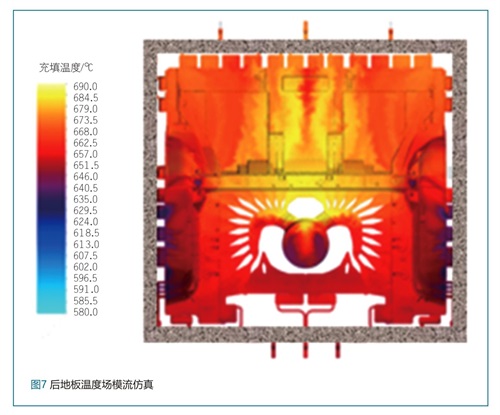
温度场参数输入为铝液倒料温度690℃。根据温度场仿真结果可知(图7),铝液刚充型结束时,温度场最高温度为690℃,最低温度大于640℃,即铝液充型结束时产品主体部分均能保持为纯液相状态,可保证后续加压过程中理想补缩,最终铝液充满完整渣包。
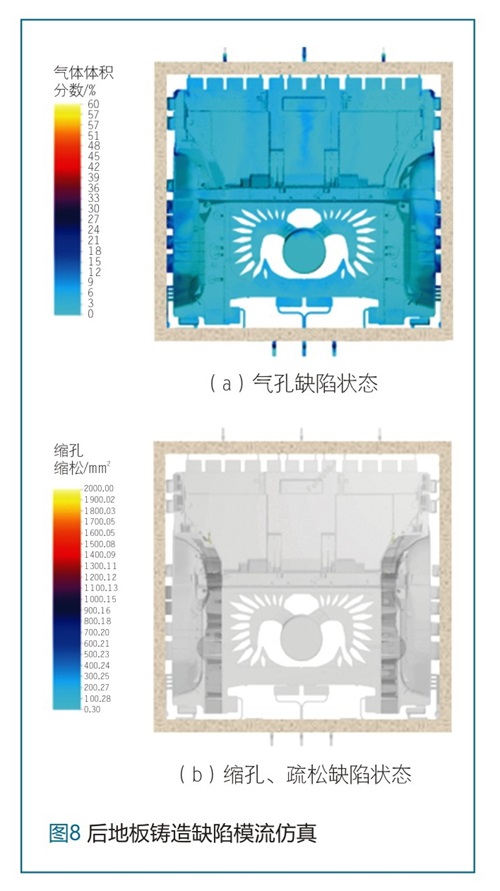
铝液充型结束后,对产品缺陷分布情况进行观察,如图8所示。图8a为充型结束后产品气孔缺陷仿真预测结果,可以发现整个产品本体缺陷最严重区域仅出现在远端边角处,气孔含量低于30%,即认为无缺陷。图8b为充型结束后产品缩孔、疏松仿真预测结果,可以发现整个产品缩孔、疏松均低于0.3mm3,即认为无缺陷。仿真结果说明,该产品的工艺参数优化方案在注射速率、温度控制及压力方面均表现出良好的协同性。
4.3 Fe元素质量分数0.5%材料后地板产品显微组织 结合产品结构、浇铸方案及模流仿真分析,后地板距浇口最远流长约1400mm,即产品远端,远端在铝液充满时温度在650℃以上。产品近端和远端组织如图9所示。由于实际生产时产品各部位实际工艺条件和状态更加复杂,组织表现必然同材料级别验证结果有所差异。
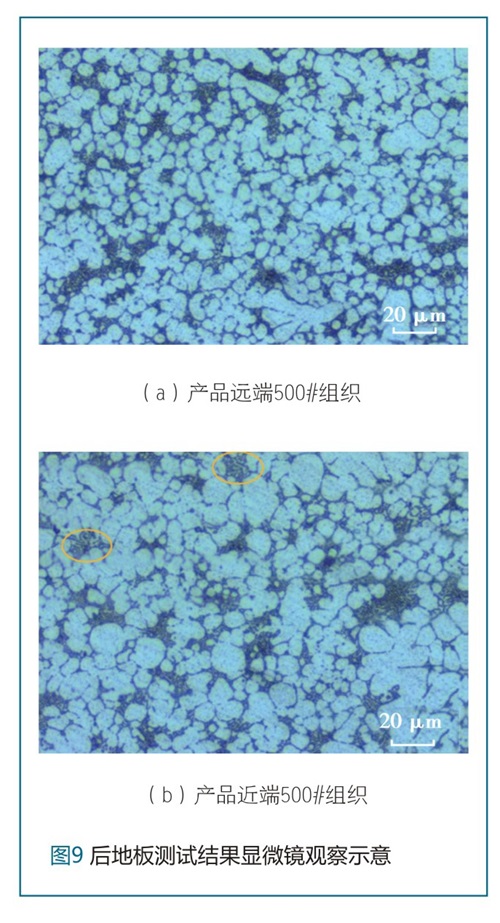
观察Fe元素质量分数为0.5%的材料产品组织可知,由于产品整体冷却速度较快,产品近端和远端的初生组织与共晶组织组成占比相当。产品远端由于过冷度高,初生α-Al和共晶组织晶粒细小。产品近端虽然冷却速度最慢,但共晶组织仍能呈现球状形态,仅极少部分共晶区域出现类枝晶形态。实际产品中,由于增压效果显著,组织中并未发现缩孔、疏松等铸造缺陷,甚至在压力作用下晶粒尺寸相比材料级别验证得到进一步细化。
4.4 后地板产品力学性能
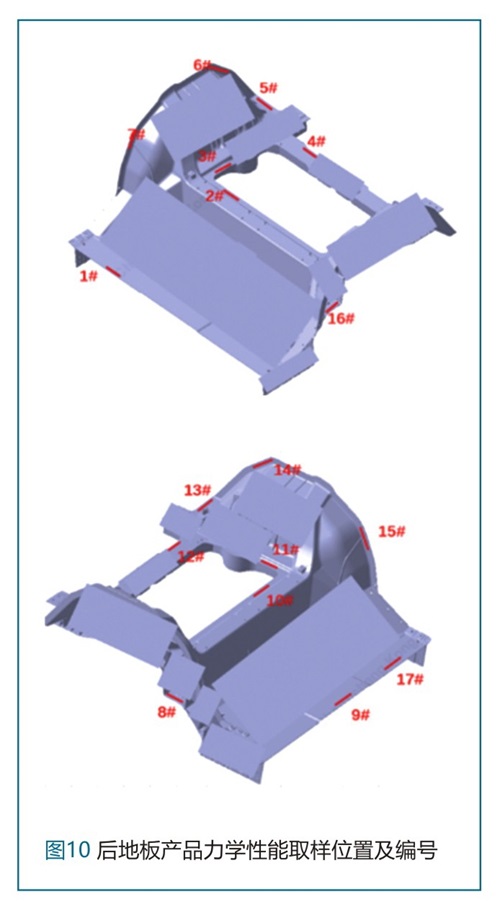
大型一体后地板不同位置工艺存在差异,实际生产时对产品性能进行分区评判,根据产品位置与浇口的距离进行分区,并对复杂结构的轮罩和纵梁高风险区域专门监控,共分为5个区域。取样位置如图10所示,标记18个测试部位,包括近浇道端(2#、3#、4#、10#、11#、12#)、下方远端(5#、13#),轮罩法兰(6#、7#、14#、15#)、纵梁区域(8#、16#)、产品远端(1#、9#、17#)。
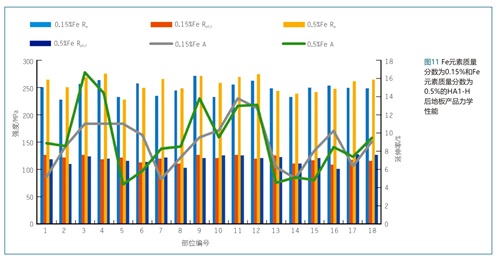
对比Fe元素质量分数0.15%材料和Fe元素质量分数0.5%材料后地板力学性能,按照设计取样位置对产品进行拉伸样件切割并进行拉伸试验测试,样件尺寸和测试方法与材料级相同。数据如图11所示。在产品整体性能表现方面,Fe元素质量分数为0.15%的产品抗拉强度、屈服强度、延伸率平均值分别为248MPa、119MPa、9%。产品不同部位性能表现整体趋势相同,对称位置性能相近,且整体强度差异平均值小于10MPa,个别位置延伸率差异较大。然而,即使在产品实测性能最低部位(轮罩区域),Fe元素质量分数为0.5%的材料生产的后地板仍满足产品设计要求,该部位力学指标为Rm≥220MPa、Rp0.2≥100MPa、A≥4%。
5、结 论
a.研究表明,低于Fe元素质量分数为0.5%范围内的改性HAI-H材料均可通过合金配比优化和工艺优化满足力学性能Rm≥250MPa、Rp0.2≥110MPa、A≥10%的要求。
b.后地板生产实践表明,精益控制生产的Fe元素质量分数为0.5%的改性HAI-H材料可满足大型一体压铸后地板的技术要求。

 24.87万
24.87万

 25.1万
25.1万
 9558
9558
 1.76万
1.76万
 1.38万
1.38万
 1.09万
1.09万
 1.44万
1.44万
 1.49万
1.49万
 1.43万
1.43万
 1.91万
1.91万
 1.6万
1.6万
 1.02万
1.02万
 1.3万
1.3万
 1.38万
1.38万
 7427
7427
 1.18万
1.18万
 1.21万
1.21万
 1.3万
1.3万
 7656
7656
 6680
6680
 381
381