














文:广东鸿图南通压铸有限公司 王悦民,杨迎风 姜先锋 丰亮
摘要:为了消除铸件的气缩孔缺陷,在压铸模具定模侧增加了一种新型局部挤压换向机构。该机构能够在不增加定模模具厚度的情况下应用局部挤压工艺防止铸件热节位置形成气缩孔。该新型局部挤压换向机构不仅设计精巧、节约空间、故障率低、使用可靠,并且构件价格低廉,值得推广应用。
关键词:压铸模具;挤压销;局部挤压;换向;气缩孔
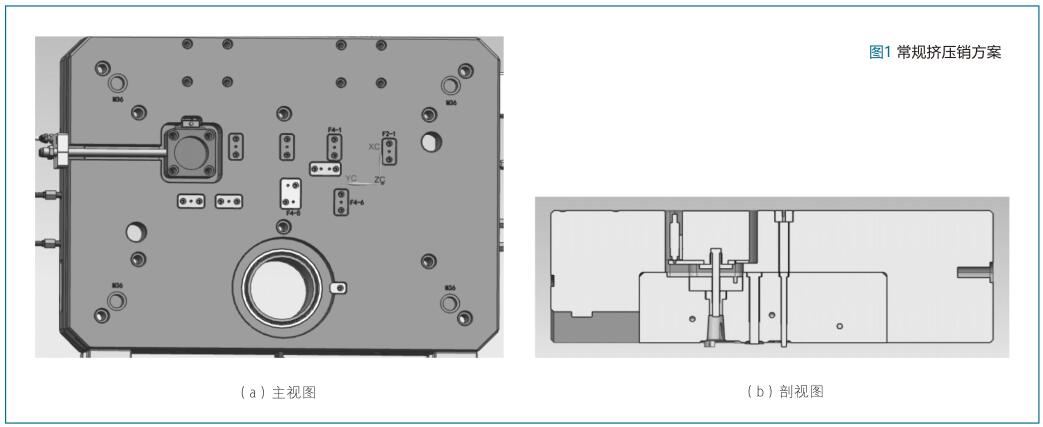
采用压铸工艺方法生产时,由于压铸件产品的结构多样性,某些压铸件内部局部壁厚较厚且内部有较多通道,容易产生缩孔、缩松等铸造缺陷。为了解决上述问题,部分企业尝试在模具上设置一些如挤压销等附属结构,通过对铸件厚壁处进行局部挤压以消除内部缩孔和缩松缺陷。目前,压铸行业大部分的压铸模具使用如图1所示的挤压形式:通过挤压油缸推动挤压销运动,从而实现对潜在缺陷部位实施挤压。虽然这样可行,但是会因油缸安装空间的问题限制油缸大小,导致顶出力不足,影响实际效果。同时由于油缸安装在模框内部,温度较高密封件易失效,故障率会提高,使用寿命显著下降。
本研究提出了一种新型挤压销设计方案,要点是采用了换向机构,使得制造模具时可将挤压油缸改换为普通油缸,并且油缸无需安装在模框内部,节约了成本的同时减少了油缸故障率,现场生产效果较好。
1、 技术背景
2015年我公司开发了一款盖板类产品,该产品定模侧有一直径28mm、深度45mm的圆柱凸台,此位置壁厚较大,生产过程中发现该位置气缩孔较严重,只凭压铸工艺的调整无法改善这些缺陷,因此决定在定模侧增加挤压销。首次更改常规挤压销设计方案,气缩孔情况得到明显改善。但是由于该产品大体造型是平板,定模框厚度较小,只能采用缸径较小的油缸,偶尔会出现顶出力不足,不能顶到位的现象。为了安放挤压油缸,定模框挖出了较大的空间,这样既影响了模具的结构强度又因为温度过高导致油缸频繁发生故障(密封件失效)。经与模具设计组反复研讨,最终推出了新型挤压销换向机构。
2、 挤压销设计方案
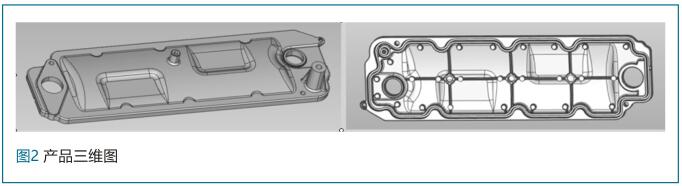
图2为产品三维图,铸件材料为A380,最大外形尺寸531.07mm×154.19mm×60.86mm,重量1.145kg,产品成品体积427.2cm3,表面积2123.8cm2,平均壁厚3.5mm,铸件收缩率1.0055。
2.1 常规挤压销设计方案
在定模框内部挖槽安放挤压销油缸,通过挤压增加局部厚大部位致密性,减少气缩孔。缺点是此处直径12mm的挤压销原本需要采用直径80mm的挤压油缸,但是由于定模空间的限制,只能采用缸径63mm的油缸。生产过程中,偶尔会出现由于顶出力不足,挤压行程不到位,气缩孔不理想的情况。
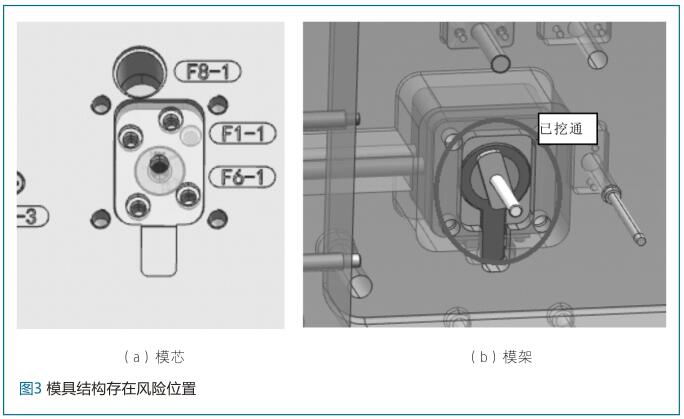
另外如图3所示,为了安放挤压销油缸,定模框相应位置已挖通,挤压销运动过程中油缸头部已伸入模芯10mm,影响模具强度。压铸生产过程中,模具温度较高,可达220~280℃,6万模次之后油缸及行程开关等元件开始出现故障,维修耗时费力影响生产效率。
2.2 改进后挤压销设计方案
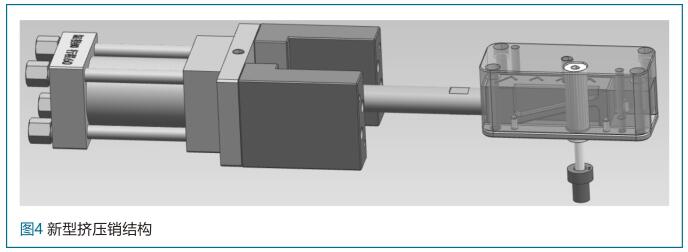
图4为采用改进后的新型挤压销结构。该方案特点:此结构挤压销运行平稳,需要铣出的槽比原有方案小约30%,且不会贯通定模框,提高了模具强度。由于油缸设计到了侧面,对于缸径的限制解除,并可选用普通油缸,成本降低且保证了顶出力,不会出现挤压不到位的现象,同时油缸和行程开关等部件也不会因为高温而产生故障。
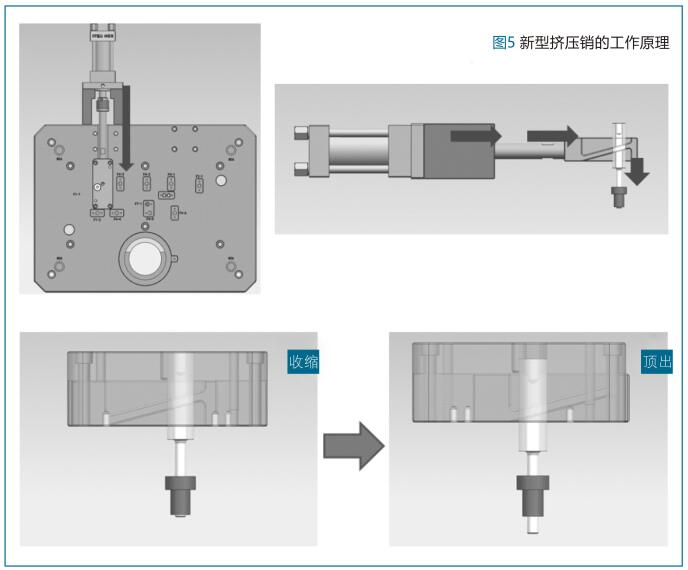
2.3 新型挤压销的工作原理
新型挤压销工作原理如图5所示。在铝液进入型腔达到半凝固状态时,模具外侧的普通油缸接到信号,给出一个向下的力,带动相连的连杆及转向块一起向下运动。转向块上设有角度15°的斜面,另外挤压销针台阶上同样开设有角度15°的斜槽,转向块与挤压销针相互配合,当转向块运动时斜面将向下的力转换为带动挤压销针向垂直方向运动的力,达到挤压产品厚大部位的目的。转向块与挤压销台阶配合面的斜度需要根据实际模具的参数精确计算,并不是固定的。转向块周围需制作导向块,以保证机构平稳运行。
2.4 新型挤压销的缺点
本结构采用的侧向油缸需克服导向块以及挤压销的摩擦力和额外的水平分力,因此油缸缸径需视具体情况加大。另外,此结构中的换向块工作条件恶劣,需要承受多个方向的力,即使采用了热处理过的耐磨性好硬度高的材料如H13仍会出现磨损变形的情况,需要定期检修。
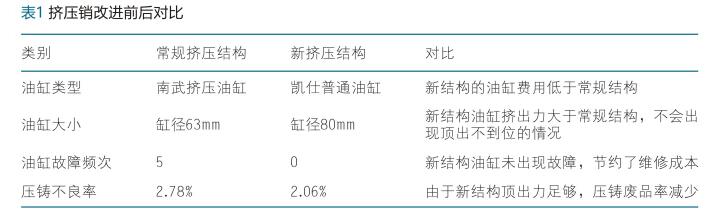
2.5 两种方案对比
常规挤压销设计方案和改进后挤压销设计方案对比见表1。
3 、模具设计与制造注意事项
(1)转向块与挤压销针的配合斜面角度需根据实际模具厚度及挤压行程精确计算。
(2)转向块与挤压销针的配合斜面加工制造时要严格控制尺寸公差,避免出现运行卡顿的现象。
(3)转向块与其外侧的导向块制造时要严格控制尺寸公差,避免出现运行卡顿的现象。
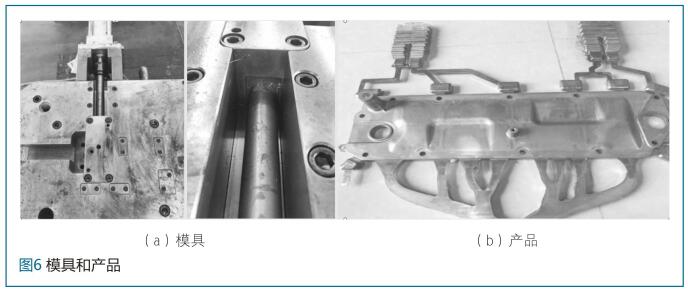
模具和铸件产品实际图片见图6。
4 、结束语
常规挤压销结构设计成熟,机构稳定,在实际生产中应用广泛。新型挤压销主要适用于定模空间不足但仍需增加局部挤压的情况,具体配件的尺寸需根据实际情况设计,此结构节约了模具成本,提高了模具强度,降低了故障率,在实际运用中具有明显的效果。

 24.41万
24.41万

 24.62万
24.62万
 9487
9487
 1.74万
1.74万
 1.3万
1.3万
 1.08万
1.08万
 1.43万
1.43万
 1.47万
1.47万
 1.42万
1.42万
 1.89万
1.89万
 1.59万
1.59万
 1.01万
1.01万
 1.29万
1.29万
 1.38万
1.38万
 7217
7217
 1.17万
1.17万
 1.2万
1.2万
 1.26万
1.26万
 7505
7505
 6518
6518
 224
224


















