














文:
广东鸿图武汉压铸有限公司肖厚涛、廖建强、管维健、刘华
广东鸿图科技股份有限公司安肇勇
摘要:针对某新能源汽车前壳体压铸件,应用数值模拟方法,通过对比不同浇注系统下铝液流动充型凝固状态,预测铸件可能产生气孔、缩孔、冷隔等缺陷的位置,从设计上进行针对性的优化改善。模拟结果表明,浇注系统设计不合理导致填充不平衡、末端冷料包卷等问题。通过对浇注系统迭代优化,实现了平稳有序的填充,显著降低了飞轮腔末端及水道部位的气孔与冷隔风险。基于模拟设计的挤压销、活块及冷却系统有效控制了厚壁部位缩孔。试制验证显示,铸件内部质量良好,关键密封面与轴承孔加工后无气孔外露,泄漏测试符合严苛标准,证实了该工艺方案的可靠性。
关键词:前壳体;数值模拟;浇注系统;压铸工艺
铝合金由于密度低,强度性能与灰铸铁相近,韧性却高于灰铸铁,且具有良好的铸造性能,可成形复杂的薄壁汽车零件。同时,铝合金可通过合金元素强化来大大提高其强度,并且由于质轻、散热性好等特性,很好地满足了变速箱离壳、变壳、电机壳体等零部件在恶劣环境下工作的要求。最重要的是,扩大铝合金应用可以明显地减轻汽车自重,这是汽车行业激烈竞争所迫切需要的。所以,随着新能源汽车的发展,铝合金在汽车行业的应用越来越广泛。
前壳体作为新能源混动车型变速器中最为重要的零件之一,因其尺寸大,形状复杂,成型困难,并且工作环境特殊,机械强度要求高,在压铸技术开发中有一定的难度。而压铸充型凝固数值模拟可以在压铸工艺设计阶段对铸件可能出现的各种缺陷及其大小、部位予以有效地预测,从而优化铸造工艺设计,减小开发难度,以确保铸件的质量、缩短试制周期和降低生产成本。本研究针对前壳体结构复杂、密封要求极高、多厚壁热节并存的特点,通过数值模拟,重点解决了多浇道平衡填充与局部热节协同控制的难题。
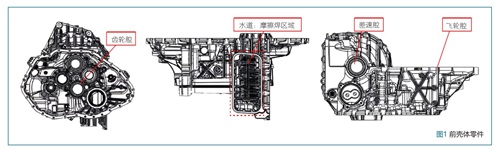
1、铸件结构
新能源汽车前壳体零件结构如图1所示,其轮廓尺寸为609mm×326mm×581mm,重量为16.215kg,基体壁厚为4.2mm,正投影面积为218398mm2,铸件材质铝合金,牌号ADC12.该铸件有多处的厚壁热节部位,易造成缩孔;要求产品表面无毛刺飞边及压铸缺陷;所有尺寸符合图纸以及装配要求,产品加工后密封面气缩孔Φ0.5mm-1.0mm允许1个,气缩孔小于Φ0.5mm的允许2个,轴承孔机加工后不允许有气缩孔外露,另外,产品需要摩擦焊形成水道,对泄漏要求高。产品泄漏要求:油道400kPa,泄漏量≤24cc/min;水道300kPa,泄漏量≤1cc/min;飞轮腔/齿轮腔/差速器腔100kPa,泄漏量≤16cc/min。
2、压铸工艺设计
2.1 浇注系统设计
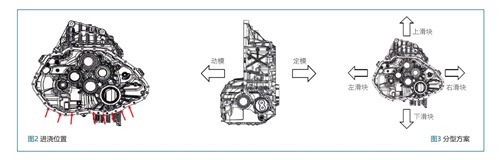
通过分析产品结构,结合压铸工艺特点,确定大致的进浇位置以及分型方案分别如图2和图3所示。
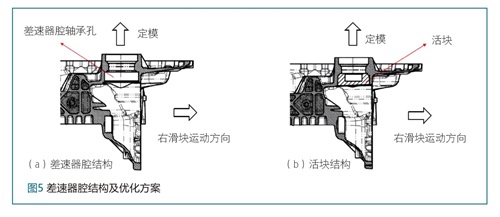
按图3分型方案,有两处位置无法出模而不能预铸:一是水道腔的出水孔和旁边的螺纹孔,与下滑块运动方向垂直,如图4(a)所示;二是差速器腔轴承孔,与侧滑块运动方向垂直,如图5(a)所示。
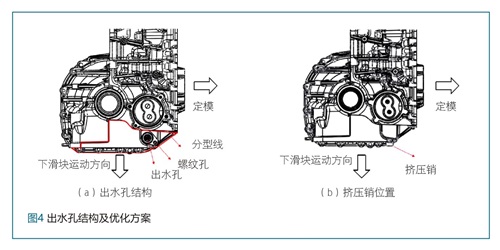
因不能预铸,故这两处位置壁厚大,壁厚越大,凝固时间越长,随着凝固进行,壁厚大位置因周围位置完成凝固而被切断补缩通道,在后续凝固过程中由于相变产生的收缩无法被补缩而产生缩孔,气缩孔会导致气孔外露以及和旁边螺纹孔串漏的风险大,故需要从模具结构和压铸工艺方面进行改善,在出水孔侧面增加挤压销,图4(b)所示,差速器腔做活块结构,如图5(b)所示。
挤压销相当于是在壁厚大位置设置“补给站”,在凝固过程中通过油缸将“补给站”中的金属料挤进去,达到补缩从而消除缩孔的目的,其工作原理如图6所示。

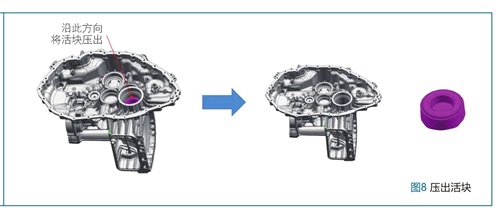
活块与嵌件类似,都是合模前放入模具当中,如图7所示,压射填充后被金属液包裹,凝固后与产品成为一体,不同的是,活块需要从产品中取出循环使用,如图8所示,而嵌件则留在产品中。

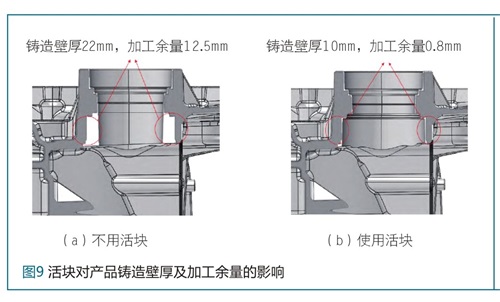
活块一般用在产品不能脱模的位置,本产品差速器轴承孔方向与滑块运动方向不一致,不能预铸,使用活块能够减少铸造壁厚和后续机加工的加工余量,如图9所示,同时由于活块温度约100℃-120℃,远低于金属液温度,能够起到“冷铁”的作用,加快轴承孔的凝固速度,增加轴承孔表面致密层,保证此处内部及外观质量。
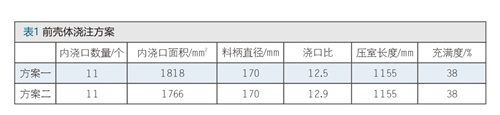
根据产品特点及上述分析,大致确定浇口位置以及浇口形式,初步预设两种不同的浇注方案,如图10所示,表1为前壳体两种浇注方案具体参数对比。

2.2 填充与凝固模拟分析
采用MAGMA模拟软件对产品进行充型模拟分析,模具材料选择H13模具钢,压铸材料选用ADC12,设置铝液温度为670℃,模具温度为180℃.压射工艺参数如表2所示。

图11为方案一填充过程料液追踪结果(料液追踪主要反馈经过各个内浇口的金属液最终的填充位置)。可以看出,主体上中间浇口填充慢,两侧浇口填充快,这样会造成中间浇口的铝液及气体被包在产品中间,导致中间浇口填充最前面的冷料、气体无法排出,从而飞轮腔填充末端位置存在冷隔、气孔的风险较大,如图11(b)所示。另外,差速腔与水道位置填充时间长,铝液温度过低,形成冷料,且冷料无法排出,导致无法熔合形成冷隔,存在冷隔、孔的风险较大,如图11(e)、11(f)所示。
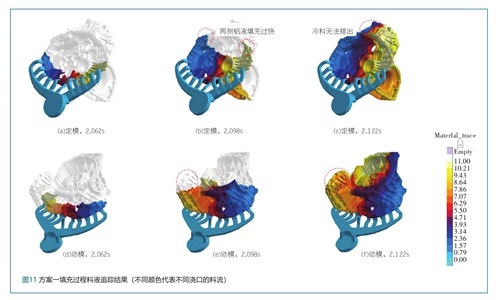
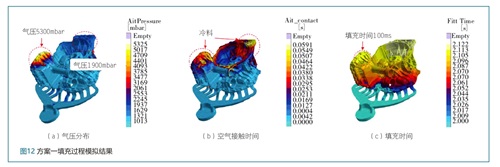
图12为方案一填充完成后的气体压力、空气接触时间(可以反映冷料严重程度)、填充时间的结果。可以看出,气压高和冷料严重区域主要集中在飞轮腔填充末端位置以及差速腔和水道摩擦焊位置,与料液追踪分析结果一致。
经过上面分析,方案一的主要问题是两侧浇道太快以及差速腔区域填充太晚,故取消两侧的浇道,减慢两侧铝液的填充,同时在差速腔增加一条浇道,优化差速腔区域的填充顺序与温度场,设计了方案二浇注系统,其填充过程料液追踪结果如图13所示。可以看到,经过几股浇道的铝液基本保持平行填充,相对方案一有明显改善,但左侧铝液还是填充稍快,如图13(b),还需要进一步优化。
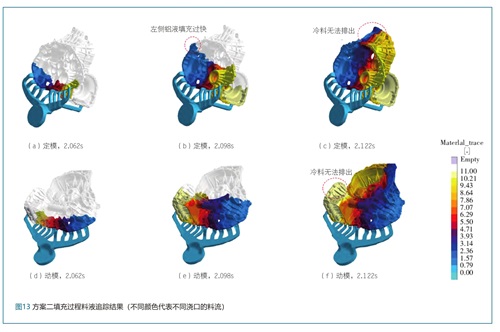
图14为方案二填充完成后的气体压力、空气接触时间、填充时间的结果。可以看到,相对方案一也有明显改善:飞轮腔填充末端位置的气压峰值由方案一的5300mbar左右降低到方案二的3000mbar左右,空气接触时间峰值由方案一的约590ms降低到方案二的约300ms;水道孔位置的气压峰值由方案一中的1900mbar左右降低到方案二的1700mbar左右,两个方案的空气接触时间峰值虽然变化不大,但方案二的范围比方案一减少约50%左右填充时间,由方案一的100ms左右降低到方案二的80ms左右。但从空气接触时间结果来看,水道出水孔位置的冷料范围虽然有缩小,但冷料仍比较靠近水道出水孔,出水孔位置存在气孔冷隔风险仍比较大,需进一步改善。

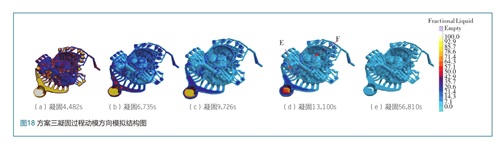
基于上面两种方案的分析,再次优化方案:将左侧第三根浇道流量减弱,用来减缓左边铝液填充;中间过孔增加4mm搭桥,使中间铝液填充顺畅;差速腔增加一股浇道,用来改善水道出水孔附近冷料。同时,在填充末端及多股浇道汇集位置布置排溢系统,经过多轮迭代优化设计模拟,设计出方案3,其填充过程料液追踪模拟如图15所示,结果显示填充平稳,优化效果明显。
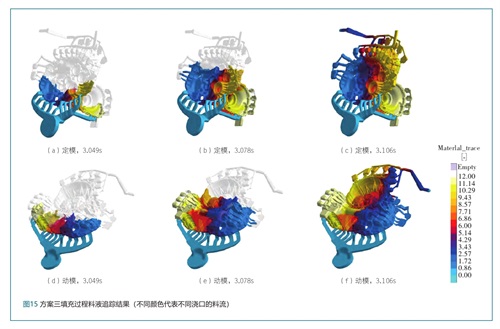
图16为方案三填充完成后的气体压力、空气接触时间、填充时间的结果。可以看到,相对前两个方案,优化效果明显:整个产品的气压峰值由方案一的5300mbar左右降低到方案三的70mbar左右,空气接触时间峰值由方案一的约590ms左右降低到方案三的约200ms左右;水道孔位置的填充时间由方案一的100ms左右降低到50ms左右。

图17为方案三的凝固仿真结果。可以看到,整个凝固过程长达56.81s,最后凝固位置主要为浇道以及靠近进浇口产品壁厚大位置,如图17红色圆圈位置所示,这些位置产生缩孔的风险最大。依据仿真结果,模具开发时在凝固时间长的位置合理布置冷却,加强对应位置的冷却速度,可以保证产品外观及内部质量,同时可以缩短生产节拍。
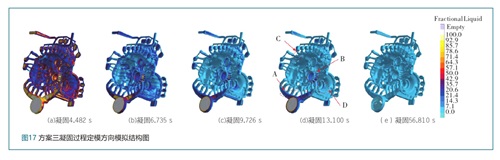
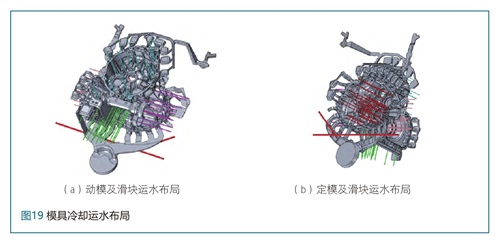
根据图17、图18的凝固模拟分析结果,在A浇道位置布置直冷,主要目的是缩短留模冷却时间,减少生产节拍,同时减小因浇道收缩导致的变形;在B、C、D、E、F等厚壁位置周围布置了90个高压点冷,模具冷却布局如图19所示。
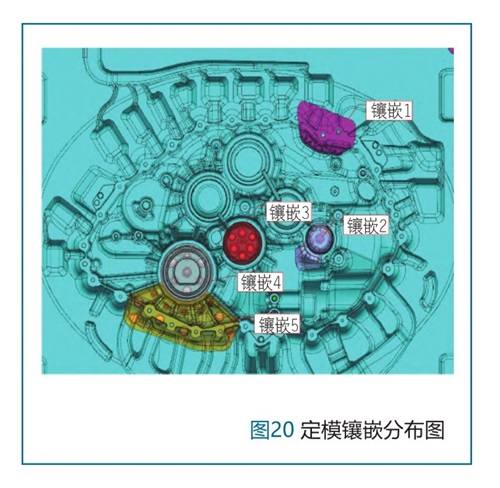
冷却需尽量靠近模具表面,这样可以更好地带走热量,提升冷却能力,但同时需要一定的模具壁厚来保证模具的强度和寿命,一般到模具表面的壁厚为20mm-25mm.对于一些对冷却能力要求高的区域,需要牺牲模具壁厚来保证冷却能力,这时候可以对模具进行镶嵌,在图20所示的B、C等区域采用镶嵌结构,将冷却水道与型腔表面距离缩短至15mm,以强化换热,提升冷却效果。
最终产品开发按方案三开模。根据该方案,整个铸件在开模方向上的总投影面积约为3650cm2,铸造压力设计为80MPa,产品设计压铸机吨位为3500T压铸机。另外,整个型腔体积(包含压室)较大,填充过程中需要排出的气体量大,故模具设计时排溢系统采用“液压真空阀+M型排气块”的方式。
3、试验方法与结果
3.1 压铸参数与试验方法
前壳体生产机台位国产某品牌3500T压铸机,铝料牌号ADC12,浇注温度660℃,型腔真空度为50mbar-80mbar,压射参数如表3所示。相对其他产品,前壳体的压铸工艺流程主要不同在于:喷涂后合模前增加了放活块工序,以及在除浇口时增加了取活块工序。活块循环利用,使用时要注意控制活块的温度(100℃-120℃)以及涂覆适量的脱模剂,有利于活块的放置与取出。

3.2 产品质量检验
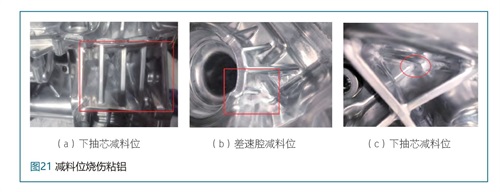
产品外观质量整体良好,但局部位置有烧伤粘铝现象,如图21所示,主要出现在部分减料位的尖角位置,这部分减料位底部壁厚大,且靠近进浇口,凝固时间长,易造成烧伤粘铝。需要进一步优化模具冷却及调整喷涂工艺。
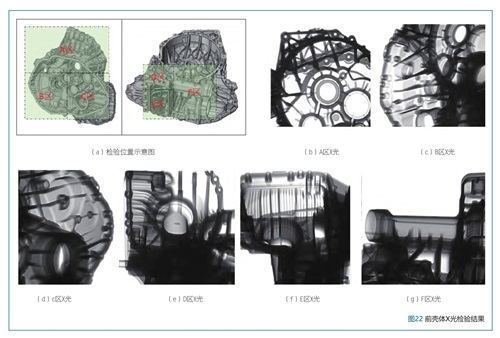
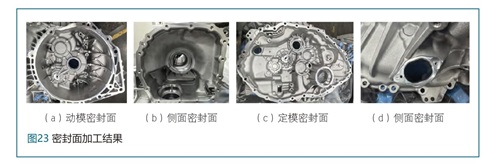
图22为前壳体的X光检验结果,结果显示内部质量符合CT检测标准,未见超标缺陷。产品加工200件后全检外观及试漏,图23为产品密封面加工结果,图23前壳体的密封面加工结果,图24产品密封面及轴承孔表面均无气孔外露,试漏合格,最终判定产品质量符合要求。

4、结 论
数值模拟能够快速准确地帮助设计人员进行铸造可行性分析,从而优化产品结构设计;多浇注方案的模拟结果对比可以快速锁定最合适的浇注系统;通过将浇注系统多分支平衡,解决了填充末端冷隔与包气问题;凝固模拟分析结果可以为模具冷却系统设计提供准确的理论依据;采用“挤压销+活块+高压点冷”组合工艺,消除了厚壁热节的缩孔缺陷。试制验证表明,基于数值模拟迭代优化的工艺方案,实现了关键区域无缺陷外露,泄漏测试合格率100%,缩短开发周期。

 26.26万
26.26万

 26.52万
26.52万
 9706
9706
 1.79万
1.79万
 1.47万
1.47万
 1.17万
1.17万
 1.46万
1.46万
 1.53万
1.53万
 1.46万
1.46万
 1.97万
1.97万
 1.65万
1.65万
 1.03万
1.03万
 1.33万
1.33万
 1.46万
1.46万
 7928
7928
 1.2万
1.2万
 1.24万
1.24万
 1.35万
1.35万
 8037
8037
 7057
7057
 723
723
 429
429
 347
347

















