2.2 高真空压铸技术
2.2.1 现状
高真空压铸技术是在压铸过程中抽除型腔内气体,以消除或减少压铸件内的气孔,提高压铸件力学性能和表面质量的一种压铸工艺。在高真空压铸过程中,型腔处于真空状态,紊流的金属液不再会卷入气体形成气孔,从根本上消除了压铸零件气孔的成因。因此,铸件含气量得到降低,气孔率下降,致密度提高;铸件的整体力学性能得到改进,抗拉强度、伸长率、硬度和密度均有所提高;同时可以满足热处理、焊接及耐压实验等要求。
当前,真空压铸以抽除型腔内气体的形式为主流,将真空阀装在模具上,其最大的优点在于模具的设计和结构基本上与常规压铸相同,在分型面、推杆配合面、模具型腔镶拼接合面和冲头压室配合面等各处进行密封,只有排气道的设计和计算有所不同。国外研究了几种以模具内设置排气槽和抽气截流阀为特征的真空压铸系统,当压射冲头越过压室浇料口时,模具型腔与真空管道由排气截流阀接通大流量真空泵,合金液在型腔具有一定负压的情况下充型。典型的代表有瑞士方达瑞公司研发设计的双芯真空阀的真空压铸系统,其工作特点是当金属液开始填充型腔时,真空系统及时对型腔进行大排量的抽气,当金属液通过沟槽进入真空阀时,首先冲击真空启动阀芯从而触发连锁机构,在极短的时间内关闭真空排气阀芯实现断流。这种双阀芯的主要优点是在填充过程能够实现全程排气,真空阀在型腔充满的极短瞬时可靠地关闭,同时实现全程排气和及时防止金属液进入真空管道而阻碍抽真空的进行。
国际学术界对真空压铸技术的关注过程主要分为两个方向:型腔排气建模和铸件性能分析。在型腔排气建模方面,大量研究者对压铸型腔内金属液卷气、通过排气道抽除型腔气体的过程进行了数理建模分析以及模拟计算,并对真空压铸的充型和排气过程进行了建模分析,得出了计算真空阀排气通道有效截面积的理论公式,定量分析了排气通道截面积对真空效果的影响规律。上述工作均为真空压铸系统和真空模具的设计提供了理论依据。
随着国外真空压铸技术的蓬勃发展,我国国内也有一大批技术工作者对真空压铸进行了研究和报道,引入了大量技术文献。然而国内企业对真空压铸技术应用存在明显瓶颈,对型腔真空压力和真空时间的控制不足,普遍停留在真空辅助充型阶段,高真空压铸工艺有待开发。受应用程度所限,国内厂家对真空压铸的认识,对真空压铸工艺减少铸件缺陷、提升铸件性能的机理研究亦不够充分,对这项先进技术的潜力仍需深入挖掘。国内院校、科研机构对真空压铸工艺的研究逐渐开展起来,主要分为两个方向:设备、工艺研发;铸件性能研究。前者主要基于国内外相关的真空压铸专利技术,以真空系统、真空压铸周边设备、辅材为研发对象。后者与国外有所区别,主要集中在真空压铸件中气孔的减少以及组织的细化上,而对真空压铸件的焊接、热处理工艺则鲜有研究,这主要是由于我国的真空压铸水平有限,得到的真空压铸件中孔洞含量相对较高,尚未达到热处理及焊接工艺的要求。
2.2.2 挑战
高真空压铸工艺一般要求压射过程中型腔有效真空压力<5 kPa,以大幅度减少铸件中气孔的存在,满足后续热处理及焊接工艺的要求。开发高真空压铸工艺的关键问题在如何保持型腔有效真空压力,而此问题的解决则主要在于高真空系统的开发及其与压铸工艺之间的配合问题,即在保证压射过程中金属液不损失过多热量的前提下,提高抽真空效率,以达到高真空状态。国内开展的大量真空压铸生产及研究案例表明,若无法将充型时刻的型腔真空压力严格控制在一个较低的水平(<5 kPa),常常只能得到真空压铸带来的辅助充填效果,尽管仍可以观察到宏观孔洞缺陷的一定改善,但压铸件的可焊性和可热处理性都难以得到保证,力学性能的提升也并不明显。现阶段国内真空压铸技术水平不高,研究不够深入的主要原因在于,对真空压铸中影响型腔真空压力的诸多环节缺乏系统深入的理论分析和实验研究,高真空压铸工艺尚不成熟。因此,设计高真空压铸系统并使其与压铸工艺有效的结合起来,有效地实现高真空压铸技术是工业生产过程中亟待解决的问题。
另一方面,在前期高真空技术的限制下,压铸件的性能也因后续的热处理工艺的研究停滞不前而受到限制。在传统压铸条件下,与压铸态相比,在较高的固溶温度和较长的固溶时间处理下,压铸件表面有鼓泡现象出现,从内部组织可以看出,铸件内部的孔洞存在膨胀扩大现象。而随着固溶温度及时间的下降,铸件的表面鼓泡现象逐渐消失,且内部组织观察不存在孔洞膨胀现象。因此,对于传统压铸件,国外生产厂家主要采用短时低温热处理工艺来提升铸件性能。而对于高真空压铸件,由于基本消除了气孔的存在,国外生产厂家即可根据不同需求采取不同的热处理方式来达到铸件的要求。鉴于目前我国真空压铸技术水平与国外有一定的差距,对真空压铸件后续的热处理及焊接工艺的研究较少,因此,在学术界及工业界亟需相关研究,从而为后续高真空压铸件的热处理及焊接工艺奠定基础。
2.2.3 目标
1)预计到2020年,要达到的目标:
完成高真空压铸系统(<5 KPa)的研究开发,建立不同模具型腔特征的抽真空系统的适应性研究。并针对不同高真空系统,完成相应压铸工艺参数的配合研究。
2)预计到2025年,要达到的目标:
结合已建立的高真空压铸系统,针对相应零件,建立符合标准的热处理工艺。并建立相应热处理工艺与性能之间的联系,为日后产品开发提供参考数据。
3)预计到2030年,要达到的目标:
在前期基础上,建立典型高真空压铸件工艺-组织- 性能关系数据库,并结合车身结构件需求,实现汽车结构件的自主设计及工艺开发。
2.3 可溶型芯压铸技术
2.3.1 现状
随着汽车、通讯电子及航空工业的发展,零件的设计越来越复杂,常设计有许多数量不等、形状各异的复杂孔或内腔等。这些复杂孔或内腔有些可直接采用机械加工的方法形成,但绝大多数只能采用铸造工艺直接形成。而采用传统的砂型、金属型、低压铸造等,生产效率较低,成本较高,不能满足大规模生产的需要。因此,国外许多生产厂家利用可溶型芯压铸技术来替代其他铸造工艺,用以生产带有复杂孔或内腔的零件。采用可溶型芯压铸技术是一项简单易行的工艺措施,可以满足具有复杂结构的产品要求,成本降低,所生产的铸件具有尺寸精度高,表面质量好等优点。
当前常用的型芯材料及成形工艺主要是针对其他铸造工艺所开发设计的,而型芯的质量极大的影响着最终铸件的质量和性能。常用的型芯有砂芯、塑料型芯、低熔点金属型芯及无机盐型芯。其中砂芯成形工艺简便,但表面较为粗糙;塑料型芯高温性能较差,低熔点金属型芯表面质量较好,但成本相对较高;无机盐型芯可根据不同要求选择不同的成形工艺,型芯溶解工艺简单,但对铸件表面易造成损伤。 型芯的成形工艺主要包括高压挤压成形、喷射成形和铸造+ 压实成形,其中:高压挤压成形可制备出具有良好力学性能及防潮性能,孔洞含量较少及可进行机加工的型芯,但其缺点是适用于简单形状的型芯;喷射成形可制备出形状较为复杂的型芯,但其缺点是型芯的力学性能及表面质量较差,孔洞含量较多;铸造+ 压实成形可制备出具有良好力学性能及表面质量,且尺寸精度高的型芯,但其缺点是设备投资较大,且耗能较大,型芯成形过程中缩孔较多。
综上所述,可溶型芯压铸技术的应用关键是开发设计出具有优良性能且适用于压铸生产的可溶型芯材料及其相应的成形工艺。在满足尺寸精确、表面光洁、可长期储存、具有良好的力学性能的条件下,如何降低成本,将成为此技术发展的重中之重。
2.3.2 挑战
可溶型芯压铸技术克服了传统压铸过程中分型面对零件形状设计过程中的束缚,可大批量、规模化生产具有复杂孔及内腔的零件。这一技术在国外尚处于起步阶段,大部分的研究主要集中在型芯材料和成形工艺的选择、优化及开发,而对于可溶型芯压铸技术及所生产的铸件质量的研究鲜有报道,国内在这方面的工业基础及研究工作基本处于空白。由于压铸具有生产效率高、经济指标优良等优点,随着各行业的发展,对具有复杂孔及内腔零件的数量及质量的要求会越来越高,传统砂型铸造等将难以满足需求,因此需要发展可溶型芯压铸技术来应对这方面的挑战。
2.3.3 目标
1)预计到2020年,要达到的目标:
开发多种力学性能及成形性能良好的压铸用型芯材料,来满足不同零件的需求。
2)预计到2025年,要达到的目标:
开发经济指标优良,生产效率高,产品质量优良的压铸用型芯成形工艺及设备,来满足压铸型芯大批量的需求。
3)预计到2030年,要达到的目标:
对可溶型芯压铸技术进行系统研究,建立技术-应用- 成本曲线,并对相应技术进行升级,降低成本。
2.4 智能压铸技术
2.4.1 现状
当前压铸产品的设计及生产方案均是运用CAD及CAE 相结合的方式,在实际生产经验的基础上进行的,而针对实际生产过程中出现的问题则多数依靠实际经验进行分析并采取措施。随着“工业4.0”的提出,智能压铸技术也应运而生,欧盟EU- FP7 资助的MUSIC项目即是针对压铸生产智能控制及自学习系统所设立的,其在产品设计初期采用CAD及CAE 相结合的方式,进行压铸产品的设计及生产方案的确定,并在实际生产过程中监测各生产参数,包括金属溶液温度、含气量、夹杂物数量,模具温度、型腔压力,压射速度、压力和压铸各工艺参数等,通过所监测的数据来预测产品的质量,并利用其专家系统来给出解决压铸过程中所出现问题的解决方案,通过智能控制系统进行相应调整,以获取优良铸件。针对智能压铸技术的研究,主要集中在以下几点:
1)传感器监测系统
压铸技术可以规模化生产优质的复杂薄壁零件,但其对工艺参数较为敏感,理想工艺参数范围较小,在实际生产过程中,任何影响实际压铸工艺参数的因素都有可能导致压铸废品率的上升。因此,建立可实时监测、灵敏度较高的传感器监测系统是智能压铸技术实施的关键,是智能压铸技术的“感知器官”。而对诸如金属溶液、压铸机参数、喷涂修整、工艺条件的实时监控,无疑对技术的开发起着重要的作用。
2)专家系统
专家系统是智能压铸技术的核心环节,是智能压铸技术的“大脑”。其主要作用是分析传感器检测系统所采集的数据,根据其智能化及自认知系统来预测每一次压铸过程所生产的零件质量,已实现将废品自动区分。另一方面,专家系统还可分析现有压铸工艺所存在的问题,根据实时监测的工艺参数,分析问题出现的原因,并根据现实的可操作性给出相应的解决措施。目前,欧盟的MUSIC项目已针对AUDI公司的减震塔零件建立了相应的系统。
3)智能控制系统
智能控制系统是智能压铸技术的终端控制系统,是智能压铸技术的“效应器”。其主要是执行专家系统分析问题后所给出的解决措施。国外已经可以对金属溶液含氢量,压铸生产过程中的喷涂过程以及真空压铸过程中型腔中的湿度等进行智能控制。如专家系统可通过分析金属溶液中含氢量的变化,借助智能控制系统的操控,开启除气装置,并根据含氢量调整每一次除气处理的参数;专家系统通过分析铸型表面温度采集系统所采集的铸型表面温度变化,并结合理想的铸型表面温度变化,调整每一次压铸过程中喷涂阶段所需的时间及喷涂量等参数,通过智能控制系统来控制喷涂阶段,以达到较为理想的铸型表面温度等。
2.4.2 挑战
当前,随着人力成本的上升以及物联网的发展,各国均在大力发展智能制造技术。尤其是欧盟,其在“工业4.0”的基础上,针对压铸行业提出“HPDC foundry 4.0”,并设立MUSIC(金属压铸成形及塑料注塑成形多层次智能化控制及自认知系统)项目,联合16家单位(包括高校、软件公司、传感器公司及压铸件终端使用商等)开展了为期4 年的研究开发工作,内容包括传感器监测系统、专家系统和智能控制系统等。相比之下,我国压铸行业整体水平不高,自动化程度较低,虽然已有相关传感器对压铸过程进行监测,但在数据分析和智能控制阶段基本处于空白。随着我国《中国制造2025》的提出,作为规模化生产且劳动密集型产业的压铸行业,势必要在智能化制造方面进行大的变革,来提升压铸行业的技术水平。因此,在硬件开发、软件数据处理及分析等方面均面临着较大的挑战,如传感器监测系统中的温度、压力等传感器设计及制造,智能控制系统中浇料机械人、喷涂机器人的控制和专家系统中数据处理及分析软件的开发等。
2.4.3 目标
1)预计到2020年,要达到的目标:
实时生产参数的精准化,即时化及集成化。即实现生产过程中,能即时精确的获取实际生产的各相条件及参数,并对所获数据进行即时集中处理,以供分析。
2)预计到2025年,要达到的目标:
建立压铸专家系统,针对不同参数变化,条件更改,及时作出准确有效的指令,并反馈至压铸机及周边设备中,精准调节。
3)预计到2030年,要达到的目标:
设计开发出具有自主知识产权的智能压铸集成技术,并针对不同压铸设备进行配套。最大程度实现压铸生产过程的无人化及智能化,提升压铸技术水平,加快压铸产业升级。
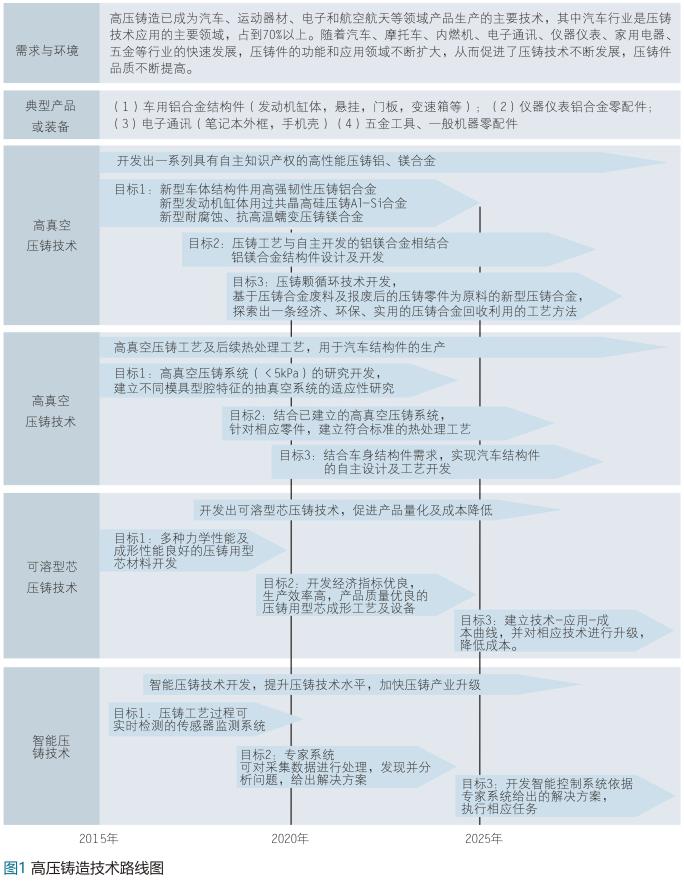
3、 技术路线图
高压铸造技术路线图如图1所示。

 26.51万
26.51万

 26.78万
26.78万
 9768
9768
 1.79万
1.79万
 1.48万
1.48万
 1.18万
1.18万
 1.46万
1.46万
 1.53万
1.53万
 1.47万
1.47万
 1.98万
1.98万
 1.65万
1.65万
 1.04万
1.04万
 1.33万
1.33万
 1.47万
1.47万
 8007
8007
 1.21万
1.21万
 1.25万
1.25万
 1.36万
1.36万
 8119
8119
 7142
7142
 798
798
 517
517
 429
429