














文:力劲集团深圳领威科技有限公司戴天豪
摘要:一体化压铸技术已在汽车制造领域广泛应用。针对当前一体化压铸单元将前机舱、后底板、电池托盘三种主流产品集中到一起生产,并把原本在压铸单元外完成的矫形、去毛刺、变形量及缺陷检测等后处理工艺集成到单元内完成的需求,分析了以上三种产品的生产工艺流程,提出了一种合理的压铸单元后处理布置方案来满足上述生产要求,并且介绍了单元内关键的后处理设备。本研究解决了由于上述需求导致压铸后处理单元复杂化所产生的空间利用率、设备综合效率、产品切换效率低的问题。为一体化压铸单元的建设提供了重要的参考。
关键词:一体化压铸;自动化生产线;新能源汽车;压铸单元;压铸件后处理
一体化压铸成形技术实现了金属液在高压下快速凝固成形,提高了铸件的精度和性能,在汽车零部件领域应用广泛,推动了轻量化、高强度铸件的生产。超级一体化压铸设备如图1所示。近年来,汽车产业尤其是新能源汽车的快速发展对铝合金零部件提出了更高的要求,即体积更大,结构更复杂,性能更好。面对这些需求,伴随着压铸工艺及压铸机制造技术的进步,铝合金一体化压铸工艺应运而生。铝合金一体化压铸工艺是汽车结构件制造中重大变革技术。能通过铸造一次成型,大幅提升了零件整体强度,并且减少装配成本,在生产效率、降本、轻量化等方面优势明显。一体化压铸产品主要包括前舱总成、后地板总成、电池托盘等,具有尺寸大、集成度高及一次成型等特点。
随着自动化技术发展,大型压铸机逐渐实现了自动化控制和生产,提高了生产效率和产品质量。然而,压铸件结构的复杂以及尺寸的提升同样为压铸自动化单元整体的设计与管理带来了挑战。一体化压铸的后处理设备、布局形式及数量应根据具体产品的工艺要求而定,生产节拍应与压铸机相匹配。前机舱、后底板和电池托盘三种类型的产品,由于其结构以及工艺的差异,目前对于它们的生产都是在不同的后处理线进行的,这造成不同的后处理线中具有较多的重复设备,因此有必要将其后处理单元及设备有效整合合为一条生产线,以减少生产设备冗余。并且伴随着自动化技术发展,原先在压铸单元外完成的如矫形、毛刺打磨、变形量检测、缺陷检测等后处理工艺也将逐步集成到压铸单元内完成。此时需要一种合理的压铸单元后处理布置方案及设备来解决上述压铸单元生产产品柔性化、后处理工艺复杂化的问题。本研究对一体化压铸单元一定参考意义。
1、一体化压铸单元的后处理方案
1.1 主流一体化压铸产品后处理工艺概述
前机舱、后底板类型铸件后处理流程:高压铸造→完整性检测→冷却→去除渣包→去除流道→矫形→内部缺陷检测→去毛刺→变形量检测→表面缺陷检测→下线。
电池托盘类型铸件后处理流程:高压铸造→完整性检测→去除渣包→去除流道→矫形并冷却→内部缺陷检测→去毛刺→变形量检测→表面缺陷检测→下线。
由此可以看出,前机舱、后地板和电池托盘生产工艺的差别主要体现在冷却、去料柄以及矫形工序的顺序方面,这使得本研究可以利用合理的后处理设备配置与单元布局,通过调整部分的工艺路径顺序、模具、治具去实现在同一个压铸单元内生产这三种类型产品,从而减少设备的冗余。
1.2 一体化压铸单元后处理部分的配置及布局
如图2所示,本研究提出一体化压铸单元后处理方案采用6台六轴工业机器人来实现压铸机取件、各个后处理设备间的搬运、产品码垛下线,可满足90s以内的生产节拍;采用机器视觉系统实现产品的完整性检测,这样切换产品时就不需要像用传统光电电眼检测那样要调整传感器的位置;采用冷却水槽去实现前机舱、后底板类型的冷却;采用液压折断机实现产品渣包的去除,该方式比传统的碰撞去渣更高效;采用切边机实现产品料柄的去除,相较于激光/等离子切割切边的切割效率更高,切割断面更好,易损件更换频率更低,且不会产生金属粉尘;采用矫形机实现前机舱、后底板类型的矫形以及电池托盘类型产品的热矫形加冷却;采用激光打标机在产品上标记DMC追溯码;采用六轴工业机器人夹持X光检测设备对产品进行内部缺陷检测;采用六轴工业机器人夹持打磨刀具对产品进行毛刺去除;采用六轴工业机器人夹持蓝光检测设备对产品进行尺寸检测;采用人工与机器视觉表面缺陷检测一体机对产品进行表面缺陷检测。
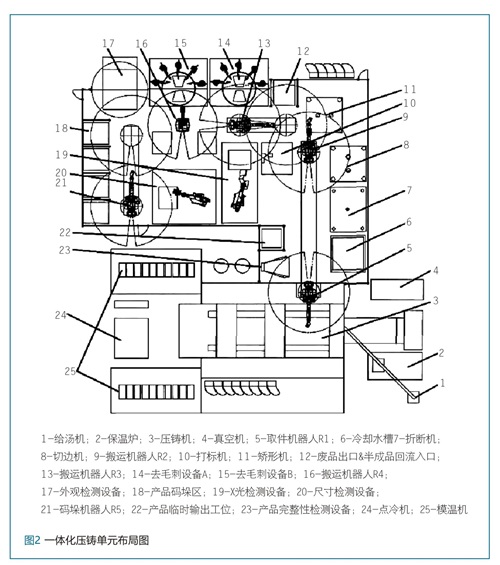
为了使压铸单元具备柔性化生产前机舱、后底板、电池托盘等主流产品的能力,并实现最大的空间利用率,提高设备综合效率、产品切换效率并缩短生产节拍,必须对以上所有后处理设备进行合理的布局,对后处理工艺路径进行合理的规划。前机舱、后底板、电池壳三种主流一体化铸件的后处理流程如表1所示。
该压铸单元可实现从铝液到成品的全流程生产,具备前舱、后地板、电池托盘等产品柔性化生产能力,可减少设备冗余;采用压铸单元内矫形、缺陷检测、去毛刺打磨、变形量检测,可减少产品后续工序流转;采用半成品输出、回流设计,可提高设备综合效率。
2、关键后处理设备介绍
2.1 矫形机
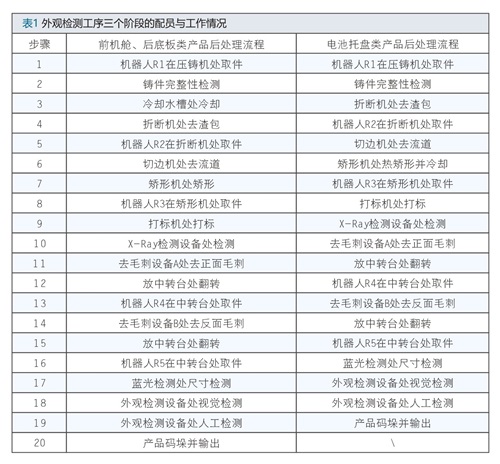
如图3所示,矫形机包括矫形柱架本体以及矫形模具,而柱架本体包含的上模板和底板可以通过油缸驱动上模板朝下合模;为满足超大型一体化产品的矫形,矫形机的压力能够达4000kN。整形模具包括可相互扣合的上模板和下模板,可以分别安装在上模板和底板上,在上模板和下模板上有根据产品仿形设计的支撑面,用以分别支撑在压铸件的背面和正面。将产品放入矫形机内,通过油缸驱动上模板朝下合模并保压,可以实现对产品矫形的效果。
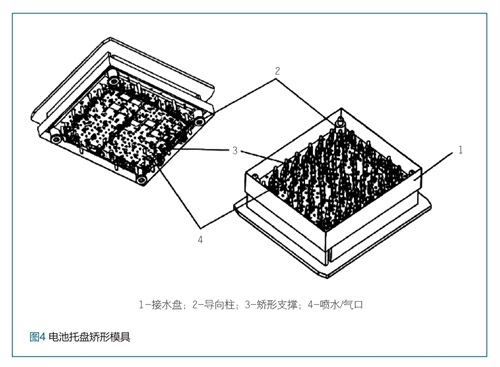
较为特殊的是,由于电池托盘类型的产品扁平且尺寸较大,在冷却的过程中会由于降温分布的不均匀导致受内力拉扯而产生较大的变形。降温不均匀主要体现在两方面:(1)流道部分与电池壳本体部分降温的速率不一样;(2)压铸件本体的远端与中间部分降温的速率不一样。因此需要在压铸件还未大幅度降温的情况下去除流道。然后在产品还是热态的情况下放入矫形机内矫形并冷却。
矫形模具如图4所示在上模板和下模板上都设置有多个喷水孔以及气孔,可以在对电池壳压力保持的情况下对其进行喷水冷却,最后再吹干水分,由此保证电池托盘类型产品的变形量。
2.2 X光检测设备
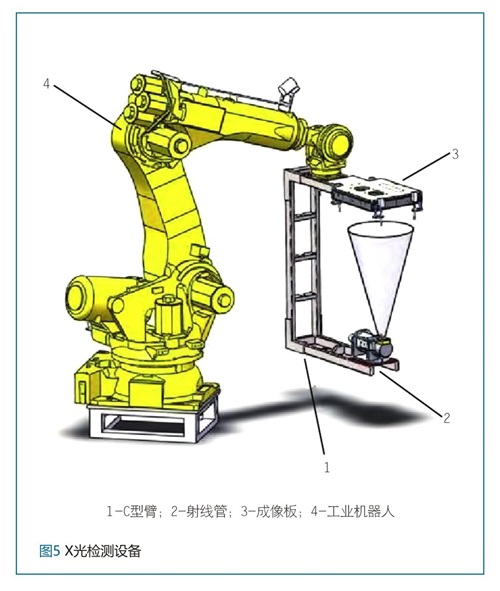
压铸生产过程中,铸件可能因铝液质量不稳定、铸造压力不稳定、抽真空效果不佳、模具温度控制不稳定等因素导致产品内部产生缺陷,如气孔、缩孔、疏松等。而针对一体化产品,主车厂要求X射线检测零件内部品质满足ASTME505Level2以上。在传统的后处理工艺中,一般会把X光检测步骤放置到压铸单元线外去完成,这会产生严重的信息滞后,即在检测出质量问题时压铸已经持续生产了大量不合格件。为此可以通过合理的单元布局将X光检测放置到压铸单元线内,在线上就及时去完成检测,这样发现不合格件后可以及时调整压铸工艺参数。同时也可以利用线内的机器人完成产品的搬运,减少了设备的冗余。由于前机舱后底板等一体化铸件尺寸较大且不规则,因此本研究采用六轴工业机器人带动C型臂去的方式去检测,如图5所示。
2.3 变形量检测设备
如图6所示,变形量检测方式采用的是蓝光扫描,工业六轴机器人搭载由星座球笼和三维检测传感器组成的扫描头,在一旁独立放置的光学追踪器能够实时跟踪定位机器人搭载的球笼系统。此设备的工作方式是通过搬运机器人把产品放置到检测治具上,检测机器人用扫描头扫描从不同方向多次扫描被检产品,得到检测出的点云,然后和产品3D模型进行拟合对比,检测出产品表面轮廓的变形量。
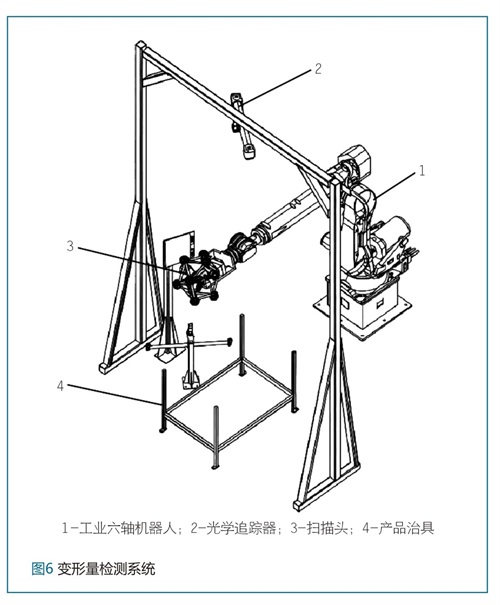
检测合格品和不合格品通过信号传递至后侧的码垛机器人,码垛机器人根据检测结果信号将产品将不合格品放进不合格品框内,检测数据实时显示监控,变形量检测数据能存储便于查询,检测结果与二维码相关联,且能导出相关检测数据。
2.4 表面缺陷检测设备
压铸生产过程中,铸件可能因铝液质量不稳定、锁模力异常、模具表面损伤老化、模具温度控制、后处理过程中损伤等因素产生在表面上可通过肉眼观测到的缺陷,如多肉、掉肉、飞边、毛刺、裂纹、机械拉伤、碰伤、划痕等。超大型一体化压铸件的尺寸普遍较大,如电池托盘就达到2.5m×2.5m以上,且质量普遍在60kg以上。这些因素导致人员难以在不借助搬运工具的情况下对一体化铸件进行全方位的外观检测。
目前机器视觉检测技术是代替人工目视检测的主要技术方向,而先进的铸件机器视觉检测系统会采用机器学习算法,先利用人工在图像中标注特征,再将这些素材导入数据库中让视觉系统深度学习,最终可以实现对缺陷的识别和分类准确性97%以上,缺陷漏检率1%以下。该方式的特点就是前期需要人工标注样本给机器学习,若采用一台独立的设备供人工前期的检查和标注缺陷将会造成设备的冗余,且该设备后期不需要再使用也会造成资源的浪费。
为解决上述几个问题,本研究提出了人工与机器视觉表面缺陷检测一体机。可实现在一个设备上完成机器视觉与人工检测,可以非常好地配合机器视觉检测的各个阶段。
如图7所示,设备含有内侧和外侧两个工位,内侧工位在压铸单元线内,利用压铸单元内的机器人实现自动取放件,外侧工位在靠压铸单元线外侧,通过中间的安全隔板与线内的机器人分隔开来,可以让人员能够安全地在这里对产品进行检测。两个工位通过旋转平台旋转180°来切换,并且每个工位上的产品治具也可以通过正反旋转来配合人工与机器视觉的检测。
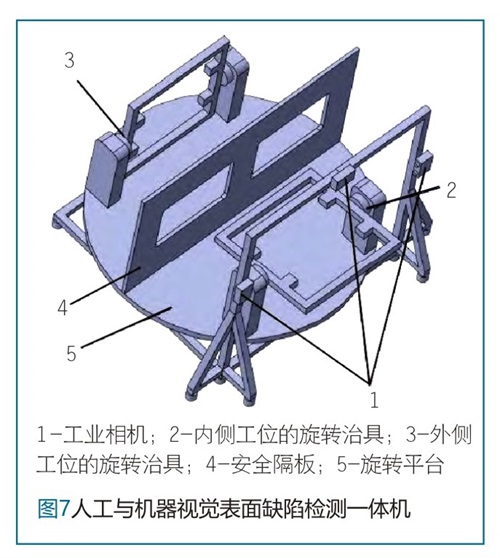
设备靠压铸单元内侧的工位配有左、右、上三组3D工业相机,每组相机都能够检测覆盖2.5m×1.8m的范围,治具可以带动产360°旋转去配合相机完成六个面的检测。视觉检测完成后产品能够旋转到外侧工位进行人工检测。
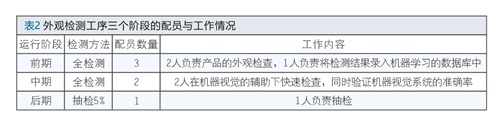
如表2所示,由于本设备设计采用双工位的设计,能合理配合机器视觉调试的三个阶段,有效地减少了设备以及人工的成本。
3、存在问题及解决方案
由于压铸单元线内的后处理工艺变得比较复杂,线内单一设备的故障将会影响其后续的工序无法实施,从而影响生产效率。因此就需要单体设备与压铸单元布局相互配合,使某些设备故障时压铸单元仍能够正常生产半成品,与此同时人员可以进入设备内进行维护。待故障修复,压铸机停机维护时,半成品再回流进入压铸单元内进行后处理,生产流程如表3、表4所示。
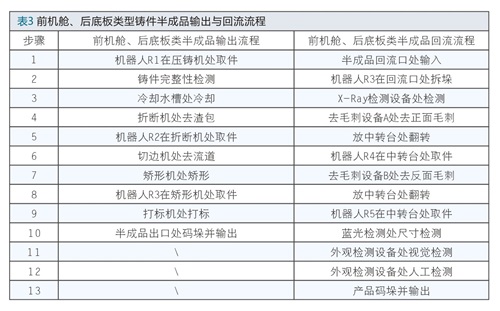
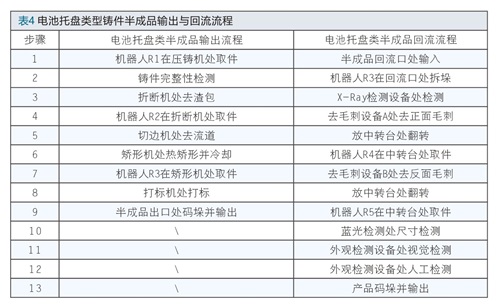
对此本研究在单元内设备靠机器人侧均设计了安全门,待故障发生可以关闭安全门,通过安全门与设备外壳形成安全密闭的空间,供人员维护使用。整个单元也设计了故障回流程序,可以快速地将半成品流入单元内处理。
4、结 论
本研究通过对前机舱、后底板、电池托盘三种铸件生产工艺流程的分析,提出一种压铸单元后处理布置方案,实现将产品矫形、内部外部缺陷检测、去毛刺、尺寸变形量等工序集成到了压铸单元线内,通过调整部分的工艺路径就能生产上述三种类型产品,减少了设备的冗余,提高了空间利用率以及产品切换效率。通过半成品输出与回流的工艺路线设计,提高了设备综合效率。为一体化压铸单元的建设提供了重要的参考。

 24.65万
24.65万

 24.88万
24.88万
 9534
9534
 1.75万
1.75万
 1.34万
1.34万
 1.09万
1.09万
 1.44万
1.44万
 1.48万
1.48万
 1.43万
1.43万
 1.9万
1.9万
 1.6万
1.6万
 1.02万
1.02万
 1.3万
1.3万
 1.38万
1.38万
 7333
7333
 1.18万
1.18万
 1.2万
1.2万
 1.28万
1.28万
 7592
7592
 6611
6611
 318
318



















