摘要:采用CAE 方法和正交分析法对铝合金支架压铸件的压铸工艺进行了优化设计。通过对计算机模拟的结果进行分析,认为采用双边锥形浇注系统的效果比扇形浇注系统好。针对此压铸件,比较适合的压铸工艺参数为:模温
浇注系统设计是压铸工艺设计的一个重要部分。选择合适的浇注系统类型对于改善压铸件的质量,提高压铸件的金属利用率,减少浪费,有很重要的意义。通过CAE技术对压铸件生产工艺参数进行优化,能降低废品率,提高经济效益。尤其是在模具设计阶段就可以对压铸工艺进行优化,并且针对优化结果,修改模具设计。这样可以显著减少修模次数,提高模具一次试模成功率。
目前, 在国内外,CAE技术在砂型铸造领域的应用比较成熟,应用于压铸领域相对较少。本文利用CAE技术对铝合金支架冷压室压铸件的浇注系统形式进行了选择,并针对选择好的浇注系统,利用CAE技术结合正交分析方法,对压铸工艺参数进行了优化, 确定了合理的生产工艺参数。
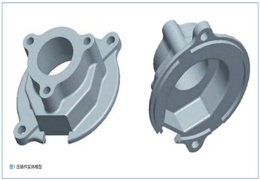
1、压铸件结构及可能出现的问题
压铸件(见图1) 采用ADC12合金,其外围尺寸分别为:长度
2、工艺方案的设计和优化
2.1 浇注系统设计
一般常用的压铸模浇注系统有两种形式:扇形浇注系统和双边锥形浇注系统。根据公式分别计算出采用两种形式浇注系统方案的浇注系统各个部位的尺寸。
2.2 浇注系统的选择
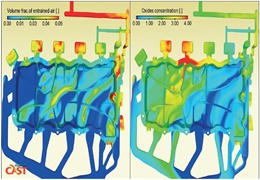
在下列工艺参数下, 两种浇注系统充型模拟的结果如图2 所示。
模具温度:
流动金属温度:
模具温度范围:250
流动金属温度范围:640
最大绝对流动金属温度:
注射温度:
最大成型压力:40MPa
图2中的不规则短粗线条为熔接痕位置(在这里会容易产生冷隔缺陷),小圆点为气孔。从结果看, 采用双边锥形浇注系统其熔接痕和气孔数量要远远少于扇形浇注系统, 即双边锥形浇注系统不容易产生冷隔及气孔缺陷。从充型完成的时间来看,双边锥形浇道系统的一次成型时间为0.96s,扇形浇注系统的一次成型时间为1.3s。双边锥形浇注系统的充型时间短,相同条件下,液态铝合金容易充满行腔,不易产生浇不足或冷隔缺陷。
从压力损失的情况看, 双边锥形浇道系统的一次成型损失的压力为6.8MPa,扇形浇注系统的一次成型损失的压力为7.6MPa。
一般认为缺陷数量少,压铸件的品质好。充型时间短,容易充满型腔,不易产生压铸缺陷。一次成形压力损失小,可以使用较小吨位的压铸机完成压铸生产。从上述可知,无论从缺陷产生的数量、充型时间还是压力损失来看,双边锥形浇注系统都比扇形浇注系统更好, 因此采用双边锥形浇注系统比较合理。
2.3 压铸工艺参数的选择
模温、液体金属温度和充型压力是影响压铸件品质的3个重要参数,合理地选择工艺参数可以提高产品品质,减少废品率。本次压铸工艺参数优化模拟将考虑模温、液体金属温度、压力值3个因素进行实验,不考虑因素间的交互作用,故选一张m≥3的表,而L9(34)是满足条件m≥3最小的Ln(
模拟结果主要从熔接痕和气孔的数量多少进行选择。根据模拟结果,方案7 的结果比较好,其对应工艺参数为:模温
3、结论
(1) 利用CAE 技术进行压铸工艺模拟能够在设计阶段就可以根据分析结果改进方案设计,可使产品的设计开发周期大大缩短,降低成本,而且提高了产品的性能和质量。
(2) 通过正交试验结合CAE 技术,可以很好地优化压铸工艺参数。对于指导实际生产有很强的指导意义。针对该压铸件,在模温

 27.83万
27.83万

 28.11万
28.11万
 9898
9898
 1.83万
1.83万
 1.51万
1.51万
 1.19万
1.19万
 1.48万
1.48万
 1.57万
1.57万
 1.49万
1.49万
 2.02万
2.02万
 1.69万
1.69万
 1.05万
1.05万
 1.35万
1.35万
 1.48万
1.48万
 8345
8345
 1.23万
1.23万
 1.28万
1.28万
 1.4万
1.4万
 8485
8485
 7359
7359
 1172
1172
 889
889
 780
780