王 岳
江苏通达动力科技股份有限公司
摘 要: 电机闭口槽转子压铸时易导致转子导条夹杂气孔,形成细条、断条等质量缺陷,严重影响电机的性能。分析了国内立式风叶进铝压铸工艺和闭口槽转子压铸工艺,提出了转子压铸过程中导条排气的工艺解决方案及模具设计要领。
关键词: 电机; 闭口槽转子; 压铸工艺; 排气工艺
0 引 言
电机的转子采用开口槽工艺时,模具由于热胀因素,间隙不易控制,造成开口槽转子包铝严重,影响外观和质量,增加转子车加工气隙的难度,对中频加热套轴工艺造成影响,因而大部分电机转子采用闭口槽工艺。但闭口槽转子在压铸过程中,由于压铸速度较快,靠上下模具铁心平面和上模风叶或平衡柱部分排气,会有大量的空气来不及排出而被包裹在转子铝条和铝环中,造成较大的气孔,导致转子内部存在质量隐患。
1 转子压铸铝液流动分析
压铸时铝液流动是较为复杂的过程。国内转子压铸一般都采用立式铸铝机,转子风叶进铝。压铸时间只有 0. 3 ~0. 5 s。一般转子风叶数量从几个到十几个不等,转子槽数较多,压铸时,正对风叶的槽型铝液直接喷射到上模腔,部分铝液从上型腔的槽型返回,与从下型腔旁路上来的铝液汇合,因此压射过程中铝液的流动方向很絮乱。
2 压铸工艺排气
2. 1 型腔结构分析
电机转子压铸不同于一般的结构件纯型腔压铸,是由转子铁心嵌件与转子上下模组成的型腔压铸,中间由细而长的多个槽相连,由于不同型号、不同极数的转子铝环和槽大小设计差异很大,型腔的体积也差异很大,特别是 2 极电机铝环截面积较大,型腔里的空气也较多,在压铸瞬间能否顺利排出是转子内部质量保证的关键。
2. 2 槽型结构
转子槽型在转子车加工后有开口和闭口两种形式。开口槽型结构可以在冲压时直接冲成开口,也可以在冲片冲压时冲成闭口( 闭口部分可设计为气隙的 1/2 到 1/3) ,转子装配后车加工成开口; 闭口槽转子冲片槽型顶部与冲片外圆距离较大,转子车加工后仍然是闭口结构。
2. 3 压铸模具排气
一般转子压铸模由上下模、中模、上模板、假轴、斜键等组成,模具排气一般设置在上下模与铁心的接触面、中模三瓣分型面、上模与上模板接触面等处。开口槽转子压铸时槽部分可以直接排气,但闭口槽转子压铸时槽不能排气,型腔里的空气只能从下模上平面和上模上下平面排气,而铝液在压铸时最先会喷射到上模将上平面排气槽堵住,型腔内部没有排出的空气一部分会从模具与铁心的接触面排气槽排出,一部分则被裹在铝环里和挤压在转子槽里,往往转子长度越长越明显。
2. 4 排气槽设计
上模上平面排气道设计,理论上气道深度为0. 3 mm,保证排气时铝液不跟出堵塞气道,但在实际生产中由于种种原因会不同程度地堵塞。因此采用了特殊的设计,直接增大气道深度至0. 5 ~0. 6 mm,在风叶外围设置 10 ~ 12 mm 宽、4 mm 深的溢流槽,既能充分排气又能人工取出气道的薄铝片; 上下模与中模接触面设置多个0. 3 ~0. 4 mm 深排气槽,平面止口中间同样设置了溢流槽。
3 闭口槽转子压铸工艺分析及解决排气方法
闭口槽转子在压铸过程中,由于压铸速度较快,靠上下模具铁心平面和上模风叶或平衡柱部分排气,会有大量的空气来不及排出而被包裹在转子铝条和铝环中,造成较大的气孔、细条、断条,导致转子存在质量隐患。
要解决压铸过程中的排气问题,叠片时每隔20 ~ 50 mm 需夹一张开口片,开口片就是将闭口槽转子冲片的槽口冲成1 ~1. 5 mm 的开口,实现了转子长度方向增加多个排气面,每个排气面的排气槽数等于转子槽数。压铸时,模具型腔和槽形里的空气可以通过模具原有的排气槽和上述铁心上很多排气槽同时排气,铁心上排出的空气通过中模气隙和分型面向外排气,这样转子在压铸过程中,包裹在铝条及铝环里的空气量大幅减少,提高了转子铸铝的内部质量,而转子外圆上又不会形成包铝,对后续套轴及外圆车加工不会造成任何影响。
闭口槽转子间断加开口片工艺的压铸验证:转子填充率增加 1% ~ 3%,最大电机压铸到H450-4,外径 Φ560 mm、长度 1 080 mm,净铝耗127 kg,一般对 250 mm 长度以上的闭口槽转子应用,转子铁心长度越长,效果越明显。#p#分页标题#e#
4 开口冲片的冲制
开口冲片一般采用伺服高速单槽冲设备将原闭口的冲片槽口部冲开,模具设计分两种形式。
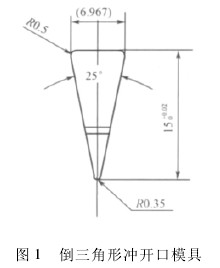
( 1) 对于转子车加工后成为开口的冲片,在原来的闭口部分冲出 0. 8 ~1. 5 mm 的开口,由于原槽型开口部分的尺寸不同,冲开口模具设计成图 1 所示倒三角形状。
( 2) 对于转子车加工后仍为闭口的冲片,由于开口部分有铝片夹在两张冲片之间,为防止铝片飞出来,冲开口模具设计成正三角形状,上口宽0. 8 ~ 1. 0 mm,下口宽 1. 5 mm。
5 结 语
对国内立式风叶进铝压铸工艺和闭口槽转子压铸工艺等进行介绍,提出了转子压铸过程中导条排气的工艺解决方案,对工程设计人员具有一定的指导意义。

















 24.74万
24.74万






































