文/王江涛、申明倩、戚敬
摘要: 对手机外壳进行了工艺分析, 并选择压铸作为成型手段,同时将大型CAD/ CAM软件Pro/ E 贯穿在整副压铸模的设计过程之中。实践证明:使用Pro/ E 软件,提高了设计水平和生产效率,在保证质量的同时降低了成本,最终提高了产品的市场竞争力。

1、引言
手机外壳大部分使用塑料成型, 如PC、ABS、PC/ ABS 或添加纤维等。一般厚件手机产品(厚度2.5~3
2、工艺分析
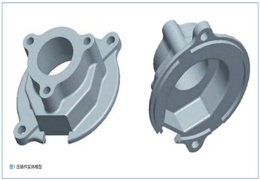
图1 所示为手机外壳在Pro/ E 平台下绘制的三维模型,材料AZ91D。
目前AZ91D 为最常用的压铸镁合金, 比重小,强度良好, 价格适中。最重要的是具有优良的铸造性能和良好的强度。AZ91D 力学性能(括号内数值为单体压铸试样平均值) 如表1 所示。
2. 2 结构分析
通过对产品进行分析,壁厚最薄处为

产品上的孔<1.3、<1.5、<1.8、<
图3 所示为工件侧面, 结构为与其他零件连接的倒钩,此结构如果直接铸出需要增加一个侧抽芯,大大增加了模具成本和复杂程度,所以去除该结构,改在后续机加工。

脱模斜度如表2所示。由于工件本身存在一些斜度, 这对铸造有利,无须修改,只对零件边框增加斜度,为使后续机加工减少工作量,斜度取小些,图4中实线表示的为配合面, 斜度采用15′, 虚线表示的为非配合面,斜度采用30′。
3、模具设计
3. 1 确定成型尺寸
成型零件上构成压铸件形状的相关尺寸为成型尺寸,成型尺寸的确定对压铸件的结构形状和尺寸精度有直接影响。首先要选择合适的成型收缩率,镁合金的收缩率为0. 7%。其次要分析成型零件受到冲蚀后的变化趋势,如型腔内腔及其深度的尺寸选取接近最小的极限尺寸;型芯外廓及其高度的尺寸选取接近最大的极限尺寸;中心距离及位置尺寸取成型尺寸接近于最大和最小2个极限尺寸的平均值。为消除相对位移或压射变形产生的尺寸误差,在确定这些部位的成型尺寸时, 采取必要的补偿措施;为便于脱模,成型零件都在脱模方向上设置脱模斜度,这样必然会引起各部尺寸的变化,根据上述原则确定手机外壳的压铸件尺寸。
3. 2 压铸模型腔设计
Pro/ MOLDESIGN 是Pro/ E 软件中的可选模块,提供了在Pro/ E 中进行虚拟模具设计的主要功能,并利用其单一数据库的特点,对零件模型中发生变更的部分及时更新,快速完成整副模具的3D 设计任务。图5 所示是利用Pro/ MOLDESIGN 生成模具型腔的步骤。图6、7 所示是在Pro/ MOLDESIGN 模具模块里, 激活图5 产生的动模和定模元件后,直接在模具模块里利用Pro/ E 的切减、拔模、倒圆角等特征命令做出的最终动、定模三维图。
图5 基于Pro/ E开模的步骤示意图

3. 3 浇注系统设计
根据工件为矩形薄壁零件,侧浇口浇注系统的布局方式是比较适合的,特点是适应性强,可按铸件结构特点,布置在铸件外侧面,去除浇口较方便。为使金属液流程尽可能短, 侧浇口设在长边一侧。整个浇注系统位于零件中线,使零件左右两侧均匀充型。为了详细地看清浇注系统的结构,使用了Pro/ E里的Pro/ DETAIL模块, 生成结构图, 如图8、9所示。
3. 4 排溢系统设计
排溢系统是熔融的金属液在填充型腔过程中,排除气体、冷污金属液以及氧化夹杂物的通道和存储器,用以控制金属液的填充流态,消除某些压铸缺陷,是浇注系统中不可缺的重要组成部分。排溢系统一般包括溢流槽和排气道2个部分。

在分型面上设置溢流槽是一种简单适用的方法。为了后序工艺的需要,而保持溢流包与压铸件的整体连接,将溢流槽开设在动模一侧。图10 所示是在Pro/ DETAIL 生成的溢流槽结构图。在分型面上设置溢流槽是一种简单适用的方法。为了后序工艺的需要,而保持溢流包与压铸件的整体连接,将溢流槽开设在动模一侧。图10 所示是在Pro/ DETAIL 生成的溢流槽结构图。
在金属液最先冲击部位的两侧设置溢流槽(见图11中Ⅰ) ,引导金属液向两侧流动,排除金属液流前头的气体、冷污金属液,稳定流态,减少涡流。在溢流槽布置在金属液最先冲击部位的两侧设置溢流槽(见图11中Ⅰ) ,引导金属液向两侧流动,排除金属液流前头的气体、冷污金属液,稳定流态,减少涡流。在内浇口两侧设置溢流槽(见图11中Ⅱ) ,将折回浇口两侧的气体、夹渣排除。在拐角、死角处,金属液汇合处是气体、冷污金属液、涂料残渣最集中的区域,应该设置溢流槽来改善充填、排气条件(见图11中Ⅲ)。型芯背面区域是金属液在填充过程中被型芯阻止所形成的死角,也是由气体和夹渣形成铸造缺陷之处,故经常布置溢流槽,以改善铸件的质量(见图11中Ⅳ) 。
3. 5 推出机构设计
模具采用推杆一次推出机构。推杆的配合精度应以既不产生溢料, 又可起到排气作用为原则。推出段的封闭长度是封闭金属液最短的有效距离。同时在保证推杆稳定导向和减少摩擦的前提下,尽量取短一些, 以降低推杆孔的加工难度, 提高排气效果。推杆与复位杆的形状与位置如图12所示。
3. 6 压铸模总装技术要求
设计的压铸模总装技术要求较多,具体如下:
(1) 模具分型面对定、动模座板安装平面的平行度根据文献[1]确定,被测面最大直线长度≤
(2) 在分型面上,定模镶块和动模镶块应分别与定模套板和动模套板齐平或略高,但高出量控制在0.05~
(3) 模具安装在压铸机上合模后,成型镶块上的分型面应保持良好的闭合状态, 允许有不大于0. 
(4) 导柱、导套对定、动模座板安装平面的垂直度根据文献[1]确定,有效导滑长度≤
(5) 各安装面应光滑平整,各模板的边缘均应倒角
3. 7 压铸模总装设计
在Pro/ E 平台下,生成的手机外壳装配图如图13所示。
4、结束语
在追逐时尚外观、质量耐用的今天,AZ91D无疑是极好的手机外壳材料。而压铸以其生产效率高,压铸形状复杂、尺寸精度高、轮廓清晰、表面质量好以及强度、硬度较高的优点被广泛应用。随着计算机技术的普及,CAD/ CAM/ CAE技术也因其高效、准确、消耗低被更多模具企业所青睐。

 27.83万
27.83万

 28.11万
28.11万
 9898
9898
 1.83万
1.83万
 1.51万
1.51万
 1.19万
1.19万
 1.48万
1.48万
 1.57万
1.57万
 1.49万
1.49万
 2.02万
2.02万
 1.69万
1.69万
 1.05万
1.05万
 1.35万
1.35万
 1.48万
1.48万
 8345
8345
 1.23万
1.23万
 1.28万
1.28万
 1.4万
1.4万
 8485
8485
 7359
7359
 1171
1171
 889
889
 780
780