














文:华南理工大学 聚合物成型加工工程教育部重点实验室,聚合物新型成型装备国家工程研究中心 刘斌、蔡振林、叶红叶、文劲松
引 言
压铸模服役过程中的工作环境恶劣,模具零件表面不仅需要承受高速金属液的冲刷,还要经历合模、压射、开模、冷却过程中剧烈的热交换,故压铸在生产过程中容易出现疲劳裂纹、断裂、磨损以及冲蚀等缺陷。如果不能及时发现并采取应对措施,模具零件缺陷会对正常的生产活动产生影响,不仅会导致零件生产质量出现问题,而且会引发安全隐患,甚至造成严重的安全事故。所以对模具零件缺陷的实时检测尤为重要,传统的巡检方法劳动强度大、耗费人力且检测正确 率不一定能达到要求。
近年来,随着计算机软硬件技术的发展,机器视觉检测技术逐渐被广泛应用于模具缺陷的检测中,相较于人工检测,机器视觉检测具有准确性强、效率高以及能够实现实时检测的特点。
1、压铸模常见缺陷及表现形式
压铸成型过程中,由于压铸模长时间工作在高温、高压和高速等恶劣环境,其容易产生缺陷,常见缺陷主要包括:凹陷、型芯塑性变形、磨损、断裂、热疲劳裂纹、粘模和溶蚀等。
1.1 凹陷缺陷
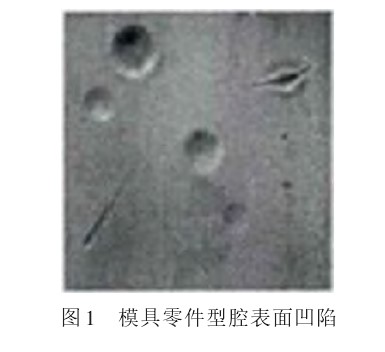
模具零件型腔表面凹陷如图1所示,凹陷缺陷表现为型腔内壁上产生凹坑或剥落,这种现象产生的原因有2种:
①模具零件材料的疏松与气孔;
②模具材料存在非金属夹杂物与粗大的液析碳化物。若模具零件型腔表层存在气孔与疏松,当受到高温金属液体的反复冲蚀时,孔隙逐渐扩大,最终形成较大的孔穴;当型腔表层存在夹杂物和粗大液析碳化物时,在热循环中将产生应力,使夹杂物和粗大液析碳化物变形不协调,在界面上可能引起裂纹,导致夹杂物或粗大液析碳化物与金属基体脱开而形成剥落凹坑,并在熔融金属液的侵蚀作用下逐渐扩大。
1.2 型芯塑性变形
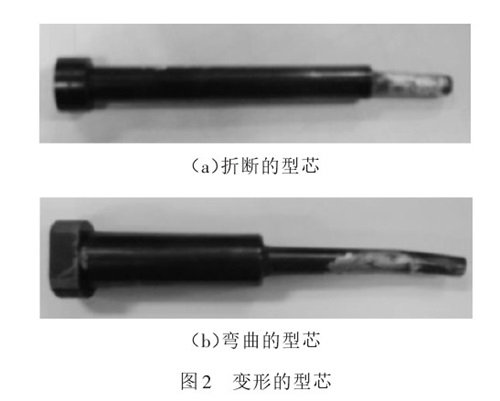
型芯塑性变形是常见的压铸模缺陷。在压铸过程中,型芯的主要缺陷形式为折断与弯曲变形。型芯的作用是使铸件在开模方向或非开模方向形成孔或凹位,故会在工作过程中产生一定的压缩应力。如型芯的韧性较好,则可以抵抗熔融金属液对型芯的冲击,但细长的型芯容易被折断。型芯可看作一种悬臂梁,在工作过程中受到金属液冲击时的弯矩,可能会产生一定程度的弯曲。图2(a)所示为折断的型芯,图2(b)所示为弯曲的型芯。
1.3 磨损缺陷
压铸模的磨损缺陷是由热、化学腐蚀及机械载荷三方面因素造成。压铸模长时间在高温条件下工作,会使模具零件表面材料的强度降低,这样更容易受到熔融金属液的冲击侵蚀。为保证压铸制件的质量,生产过程中会进行保压,有可能会使模具零件型腔表面出现刮伤等情况,在新伤与侵蚀的共同作用下导致磨损更加严重。
1.4 断裂缺陷
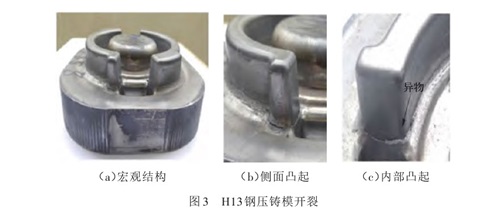
断裂缺陷分为整体脆性断裂与热疲劳开裂等,当出现机械载荷过载或热过载时,有可能导致模具零件整体脆性断裂。热疲劳开裂一般是由微小疲劳裂纹导致,裂纹附近容易出现应力集中现象,如果不及时发现,裂纹会越来越大,直至断裂。图3所示为H13钢压铸模开裂。
1.5 热疲劳裂纹
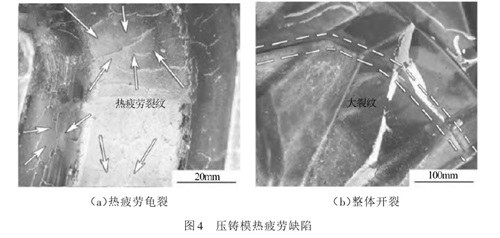
热疲劳裂纹是压铸模最常见的缺陷形式,占缺陷类别比例较大 。压铸过程中 ,压铸模在300-800℃的热循环及脱模剂导致的拉应力与压应力交变循环的环境下,反复经受急冷、急热所造成的热应力,导致在型腔表面或内部热应力集中处逐渐产生微裂纹,其形貌多数呈现网状,也有呈放射状,称龟裂。热应力使热疲劳裂纹继续扩展成宏观裂纹,导致压铸模失效。图4(a)所示为热疲劳龟裂,图4(b)所示为由热疲劳引起的整体开裂。
1.6 粘模缺陷
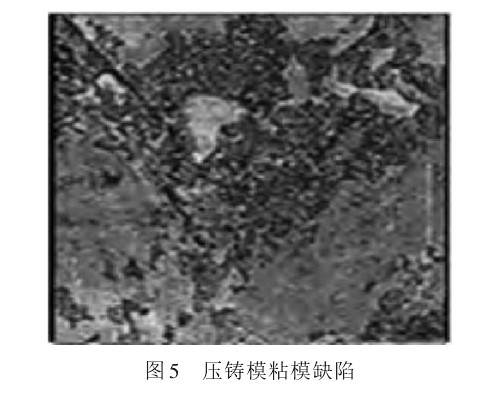
粘模缺陷本质是压铸合金和模具零件结合在一起,压铸材料粘在模具零件表面。在压铸模工作过程中,会受到熔融金属液的物理化学作用,导致模具型腔表面出现细小的凹坑,这些凹坑会随工作时间的延长而变大,最后导致模具零件表面氧化层被大面积破坏,从而与熔融金属液形成合金相,最终会在表面形成一层过渡层。熔融金属液与过渡层接触的部分会相互产生粘附,在脱模时导致制件表面受损,压铸模粘膜缺陷如图5所示。
1.7 溶蚀缺陷
溶蚀缺陷一般出现在采用活泼合金压铸的模具上,如Zn、Al、Mg等。溶蚀缺陷既有化学作用,也有物理作用,介于腐蚀与冲蚀之间。溶蚀缺陷仅出现在受到熔融金属液直接冲击的部位,即模具的型芯、型腔表面或硬度偏软处,压铸模溶蚀缺陷如图6所示。

2、机器视觉在模具零件缺陷检测中的应用
机器视觉检测技术属于在线无损检测方法,在缺陷检测中表现较好,如在以模具零件为对象的检测中,多用于模具保护、模具尺寸测量与模具定位等,可对模具零件中的异物、制件缺陷、制件脱模不良以及嵌件错位等问题进行检测,而对于模具零件型腔表面缺陷的检测研究较少。
模具零件表面缺陷检测属于机器视觉技术应用方面,利用计算机视觉模拟人类视觉功能,在每一次开模时进行图像的采集处理、计算,最终进行实际检测、控制和应用,可以及时发现模具零件的缺陷,以免造成重大损失。
以下介绍3种基于机器视觉技术的模具检测系统。
(1)精密模具零件破损检测系统。
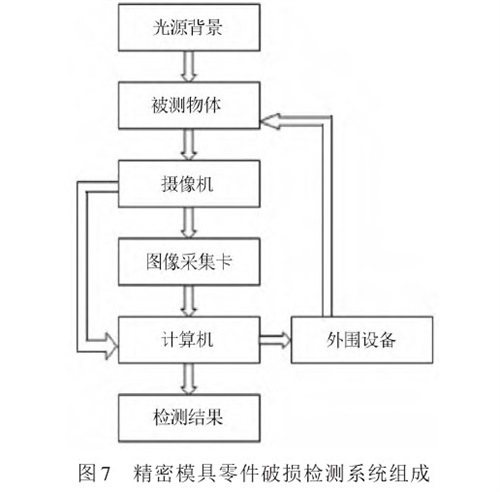
传统的精密模具零件检测方式有人工检测及高斯曲线拟合检测等技术。人工检测劳动强度大、成本高、检测准确率低,有时检测使用的工具可能损伤模具零件表面。针对这个问题,谢俐等设计了一种精密模具零件缺陷检测系统,该系统主要包括模具零件图像采集、模具零件图像处理、模具零件检测结果输出以及显示等操作过程,具体组成结构如图7所示。
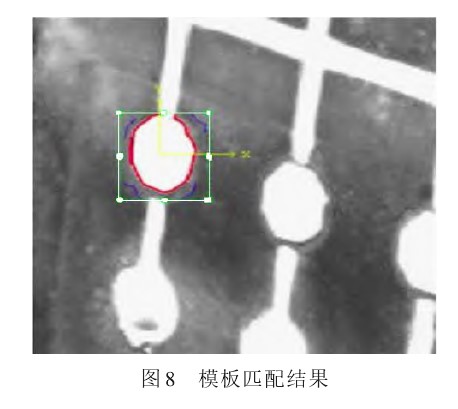
(2)监测系统。模具在生产过程中偶尔会出现异物等异常情况,如果采用人工监视,耗费人力物力,但如果不进行监视,有可能会损坏模具,影响工程进度。彭娟等用机器视觉技术对注射模监测系统进行了研究,采用几何轮廓信息模板匹配并配以报警器,解决了模具在生产过程中出现异物的问题。图8所示为采用几何轮廓信息特征作为标准模板的结果,其中由计算机模拟的型腔边缘轮廓(椭圆形)为标准模板的特征结果,在矩形方框中靠近4个角的4条曲线为潜在模板特征。
(3)压铸模缺陷检测系统。为了防止在压铸生产过程中由于模具零件缺陷导致工作人员受伤及影响生产效率与产品质量的问题,V Y BAZHIN等提出了基于卷积神经网络的模具缺陷检测系统。该系统能及时发现生产过程中模具零件出现的热疲劳裂纹以及碎屑等缺陷,以便及时处理。该系统的视觉检测正确率达到95.1%,而其4.9%的误检率是因为模具零件的裂纹比较小或生产环境中照明不均而导致的阴影问题,不容易被系统检测。
3、基于机器视觉的缺陷检测常用算法
在基于机器视觉的缺陷检测领域中常采用深度学习算法,深度学习算法是机器学习的子集,近年来伴随着图形处理器(graphics processing unit,GPU)的进步,深度学习算法融合了自动化与智能化,被较多学者用于工业缺陷检测领域。深度学习算法对图像分割、目标检测及图片的分类能力颇受学者的青睐。以下介绍这3种图像处理中较为经典的算法 ,如:采用全卷积网络(fully convolutionalnetworks,FCN)算法对图像的分割处理,采用 Yo⁃lo算法实现目标检测,采用卷积神经网络(convolu⁃tional neural network,CNN)算法对缺陷进行分类。
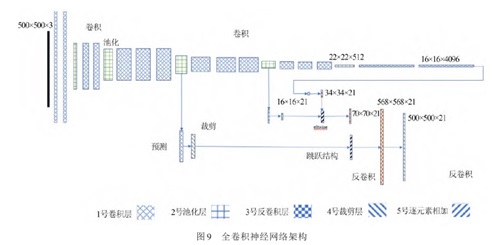
(1)采用FCN算法对图像的分割处理。FCN算法即全卷积神经网络算法,是一种具有像素级别分类能力的网络,常用语义分割。该网络与卷积神经网络的最大区别是不具备全连接层,而是将CNN中的全连接层都转换为卷积层。其中,卷积层、池化层、反卷积层以及跳跃结构为FCN核心功能模块。
全卷积神经网络架构如图9所示。在图9中,1号图例代表卷积层,2号图例代表池化层,3号图例代表反卷积层;FCN中的跳跃结构表示为带箭头的线段所引出的过程;4号图例代表剪裁层,用途是统一尺寸;5号图例代表逐元素相加,目的是融合结果。
FCN更加高效,避免了使用元素块所带来的存储与重复计算问题,可节约系统资源。同时,FCN在接受输入图片的尺寸上更加灵活,但FCN对于分割的结构还不够精细,忽略了空间规整步骤,缺乏空间一致性。在工件的缺陷检测中,由于工件表面的缺陷特征与其背景难以分割,分割后有可能在分割结果上存在大量的噪声,影响检测结果。由于CN的像素级分类特性 ,采用FCN可以解决该问题,工件表面缺陷检测是FCN较为普遍的应用场景之一。
(2)采用Yolo算法实现目标检测。Yolo算法是基于回归的单阶段目标检测算法,属于卷积神经网络,最初版本的Yolo算法由24层卷积层、2层全连接层以及4层最大池化层组成 ,Yolo架构如图10所示。
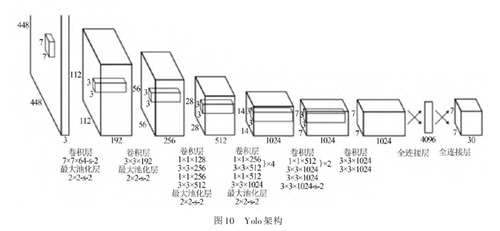
Yolo算法能在应用过程中,可以不通过生成候选区域的方式对物体的类别概率及位置坐标等信息进行预测,因为这个特点相较于两阶段检测算法,Yolo算法检测速度快,但其位置检测精度低于两阶段检测算法,如Faster-RCNN等,Yolo算法还能较好地识别物体的背景。由于Yolo算法具有以上这些特点,比较适合用于工业检测。
(3)采用CNN算法对缺陷进行分类。卷积神经网络是以人类神经元工作模式为理念所设计的一种网络结构,该网络共有5层,按顺序排列为输入层、卷积层、池化层、全连接层和输出层。其中,输入输出层用来接收与输出数据;卷积层、池化层以及全连接层为主要的工作层,对数据进行处理而获得想要的结果。卷积神经网络的架构如图11所示。
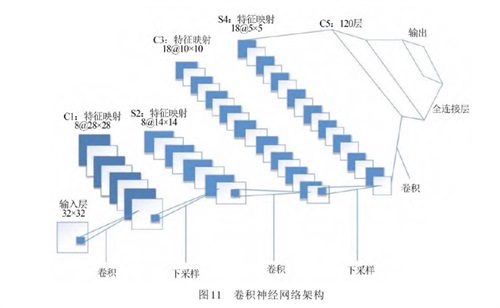
CNN具有卷积核参数共享的特点,可以对高维据进行处理,同时也能够自动提取特征,分类效果优秀。但是CNN网络在处理数据时采用像素块,尽管能够很好地提取局部信息,但容易忽略整体与局部信息的联系;另外由于CNN采用了反向传播算法,当网络到达一定深度时,修改参数会使靠近输入层的参数更迭变慢。
4、结束语
压铸模在生产过程中容易出现各种缺陷,如热疲劳龟裂、腐蚀以及断裂等缺陷,对压铸模的常见缺陷进行了总结,介绍了机器视觉技术在模具行业应用的常用场景,并简要介绍了缺陷检测中的常用算法。
压铸模的生命周期比其他模具短,故对于压铸模的缺陷检测较为频繁。目前,机器视觉技术在压铸模缺陷检测方面的应用较少,对其应用在压铸模的缺陷检测展开研究,较好地契合了智能制造的趋势,具有一定的创新意义。

 27.24万
27.24万

 27.52万
27.52万
 9836
9836
 1.82万
1.82万
 1.5万
1.5万
 1.18万
1.18万
 1.47万
1.47万
 1.56万
1.56万
 1.48万
1.48万
 2万
2万
 1.67万
1.67万
 1.05万
1.05万
 1.34万
1.34万
 1.47万
1.47万
 8193
8193
 1.22万
1.22万
 1.27万
1.27万
 1.38万
1.38万
 8329
8329
 7242
7242
 1006
1006
 725
725
 613
613
















