文: C3P国际工程软件有限公司 阳晓军、何宇祺、陈敬、李秀华
概述
随着轻量化和节能减排的客观需求,工业产品对铝材的需求量也越来越大,零部件材料以铝代钢趋势愈加明显。另一方面, 随着铝材需求量的增加,铝加工业也飞速发展,同时对铝合金材料质量的要求也越来越高。铝合金熔铸是决定铝合金制品性能和质量的关键环节,也是实现铝合金制造业智能化最迫切的流程。
如何获得低成本、高性能、高质量的铝合金产品,从铝合金熔铸生产线的第一个生产环节配料出发,欲求得到最优配比方案,研究基于铝合金熔铸过程智能配料方法是非常有经济价值和社会意义的课题。
问题的提出
配料是铝合金熔铸的第一个生产环节,它直接决定了铝合金产品最终的物理性能、化学性能以及机械加工性能,在铝合金生产中占据非常重要地位。以高压铸造为例,目前原材料、辅料以及直接的熔炼能耗成本几乎占到企业总成本的一半甚至60%。所以如果能在材料环节对成本进行控制,那么企业的受益是非常直接的。
采用智能配料旨在为企业提供快速、高效、优质的铝合金产品配料方案,具有非常重要的意义:
1、 以人工智能方法代替人的脑力劳动,解决非常复杂工艺问题
2、 以质量最优为目标建立铝合金熔铸配料的知识库
3、 能非常显著的降低材料成本、提高铸件质量。
实际中, 铝合金熔铸过程智能配料必须解决传统配料方法中存在如下问题:
1) 多数据
铝合金熔铸车间生产的产品种类往往很多,有的多达几十种,按照所用原材料的不同可分为两大类:纯铝系列和再生铝系列,而且再生铝系列的铝材的种类更多。近百种的原材料,每种原材料都有 10 多种成分。
2) 多目标
出炉的铝合金产品也是由很多成分组成的,对每种成分都有最大值、最小值、检查标准等限定范围。对于熔炼的产品, 首先要求产品的化学成分合格:包括主要合金成分和杂质成分含量;同时又想要成本最低:包括所用原料的自身价格和熔炼过程的成本;此外还希望熔炼任务最小。所以这是一个典型的多目标问题。
3) 多因素交叉与熔炼过程中各个成分变化
在熔炼的过程中,一种成分存在于多种物料中,为了配一个成分的目标含量,可能带入了需要减少的另一个成分,于是又需要核算其他代入成分的含量是否合格;另一方面, 各成分有的是烧损,有的是增加,变化量随加入方式和加入时间而变。比如:想提高铝硅比,方法分为增加铝成分的含量和减少硅成分的含量,铝成分的增加引发碱比降低,硅成分的减少造成钙硅比提升。
所以,铝合金熔铸配比具备多变量、化学成分复杂、波动量大、强耦合、非线性等特点。各原材料的配比由配料技术人员根据原铝、废杂铝通过质检仪器得到的成分检测数据,配料技术人员长时间的配料经验以及各种原材料的质量数据确定,由于产品及原料种类繁多,废杂铝的成分不确定性和批料的成分波动,及熔炼过程的金属成分“烧损”,使得人工确定铝合金熔铸过程配比方案的准确性低、工作量扩大,造成成品性能质量的波动。
目前, 在实际工业中,铝合金产品配料的信息化还非常低,限制了企业效益提高。想在最短的时间配出高质产品从而提高效益,这就只能使用有限的原材料种类并且对配料专家的经验要求更加苛刻。时代在进步,专家总有退休的一天,铝合金的主要原材料(废杂铝)品种总要有所变化,专家的经验如果不能保留、配方如果不能加以改进,那么将会对铝合金产品的质量及厂家效益造成严重影响。因此, 如何确立一种行之有效的配比方案是摆在所有铸造企业面前不可回避的课题。
优化方法、目标与准则
目前,配料类型的系统大致可以分为两类:一类是通过建立数学模型进行计算,试图得到行业中广泛应用产品的配比方案;另一类是引入人工智能的方法进行配料,结合了数学模型,并以专家经验、配料机理为基础构造优化方法,从而确定配料比。
1、 基于数学模型的方法
基于数学模型建立配料类的系统的方法有运用经验公式、多元方程组求解或者运筹学中的线性规划等得到的。这些方法所对应的系统以配料机制为基础,结合配料相关的标准数据建立。但对于配料过程中各个参数间偶合关系过于复杂的系统来说,单单只建立数学模型是远远不够的。就像在铝合金熔铸配料过程中,各个原材料成分含量标准之间存在一定耦合,单纯以精确的数学模型是无法描述的,因此不能仅采用数学模型来确定配比方案。
这方面最直接和多见的方法就是基于 Excel 的经验试算法, 目前在很多铸造企业中推广。
为了解决手工配料过程中对配料技术人员经验和技术依赖性强,劳动强度大、配料速度慢等问题,很多企业借助于Excel电子表格进行辅助配料,此种方法的过程如下:
(1) 将配料目标所要求的化学成份、各种炉料的化学成份填写对相应的单元格中。
(2) 配料技术人员根据多年来的工作经验、本单位实际生产的规则。每种配料规则中包括:配料过程中使用到的合金材料的种类;每个原材料占配料目标的重量比例;如果原材料不能满足目标化学成份,需要用哪几种合金对化学成份进行补充;如果配料重量不能达到目标重量应该用哪种原料进行补充。
使用电子表格进行配料使配料过程中的计算量大幅度减小,减小了配料技术人员的工作强度,加快了配料的速度。但是使用电子表格配料还有诸多缺点:
(1) 配料之前需要大量的前期工作,如需要为每种合金牌号制定相当的电子表格。并在表格中录入各种材料的化学成份及铸造牌号的工艺要求化学成份。
(2) 需要配料技术人员的经验做支撑。制定电子表格过程中,需要根据以往的经验确定各种原材料的配料的大概比例。
(3) 配料过程没有考虑原料成本,不利于降低产品成本,增加企业经济效益,增强市场竞争力。
(4) 配料人员仍然需要手工调整原料的重量进行试算。配料速度仍然受到一定程度的限制。
2、基于人工智能的方法
配料类专家系统利用人工智能和计算机编程技术,将工艺特点和长期配料的经验知识管理起来,给出高质量的解决方案;应用适当的算法在合理的时间内得出有效的结论;具备高效和模块化的存储能力,灵活的对庞大的知识库的管理能力。
从计算智能的角度上来讲,可以通过很多人工智能的方法得到配料结果,像计算神经元网络、模糊计算、遗传算法、粒子群优化等。
本文以SavingCAST™为例,对人工智能方法的配料系统进行一个简单的介绍。SavingCAST是用于确定铸造合金的金属炉料成分的最佳配比的专家系统软件,其中包括铸钢、铸铁、铝合金、铜合金等各种多成分合金配比。实现最小成本配比是SavingCAST™的最重要目的。在配比过程中,软件考虑到各元素的烧损或增量。内置优化算法,计算出满足目标成分要求的原料配比并实现最低成本配料。
SavingCAST中包含了很多优化计算方法, 其中最重要的是遗传算法(Genetic Algorithm ,GA)。生物的进化是一个奇妙的优化过程,它通过选择淘汰,突然变异,基因遗传等规律产生适应环境变化的优良物种。遗传算法是根据生物进化思想而启发得出的一种全局优化算法。
遗传算法在本质上是一种不依赖具体问题的直接搜索方法。从微观的角度看,遗传算法是一种随机算法;从宏观的角度看,它又具有一定的方向性。因此,它不同于一般的随机算法,它所使用的随机选择只是在有方向的搜索过程中的一种工具。正是由于它的方向性,使得它比一般的随机搜索算法的效率要高。在人工智能研究中,现在人们认为“遗传算法、自适应系统、细胞自动机、混沌理论与人工智能一样,都是对今后十年的计算技术有重大影响的关键技术”。
应用实例与结果讨论
以下,我们以ADC12为例,对其进行智能配料。ADC12是Al-Si-Cu系压铸铝合金,在工艺性能上具备良好的铸造性和切削切工性能,在力学性能上具备强度高的优势,在理化性能上具备物理性能的热膨胀性好,化学性能的耐腐蚀性优良的特点。适合气缸盖罩盖、传感器支架、缸体类等产品。
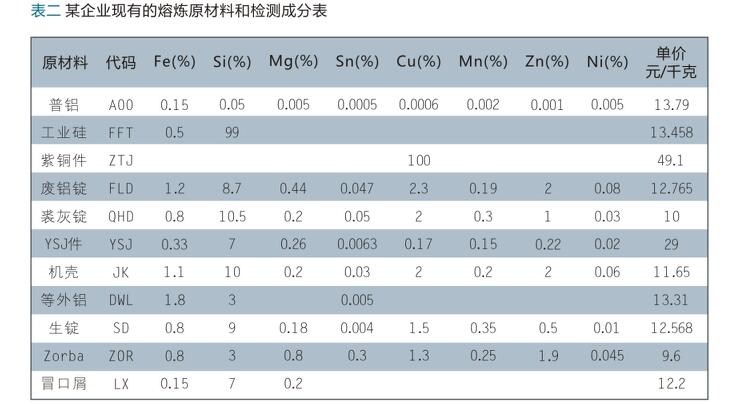
表一、表二为某企业ADC12材料的内控成分要求和配料原材料成分列表。
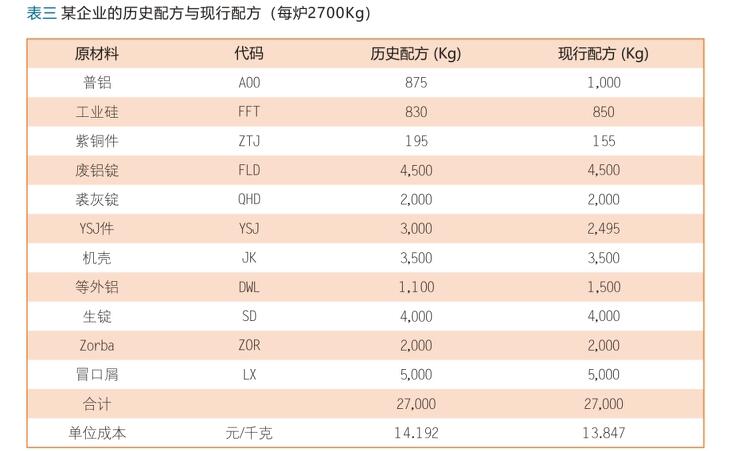
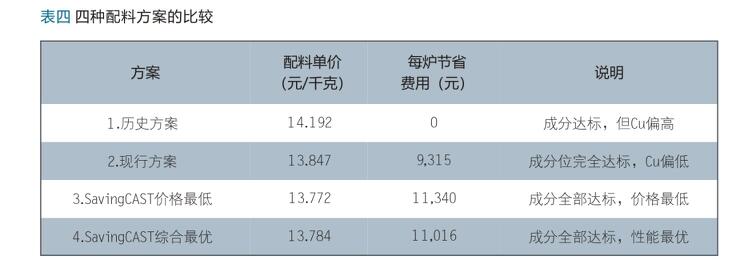
由于产品产量巨大,该企业一直非常关心配料成本,因此在过去几年一直致力于这方面的研究。历史配方是该企业长期积累的内部配方,使用了很长时间;现行配方则是该企业与某高校长期研究的结果,目前已经广泛应用在企业内部。显然, 现行配方在成本上已经带来了显著效益。
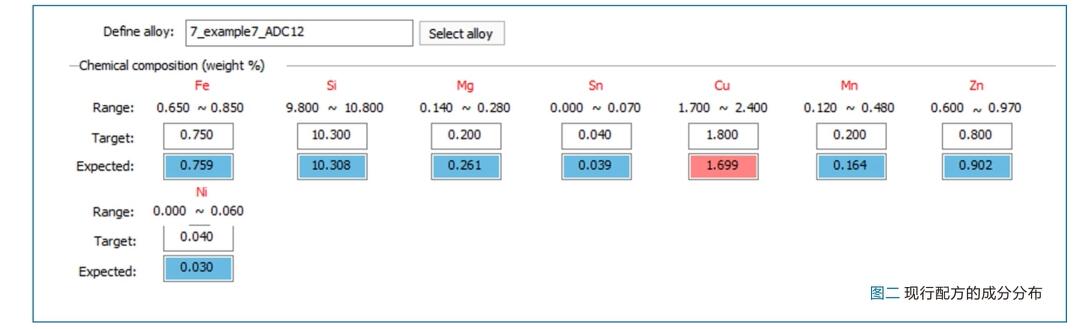
首先,我们在SavingCAST软件中输入以上配料结果, 检验一下配料效果。特别是每种元素的含量是否达标。
可以看出,在历史配方中, 每种元素的含量均达到了要求的范围。分布均相对合理。
在现行配方中,除Cu元素的结果略微偏低外,其他元素都符合要求。在配料成本方面, 现行配方则有显著的优势, 平均每公斤配料的价格降低了0.345元, 这个效益是非常显著的。
下面, 我们在SavingCAST中,将成本最低作为目标函数,成分合格、库存限制作为约束条件,建立多目标优化配比模型,进行配料。
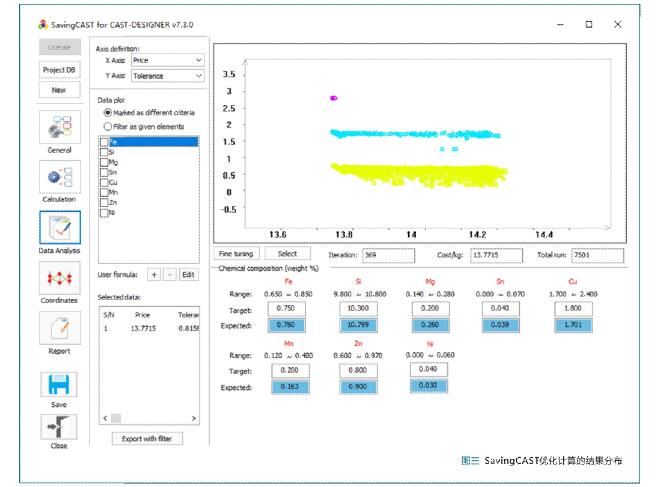
图三是SavingCAST优化计算的结果分布。在整个配料过程中, SavingCAST共计算了7501个配料方案, 最优的方案分布在图形绿色区域的左前端。横轴表示配料成本,靠左为优; 纵轴表示配料误差, 靠下为优,误差较大者表示有元素可能并未达标。
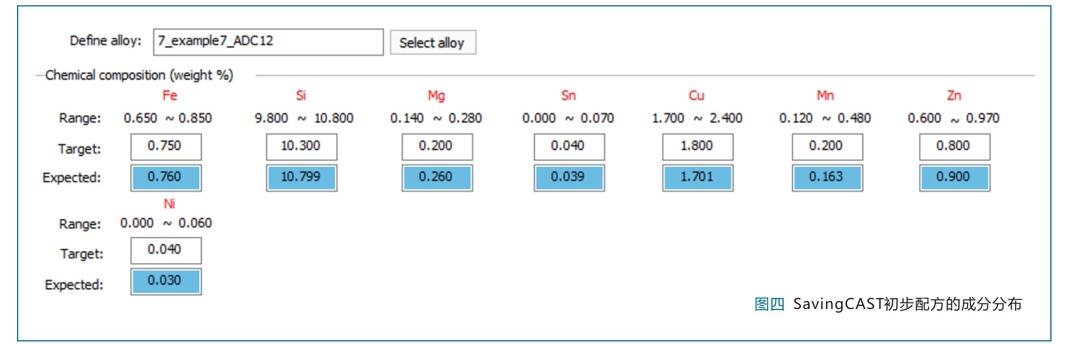
我们在左下角的绿色区域选择最左边的一个点,其配料成本为13.7715元/千克, 元素成分分布如下:
可以看出, SavingCAST 的优化结果成本更低, 最佳的成本仅为13.7715/千克, 且各种成分组合都完全符合要求。
考虑铝合金产品成分对产品性能影响的配料
在实际工业应用中, 我们不仅要考虑配料的成本,还要总和考虑最终产品的机械力学性能。因此必须对个元素的分布进行更详细的研讨和优化。
Fe元素对产品性能的影响与配料建议
Fe 增加合金的硬度和强度,降低了塑性、热裂倾向。随着 Fe 相的增加,合金中的 Fe 将以针状出现,使合金出现断裂的可能性增大,并且原材料中存在废杂铝的情况下,Fe 的成分检测结果只能作为参考值,这是因为废杂铝中成分不固定,部分成品检测值不能作为整批原料的检测结果,但是,使用低 Fe 的原料或降低 Fe 在合金中的含量会导致配料成本提高。因此,根据配料员的经验值应将 Fe 控制在中限。
Si元素对产品性能的影响与配料建议
Si 成分在合金中的添加,因为降低了合金组织输送程度,提高合金的气密性,从而得到的铸件组织致密,流动性好,强度高,减少了铸件的热裂倾向性。随着Si 成分的添加,优化了合金本身的铸造性能,降低了合金本身的力学性能。Si 成分含量的增加,当到达共晶点时,合金本身的抗拉强度上升至最高点,继续添加 Si,合金本身的抗拉强度会急速降低,产生初晶硅,初晶硅变多的现象会削弱合金自身的切削加工性能。若尚未进行变质处理,Si 以粗大片状或者针状出现在共晶体中,严重割裂基体,同时削弱合金产品的力学性能以及加工性能。因此,在这里应将Si 控制在中限。
Cu元素对产品性能的影响与配料建议
在 Cu 与 Mg 都加入合金时,想要获得较好的耐热性能,可以让合金得到尽量多数量的 S(CuMgAl2)相,这就需要降低 Cu 成分的含量并适量增加 Mg 成分的含量。随着 Cu 成分在合金中的含量减少,α(Al)固溶体中 Cu 的浓度也随着减少,由于含 Cu 浓度低的α(Al)固溶体分解倾向性小而且热稳定性较好,从而提高了合金的热稳定性。因此建议将 Cu 含量控制在下限,Mg含量控制在上限。
Mg元素对产品性能的影响与配料建议
对于铸造铝合金 ADC12 来说,Mg 成分的含量在 1%的时候合金的力学性能最好。Mg 成分含量超过 1%则合金的力学性能随之减少。有工艺研究者在实验中得到,当 Mg 从 0.18%增加到 0.38%时,合金抗拉强度、屈服强度随 Mg 含量的升高而呈现先降低后升高的趋势。因此,Mg 的含量应控制在上限。
Sn元素对产品性能的影响与配料建议
Sn 含量的增加降低合金的强度。但若含有少量 Sn(0.05%)则能使合金的强度增加,抗腐蚀性得到改善。因此应将 Sn 控制在下限
Mn元素对产品性能的影响与配料建议
Mn 的存在对合金高温性能略有改善,提高合金抗疲劳性,减少合金收缩率。有工艺研究者提出 Mn 的含量不能超过 Fe 含量的一半,合金中的 Mn 含量控制在恰好能中和部分 Fe,而不是形成 Al5(Fe,Mn)Al6,降低合金的力学性能。因此应将 Mn 控制在下限。
Zn元素对产品性能的影响与配料建议
在合金中加入 Zn 后,由于 Zn 在 Al 中的溶解度较大,时效过程中 Zn 能够以弥散质点析出,改善合金的性能。Zn 的含量在 1%左右时,全部固溶在基体中,不形成游离的组织,从而提高 Cu 的溶解速度和溶解度,并提高合金的塑性,故应将 Zn控制在上限。
Ni元素对产品性能的影响与配料建议
Ni 在合金中固溶度不超过 0.04%。若大于 0.04%,Ni 呈不溶性中间金属,且多与 Fe 结合,故应将 Ni 控制在下限。
由于优化过程中的目标好约束条件实在太多,为了把问题简化,我们引入平行坐标图作为可视化工具来进行分析。
平行坐标图是信息可视化的一种重要技术。为了克服传统的笛卡尔直角坐标系容易耗尽空间、 难以表达三维以上数据的问题, 平行坐标图将高维数据的各个变量用一系列相互平行的坐标轴表示, 变量值对应轴上位置。为了反映变化趋势和各个变量间相互关系,往往将描述不同变量的各点连接成折线。所以平行坐标图的实质是将m维欧式空间的一个点Xi(xi1,xi2,...,xim) 映射到二维平面上的一条曲线。
平行坐标图的一个显著优点是其具有良好的数学基础,其射影几何解释和对偶特性使它很适合用于可视化数据分析。
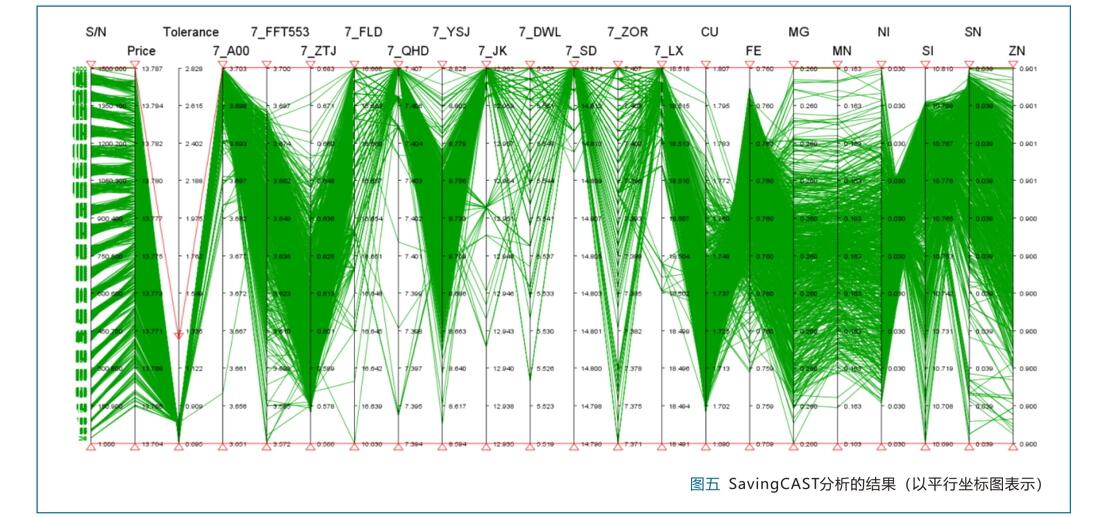
在SavingCAST中,最符合条件的结果被保存在数据文件的前部。为了提高分析效率,我们把SavingCAST分析的前2000个结果以CSV格式输出到平行坐标图中, 将所有的纵轴结果都显示出来, 如图五所示。
在图五中, S/N是计算的迭代个数,Price是计算的价格, Tolerance表示计算的误差。 7_XX表示原材料,共有11种,对应的坐标轴则是其百分比;而CU, FE, MG, MN, NI, SI, SN, ZN则是优化的输出结果,表示每种元素的含量。这样一个图,就把所有的优化信息都表示出来了。
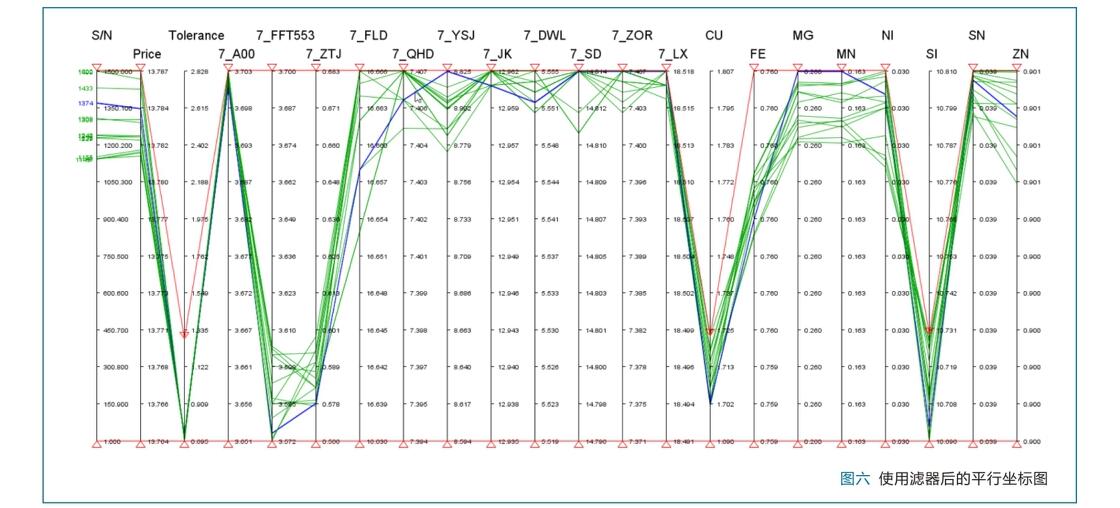
首先, 我们以Tolerance为参考系, 把Tolerance超出我们要求的全部滤掉(Tolerance > 1的部分), 然后根据以上的讨论:
1) Cu 应该控制下限
2) Si应该控制在中限
这样剩下的结果立即豁然开朗了, 我们从中随便选择一条 (当然是价格为优的优先), 这样获得的结果不仅价格较优, 且材料的机械性能更好。
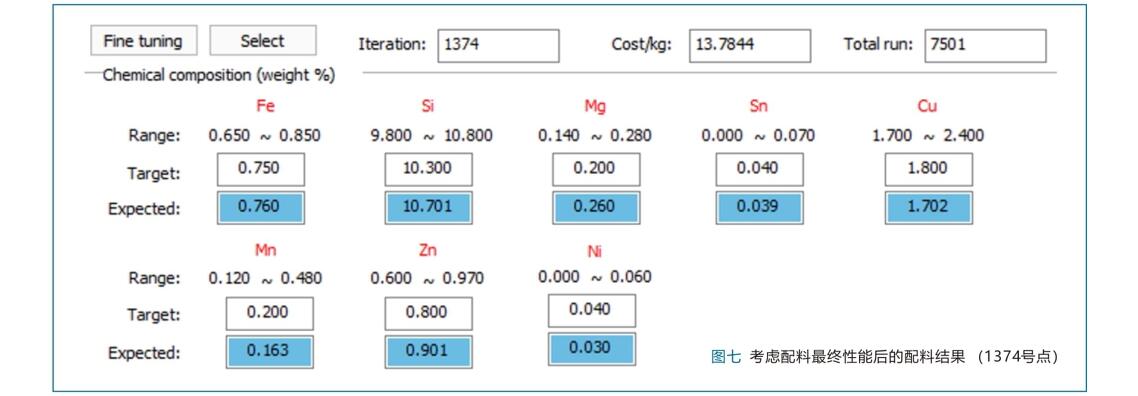
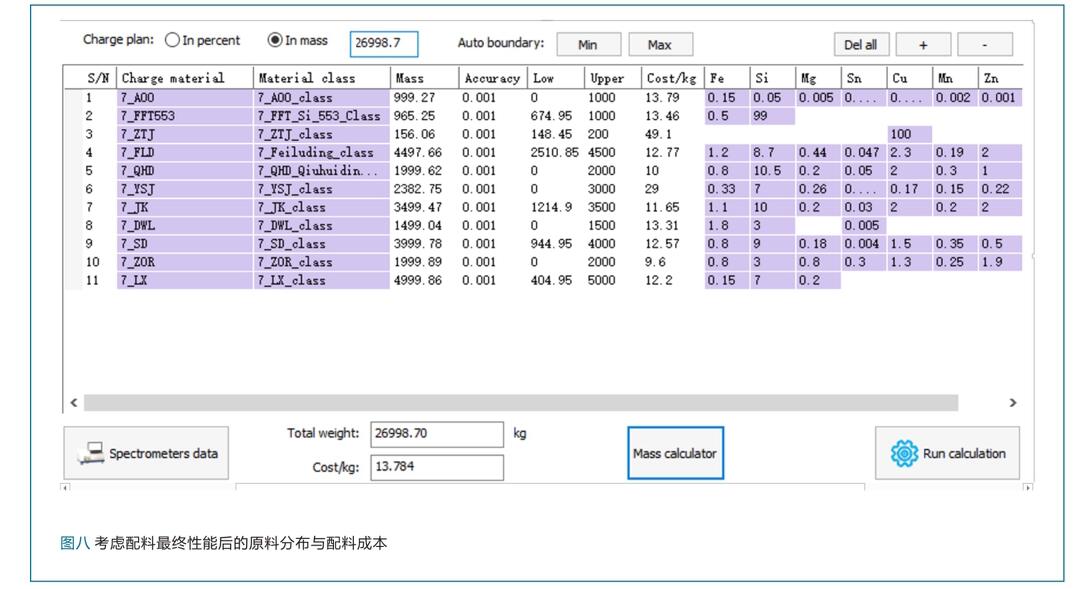
比如,我们选取1374号结果, 详细数据如下:
我们返回配料主界面,每种原材料的质量很不或百分比一目了然。最终的配料成本为13.784元/千克。
如果把这几种配料方案进行一个比较,就可以发现非常有价值的结果。对于大批量的产品, 这样的配料效果带来的产品质量提升和成本节省是非常可观的。
结论与建议
熔炼配料是铸造企业生产的第一步, 也是最重要的一步, 如何优化配料成本和提高产品质量是每个企业必须面对的问题。通过优化配料方案, 企业可以显著地节省材料成本和生产成本。
在各种配料算法中,智能算法具有非常显著的优越性, 不仅可以对成本进行优化,而且配合有效的分析方法, 能非常简便地选择出成本较优,性能更好的配方方案。
我们希望能探索到一种更有效、更科学、更便捷的配料方法,以达到显著降低配料成本、精确达到配料目标的目的,进而提高经济效益、增强企业的竞争能力。



















 27.73万
27.73万