文:徐金来
广州市二轻工业科学技术研究所
摘要:BH 无氰浸锌液是新开发的应用于高硅铝合金预处理的产品,其各方面性能与含氰浸锌接近而优于市售无氰浸锌产品。本文通过扫描电镜照片比较了纯铝和高硅铝合金经 BH 无氰浸锌、市售主流无氰浸锌及有氰浸锌处理后的表面形貌,发现无论是纯铝还是高硅铝合金,采用市售无氰浸锌液处理后的表面覆盖程度均较差,而 BH 无氰浸锌液和有氰浸锌液所得浸锌层的覆盖程度接近,介绍了 BH 无氰浸锌在工业上的应用情况及其在应用过程中产生的问题,如基体与铜层、挂具点附近、孔位、低位、凹槽以及铜与银层之间的起泡现象,分析了产生问题的原因,并提出了相应的解决办法,如:以水性笔代替油性笔标记镀件,每次电镀后对挂具进行退镀和将除垢温度控制在40℃ 以下,浸锌前增加热水清洗且清洗后甩净孔内液体,调整或更换碱铜槽,调整浸锌槽并加入配位剂,预镀银时工件带电入槽或调整镀银槽。
关键词:高硅铝合金;无氰浸锌;微观形貌;故障排除
铝合金具有质轻、易压铸成型等特点,被广泛应用于通讯设备的生产。通讯设备器材(如滤波器等)是通讯系统机站调频设备的重要零件,硅在滤波器通讯设备中对滤波效果起到至关重要的作用,所以零件中硅的含量通常都较高。滤波器具有结构复杂,内腔深度大,腔内共鸣信号柱多,在压铸过程中容易产生冷隔、气孔、缩孔等压铸缺陷。这对电镀过程的浸锌要求非常高,一般的无氰浸锌溶液难以满足要求。故在高硅铝合金上,仍以有氰浸锌为主。《广东省产业结构调整指导目录(2007 年本)》中第 3 类淘汰类中的第15 项“其他”明确列出含氰浸锌工艺属于淘汰工艺。因此,在此清洁生产政策背景下,无氰浸锌的研究和应用在近几年成为热点。
高硅铝合金器材通常指含硅量在8% - 13%的铝合金,主要应用于通讯设备、航天设备及汽车零件上。含硅量高给浸锌及电镀带来很大的困难,常见问题是基体与镀层之间出现起泡、脱皮现象,或者经过 220℃ 热震结合力测试后出现起泡、脱皮等结合力不良情况。
无氰浸锌主要有一元(Zn)、二元(Zn–Ni 和Zn–Fe)、三元(Zn–Ni–Fe)和四元(Zn–Ni–Cu–Fe)体系,一般均存在以下问题:由于仅使用羟基羧酸(如酒石酸钾钠、葡萄糖酸钠等)作为配位剂,对锌、铜的配位不足,导致浸锌层的铜含量偏高,对镍的配位过于强而导致浸锌层中镍难以沉积。同时,无氰浸锌中铜离子在溶液中的配位不稳定,含量难以控制,易使浸锌层发黑。由于滤波器等通讯设备形状复杂,高低区差别明显。以上浸锌溶液用于此类工件上会出现以下问题:浸锌层中无铜或铜含量不稳定,导致基体与镀层容易出现起泡和脱皮的结合力不良情况;浸锌层中无镍或者镍含量非常低,远少于含氰浸锌;四元浸锌层中铜含量偏高,致使在复杂件进行无氰浸锌后的冲击电镀时,与含氰浸锌有明显差别,表现在经无氰浸锌冲击镀铜后低电流密度区无法上铜或铜层发暗,氰化浸锌后冲击镀铜则高、低电流区均出现红色的铜层,而且含氰浸锌的浸锌层为米黄色,铜镍合金层含量稳定。
BH 无氰浸锌液在高硅铝合金上结合力优良,与同类产品相比具有许多突出的优点,该产品已成功应用在高硅铝合金滤波器上。本文介绍 BH 无氰浸锌液应用于高硅铝合金中常见的问题及解决方案。
1 BH 无氰浸锌层的表面形貌分析
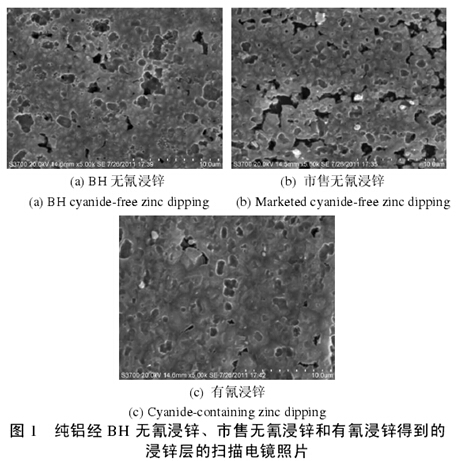
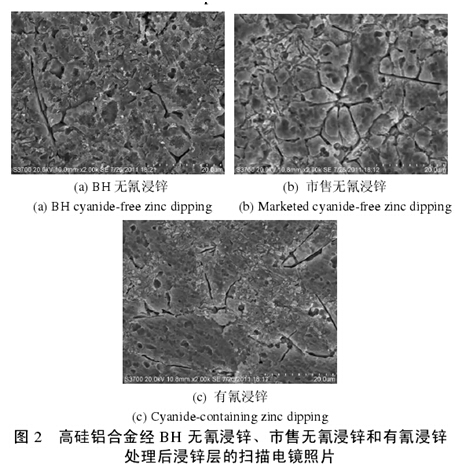
BH 无氰浸锌在高硅铝合金上的结合力,浸锌层化学成分及合金化状态,预镀铜的覆盖性能、孔隙率等均与含氰浸锌性能接近或一致。对比研究纯铝(组成为:Al 99.2%,Si 0.25%,Fe 0.4%,余量为 Zn、Cu、Mn、Ti、Mg 等)和压铸铝合金件(组成为:Al 80.93%,Si 11.29%,Fe 1.45%,余量为 Zn 1.7%、Cu 4.0%、Mn0.35%,其他为 Ti、Mg 等)在 BH 无氰浸锌液、市售主流无氰浸锌液、含氰浸锌液等 3 种浸锌液中得到的浸锌层的微观形貌照片,结果见图 1 和图 2。比较图 1a、1b、1c 可以看出,纯铝片经市售无氰浸锌液处理后得到的浸锌层其表面的覆盖程度较 BH 无氰浸锌液和有氰浸锌液处理得到的浸锌层差,而后两者其表面浸锌层的覆盖程度接近。通过能谱分析发现,市售无氰浸锌液的黑色“空洞”部分为露底的铝基材,而图 1a 中,BH 浸锌液得到的浸锌层尽管也有“空洞”,且较有氰#p#分页标题#e#
浸锌层图 1c 多,但这些“空洞”含有较薄的浸锌层。
由于为压铸基材,故表面存在较多微裂纹。但对比图2a、2b 和 2c 发现,市售无氰浸锌液得到的浸锌层的表面覆盖程度较 BH 无氰浸锌液和有氰浸锌液得到的浸锌层差,表面还存在较多微裂纹,而后两者仅有少量的微裂纹存在。这表明后两种浸锌液得到的浸锌层对压铸基材的覆盖性能较好。
2 BH 无氰浸锌的应用
BH 无氰浸锌目前已成功应用于广东某厂高硅铝合金通讯器材的电镀加工。该加工件为高硅压铸铝合金和铝合金机加件,具有复杂腔体,材质包括Al–Si–Cu、 Al–Si–Mg、Al–Fe 等多个系列。该类产品电镀主要工艺流程分为 3 种:
(1) 除油─碱蚀─除垢─一次浸锌─氰化碱铜─镀银;
(2) 除油─碱蚀─除垢─二次浸锌─氰化碱铜─镀银;
(3) 除油─碱蚀─除垢─二次浸锌─化学镍─氰化碱铜─镀银。
相对较简单的工件或者为 Al–Si–Cu 系的腔体,主要采用电镀工艺流程(1),工件只需进行一次浸锌即可满足要求,可以大大节省浸锌成本及减少退锌工序,提高生产效率。如果浸锌液有较好的碱铜覆盖性能,在碱铜电镀加工完成后不会产生腔体内外铜层颜色分层现象,且要求 220℃ 热震试验的工件,可采用电镀工艺流程(2)。对于腔体复杂的工件或者机加件,通常使用工艺流程(3),以减少低区起泡现象,提高合格率。该厂曾试用过国外知名公司的无氰浸锌产品以及市售主流无氰浸锌液,均不能满足上述要求。而采用BH 无氰浸锌液对该产品进行电镀加工,无论产品外观还是结合力,均与有氰浸锌无异,完全满足该厂实际生产要求。
浸锌液使用半年多来,通过补加浓缩液,镀液稳定,浸锌层的组分也较稳定,基本满足生产需要。但在部分复杂工件的合格率上与有氰浸锌相比还存在一定距离,前者比后者低 2% -8%。
3 应用过程存在的问题及解决措施
经过半年多的跟踪,发现通讯设备铝合金滤波器及配件在浸锌和电镀过程中容易出现的故障主要有以下方面。
3. 1 基体与铜层起泡
生产盖板时,曾出现 240 件产品经 120℃ 烘干后,有 40 件发生基体与铜层起泡现象,见图 3,起泡均位于同一位置,合格率远低于正常的 98%水平。
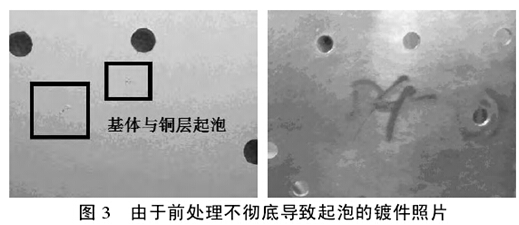
后查明原因,该位置有不少毛坯写有油性字样,除垢后未能有效去除,影响了沉锌效果,最终引起了结合力不良。采用一次浸锌时问题更严重,采用二次浸锌法可以有效解决该问题, 有氰浸锌也是采用二次浸锌才获得较高的合格率。
解决办法:改用水性笔标示或加强前处理。
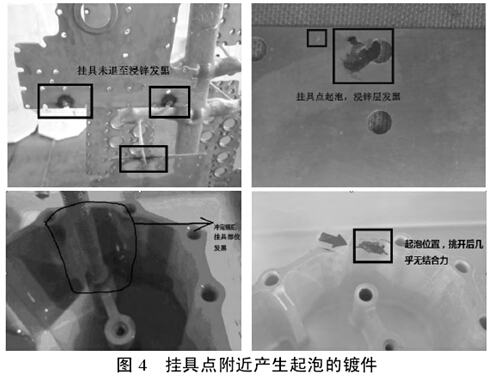
3. 2 挂具点附近起泡
某次生产盖板和腔体件时,发生不良率较高的铜与基体起泡现象,起泡几乎全为挂具点附近,见图 4。之后发现,当挂具未退镀时,在除垢水温度较高(40℃以上)的情况下,就会引发该类起泡现象。之前有氰沉锌也经常发生该类问题。一般情况下,在冲铜后挂具点附近有发黑现象,即会导致浸锌后挂具点附近起泡。因此,解决的办法是每次电镀后都对挂具进行退镀,或严格控制除垢温度。
3. 3 孔位起泡
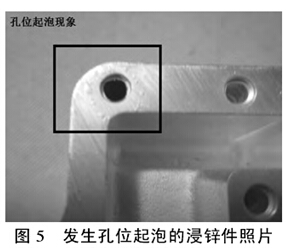
有氰浸锌也经常发生该类问题,原因可能与螺丝未退镀,或退锌后孔位清洗未净,又或孔内含有残留切削液有关(一般与浸锌液无关)。加热水清洗,对该起泡现象的解决十分有利。因此,通常的解决办法是:增加浸锌前热水清洗,清洗后甩净孔内液体再浸锌。
图 5 为孔位起泡的浸锌件。
3. 4 低位起泡
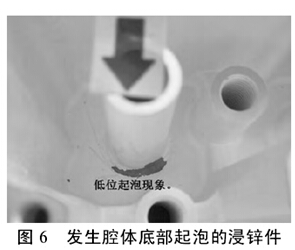
生产某型号的腔体时,经过某一特定碱铜槽的工件 80%以上发生腔体底部起泡现象,如图 6 所示。#p#分页标题#e#
经排查原因后发现,由于该型号腔体较深,而电镀加工该槽工件的碱铜由于受到金属杂质的污染,深镀能力较差,导致工件底部难以上铜,最终发生腔体底部起泡现象。解决办法是调整碱铜槽或更换碱铜槽。但是,如果内壁亦发生起泡现象,且不良率较高时,应引起足够重视,可能与浸锌液有较大的关系,需要更换浸锌液。
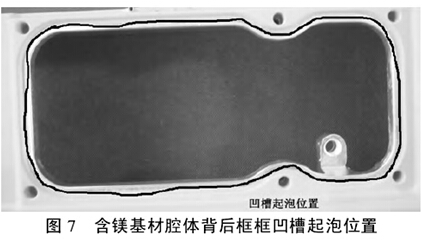
3. 5 凹槽起泡
在含镁基材腔体进行浸锌时,通常其背后框框凹槽处容易发生起泡现象,在有氰浸锌时,也发生同样的情况,如图 7 所示。但若在无氰浸锌时发生较多的大泡时,应引起足够重视,可能是浸锌液状态不佳,导致结晶不够细致所造成的。解决的办法是调整浸锌槽,加入配位剂。
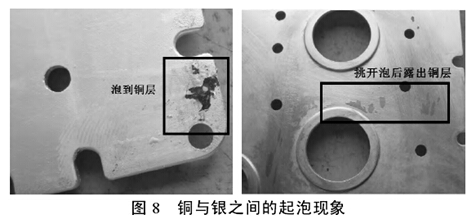
3. 6 铜与银之间起泡
铜层与银层之间的起泡一般为预镀银带电入槽导电不良或预镀银槽液有问题所致,如图 8 所示。解决办法是带电入槽或调整预镀银槽。
4 结语
(1) 通过结合力、浸锌层化学成分、浸锌层合金化状态、碱铜覆盖性能、孔隙率、微观形貌等方面的测试比较及形貌分析可知,BH 无氰浸锌各方面性能与有氰浸锌较为接近,且明显优于市售无氰浸锌。
(2) 通过一年多的应用,对 BH 无氰浸锌使用过程的故障及解决措施有了更深的认识和了解。
(3) BH 无氰浸锌在工业上的成功应用及其在实际应用中积累的生产经验表明,在高硅铝合金预处理上,BH 无氰浸锌完全有可能取代有氰浸锌。


















 19.82万
19.82万