














本文作者:
1、中信重工机械股份有限公司 刘志广、阮佳琪、程波、郭存红、王富勇、张宏洲、李建强、高腾蛟
2、智能矿山重型装备全国重点实验室 程波、王富勇、
3、洛阳矿山机械工程设计研究院有限责任公司刘志广、阮佳琪、程波、郭存红、张宏洲、李建强、高腾蛟、
摘要:随着压铸机锁模力吨位的增大,两板式合模机构的应用越来越普遍。通过分析合模机构的工作原理及受力情况,得出哥林柱所承受最大拉力F由锁模力和部分胀型力构成的结论。针对哥林柱两端的螺纹连接轴向载荷分布不均的现象,提出一种基于逆向设计理论的轴向载荷均匀分布的连接结构,根据拉力F确定结构尺寸,并用有限元方法进行了验证,优化后的结构可以通过变间距的环形牙结构实现轴向载荷均匀分布,提高连接强度,为压铸机的设计提供理论依据。
关键词:压铸机;载荷均布;逆向设计;变间距;抱闸螺母
引 言
压铸机是压铸生产中的关键装备。随着一体化压铸技术的兴起,大型压铸机的锁模力吨位呈阶梯式增长趋势,已经从6000t增大到16000t。合模机构的功能是提供足够的锁模力,保证金属液高速充型时模具不被胀开。两板式合模机构因具有自动适应模具受热膨胀时的厚度变化及快速调模等优点,在大型压铸机上应用越来越普遍。两板式压铸机普遍采用等螺距式抱闸螺母联接,这种结构加工简单,但是会出现螺牙受力不均匀,受力大的螺牙先损坏的现象。
本文作者通过系统分析合模机构的受力情况,得出哥林柱承受拉力的构成要素,并提出一种载荷均匀分布的抱闸螺母联接结构,可以有效降低螺母的最大应力,提高螺纹副的连接强度,从而降低压铸机的故障率。
1、两板式合模机构的结构与工作原理
典型的两板式合模机构主要部件有定模板、动模板、哥林柱、底座及导轨、合模油缸、随动锁紧机构等,如图1所示。
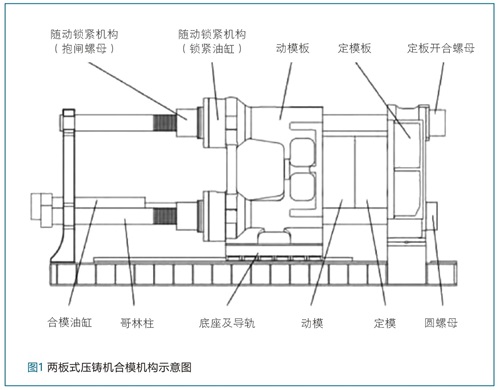
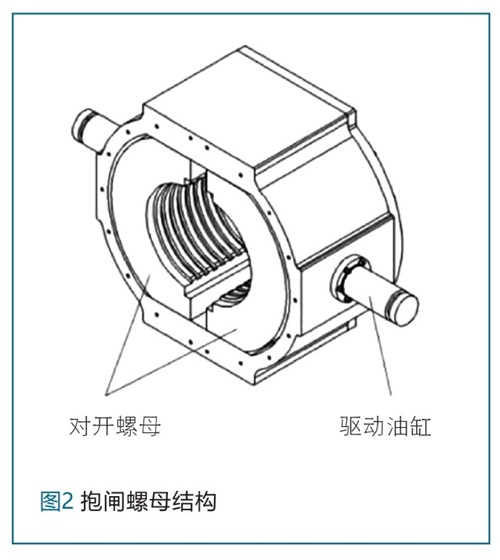
模具分为动模和定模两部分,其中动模安装在动模板上,定模安装在定模板上。合模油缸驱动动模板往复移动,实现模具的开合模功能。模具合模后,随动锁紧机构上的抱闸螺母动作,抱紧哥林柱,锁模油缸的活塞杆通过推动抱闸螺母轴向移动,进而在哥林柱上施加拉力,实现模具锁紧,抱闸螺母结构如图2所示。
2、合模机构受力分析
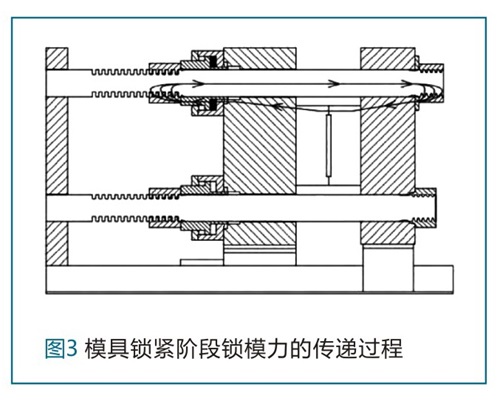
合模机构在工作过程中的受力状态分为模具锁紧状态和压射充型状态两个阶段。模具锁紧阶段力的传递过程如图3所示,锁紧油缸右腔充入高压油,活塞杆推动抱闸螺母向左移动,抱闸螺母通过环形牙将推力传递到哥林柱上,哥林柱受拉,通过右侧的螺纹将拉力传递到定板开合螺母/圆螺母上,定板开合螺母/圆螺母受压,压力通过定模板—模具—动模板最终传递到锁模油缸的缸体上,与无杆腔高压油作用在缸体上的力抵消,形成一个闭合的力流线图。
压射充型阶段力的传递过程如图4所示,模具型腔充入金属液,产生胀型力,胀型力有推开动模板的趋势,从而将推力通过锁模油缸—抱闸螺母作用到哥林柱上,哥林柱进一步受拉,通过右侧的螺纹将拉力传递到定板开合螺母/圆螺母上,定板开合螺母/圆螺母受压,压力通过定模板传递到模具上,与金属液作用到模具上的力抵消,形成另外一个闭合的力流线图。
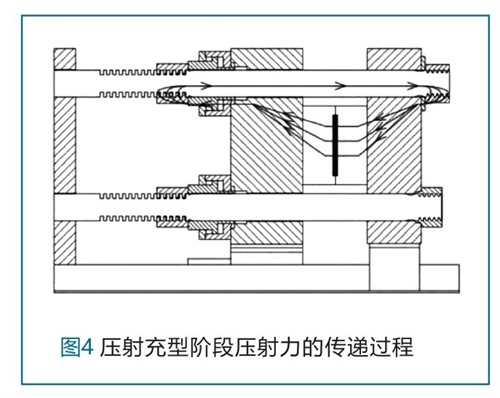
需要注意的是,压射充型时锁模油缸无杆腔保持高压状态不变,此时的锁模油缸可以理解成刚体。
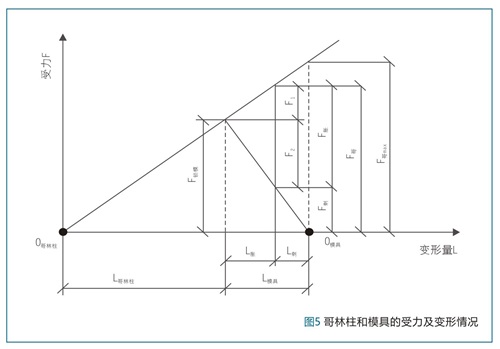
哥林柱和模具的受力-变形情况如图5所示,横坐标表示变形量,纵坐标表示力的大小。
模具锁紧阶段,哥林柱受拉力F锁模,此时伸长量为L哥林柱,模具受压力F锁模,模具的压缩量为L模具。压射充型阶段,胀型力为F胀,此时胀型力由哥林柱和模具共同承担,分别承担F1和F2,伸长量均为L胀。图中F哥是压射充型状态下哥林柱受到的总拉力,是锁模力F锁模和所承担部分胀型力F1的和。
图中F剩指的是充型状态下两半模具之间剩余的锁紧力,当F剩等于零时,F胀=F哥,是压铸机能承受的最大胀型力,此时也是哥林柱受到的拉力最大的状态,为F哥max,胀型力F胀继续增大时,模具会胀开,铸造产品出现飞边,甚至出现飞料的情况。
由上述分析可知,在锁模阶段,哥林柱所受的拉力与锁模力相等;在压射阶段,哥林柱所受的拉力等于锁模力和部分胀型力的和。
3、合模机构优化设计
在机械机构中,为了改善螺纹联接时的载荷分布不均情况,常采用悬置螺母、环槽螺母、内斜螺母等结构实现。上述改进结构均可以在一定程度上缓解各螺纹间载荷分布不均的现象,但仍然是第一圈螺纹处受力最大,并没有做到轴向载荷完全均匀分布。
3.1 优化设计
下面基于逆向设计理论,提出一种可以实现轴向载荷在各环形牙上均匀分布的结构,设计流程如图6所示。
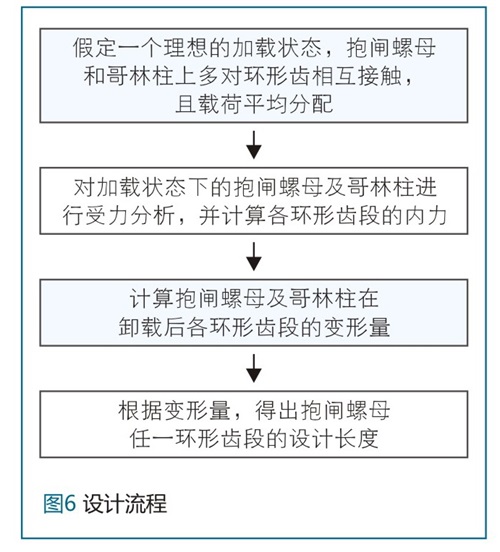
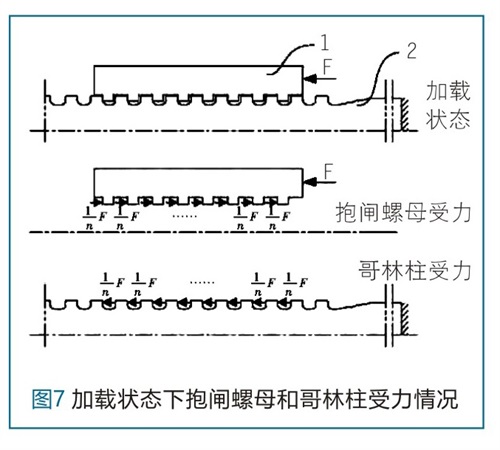
第一步:假设抱闸螺母和哥林柱在承受拉力F时,对应的n对环形牙相互接触,且载荷分配均匀,每个环形牙受力为F/n,如图7所示。
第二步:假设在任一环形段s处断开,分别对哥林柱和抱闸螺母进行研究,取左侧为研究对象,计算截面上的内力,如图8所示。
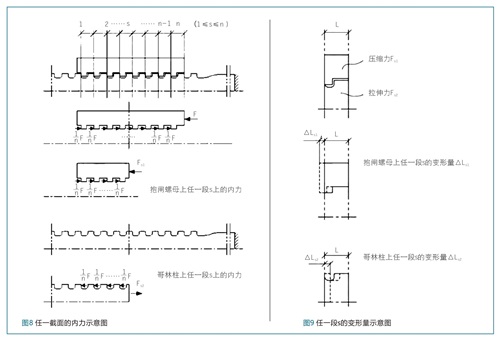
抱闸螺母和哥林柱在s段处的内力为:Fs1=Fs2=s/n×F(1)
式中:Fs1是抱闸螺母上任一段s上的内力,Fs2是哥林柱上任一段s上的内力。
第三步:计算卸掉轴向载荷F时,抱闸螺母和哥林柱上任一环形段s的变形量,如图9所示。
根据杆件在受拉伸或压缩时的变形规律,当应力不超过比例极限时,杆件的伸长或压缩量△L和杆件的长度L成正比,与横截面积A成反比。
△L=(F×L)/(E×A)(2)
式中:E是弹性模量,与材料的性能有关。
卸载后,抱闸螺母上任一环形牙段s上的压缩量释放,变形量为:
△Ls1=(Fs1×L)/(E1×A1)(3)
哥林柱上任一环形牙段s上的伸长量缩回,变形量为:
△Ls2=(Fs2×L)/(E2×A2)(4)
第四步:将变形量△L与初始长度L叠加,得出抱闸螺母及哥林柱任一环形齿s段的设计长度。
任一环形齿s段抱闸螺母的设计长度为:
Ls1=L+△Ls1(5)
哥林柱的设计长度为:
Ls2=L-△Ls2(6)
长度差值为:△s=Ls1-Ls2=△Ls1+△Ls2(7)
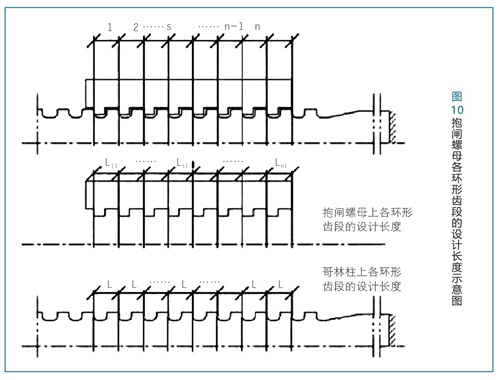
更换不同厚度的模具时,抱闸螺母需要在哥林柱上任意的环形牙位置锁紧。这就要求哥林柱的环形牙需要设计成等间距,故将第三步中哥林柱任一环形齿s段的变形量△Ls2叠加到抱闸螺母环形齿s段上,如图10所示,任一环形齿s段哥林柱的设计长度:Ls2=L(8)
任一环形齿s段抱闸螺母的设计长度:
Ls1=L+△Ls1+△Ls2(9)
这样既能确保任一环形s段处抱闸螺母和哥林柱的长度差值△s不变,满足轴向载荷均匀分布的变间距要求,又能实现抱闸螺母和哥林柱任意环形牙位置锁紧。
3.2 设计验证
以某台7500t两板式压铸机的哥林柱和抱闸螺母模型为例,通过上述方式进行优化设计。哥林柱材质42CrMo,外径500mm,螺母材质40Cr,外径1000mm,共有10个环形牙分担轴向载荷,锁模力F锁模设定7500t,压射胀型力F胀设定6800t,其中由哥林柱承担的胀型力F1为1400t,取1.1倍安全系数,1.2倍偏载系数,单根哥林柱的最大轴向载荷F为:
F=[a1×a2×(F锁模+F1)]/4(10)
式中:a1为安全系数,取1.1;a2为偏载系数,取1.2。
将数据代入式(10)可得单根哥林柱的最大轴向载荷F为3000t。
假设第一颗环形牙上抱闸螺母和哥林柱的长度差值为△s,优化后的结构如图11所示。
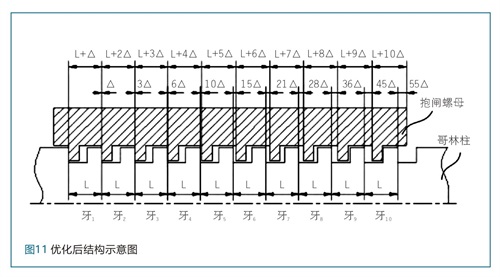
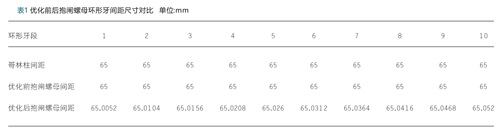
抱闸螺母环形牙间距尺寸对比如表1所示。
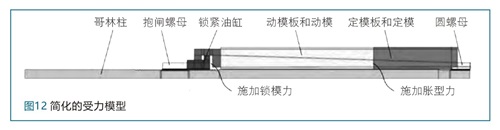
研究环形牙的受力情况时,假设锁模力由四根哥林柱平均承担,为便于计算,模型采用轴对称图形,假设变形全在弹性范围内,简化成如图12所示。
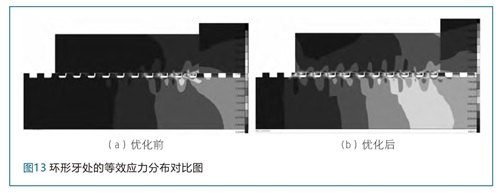
依次施加锁模力和胀型力,哥林柱和抱闸螺母处的等效应力分布如图13所示。优化后各环形牙的等效应力分布更加均匀。
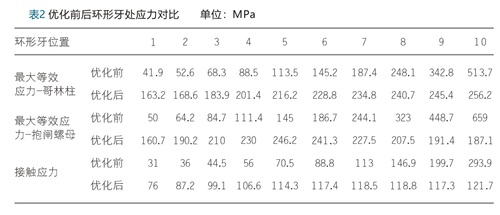
取各环形牙处哥林柱和抱闸螺母的最大等效力值及接触应力值如表2所示。经过对比分析,优化后各环形牙的载荷分布明显更趋均匀。以哥林柱为例,第一圈环形牙和最后一圈环形牙的最大等效应力仅相差93MPa,而优化前,这个数据是471.8MPa。
哥林柱环形牙上最大等效应力值从513.7MPa降至256.2MPa,降幅达50.1%,如图14所示。
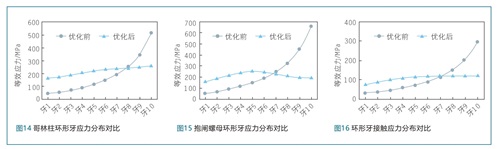
抱闸螺母环形牙上最大等效应力值从659MPa降至187.1MPa,降幅达71.6%,如图15所示。
环形牙接触应力值从293.9MPa降至121.7MPa,降幅达58.6%,如图16所示。
由于模型简化及计算数值的舍入误差,导致优化后的各环形牙上等效应力及接触应力并非完全相等,但是第一圈和最后一圈环形牙的应力差值明显减小,各环形牙的应力值连线明显趋于水平,由此可见,上述变间距环形牙结构可以实现均布轴向载荷,提高连接强度的目的。
4、结论
(1)明确哥林柱在压铸机工作过程中所承受拉力的构成要素,在锁模阶段所受的拉力与锁模力相等,在压射阶段所受的拉力等于锁模力与胀型力中哥林柱承担部分的和。
(2)提出一种变间距的环形牙抱闸螺母结构及设计方法,能够实现轴向载荷均匀分布。
(3)利用有限元方法验证了设计方法的可行性,为大型压铸机的设计提供理论依据。

 26.57万
26.57万

 26.84万
26.84万
 9780
9780
 1.8万
1.8万
 1.48万
1.48万
 1.18万
1.18万
 1.47万
1.47万
 1.54万
1.54万
 1.47万
1.47万
 1.98万
1.98万
 1.66万
1.66万
 1.04万
1.04万
 1.33万
1.33万
 1.47万
1.47万
 8022
8022
 1.21万
1.21万
 1.25万
1.25万
 1.36万
1.36万
 8136
8136
 7157
7157
 814
814
 526
526
 444
444


















