文/李世钊 吴树森 方健儒 周承广 万 里
摘要:由于汽车铝合金变速箱壳体的尺寸大、形状复杂,进行压铸生产具有比较大的困难。利用铸造仿真软件对铝合金变速箱壳体零件进行压铸过程数值仿真模拟,较为准确地预测了零件出现缺陷的位置,并结合试压铸生产的铸件分析了缺陷类型及产生的原因。通过采用改进内浇道设计、增设工艺性过桥等优化措施,减少了缺陷,提高了压铸件的品质。
关键词:压铸;数值模拟;缺陷;工艺优化。
近年来,随着对汽车性能要求的不断提高,为使汽车轻量化,实现高速、安全、节能、环保的要求,许多汽车零件用铝合金取代了铸铁件,这明显减轻了汽车质量,改善了汽车的加速和减速性能,大大减少了油耗和废气排放。目前,在汽车行业中使用压铸方法生产铝合金零件已经成为一种趋势。
随着计算机数值模拟技术的应用,通过对压铸充型过程和凝固过程的仿真分析,能够模拟压铸过程的速度场和温度场,可以预测压铸件可能出现的缺陷,根据模拟结果优化压铸工艺。但是,由于大型复杂压铸件尺寸大、形状复杂,在计算机数值模拟过程中网格剖分数量很大,增加了模拟的难度。压铸件内部气孔率的要求一般在5%以下,而在实际生产中,金属液在大型模具内流动行程大、不平稳,导致铸件容易产生缺陷局部气孔率超标,对压铸件品质影响较大。为了解决以上问题,本课题利用Flow-3D铸造仿真软件,对铝合金变速箱壳体零件进行数值模拟,根据模拟结果分析零件的成形品质,同时,将模拟结果与实际试压铸产品进行对比,提出了变速箱壳体的压铸工艺优化方案。
1、数学模型
模拟试验所用的Flow-3D软件特有的FAVOR(部分面积/体积表示法)方法可以定义光滑的曲面,精确地表示复杂的几何形状,避免出现台阶状的表面,以改善流动和热传导精度。此外,该软件使用TruVOFF方法精确地模拟自由表面的位置、运动及对流体的影响,适合计算高速流动状态。在铸件充型过程的模拟中,将液态金属看作不可压缩流体,液态金属充型的模拟,实际就是求解一组非稳态的流体流动控制方程组。
根据质量守恒定律,不可压缩流体满足连续性方程:

根据动量守恒定律得到流体的运动微分方程,即N-S方程:

又根据能量守恒定律推导出能量守恒方程计算热传导过程:

计算对流传热用Newton冷却定律描述:

辐射传热遵循Stefen-Boltzman定律:

式中,u、v、w为速度矢量在x、y、z方向上的分量;p为压强;μ为运动粘度;g为重力加速度;▽2为拉普拉斯算子;Cp为定压比热容;λ为热导率;Q为热源项;α为对流传热系数;Tf为流体特征温度;Tw为固体边界温度;Ts为表面热力学温度;ε为辐射黑度;σo为Ste-fen-Boltzman常数。
2、模拟结果及分析
2.1 铸件结构及压铸工艺参数
此变速箱壳体最大外形尺寸为420mm×400mm×420mm,零件最薄处为4mm,最厚处为16mm,压铸质量为17.53kg,属于大型薄壁壳体压铸件,图1为带浇注系统及溢流槽的三维实体示意图。此处有可能出现缺陷。将实际压铸出的零件在A处剖开,观察其断面缺陷情况,见图3b。可以看到A处出现了体积较大的气孔,且气孔较深,形状不规则。此处应为压铸参数不当造成卷气而形成的气孔。铝液充型速度过快,原来型腔中的气体还没有被完全挤出,就被液流包裹卷入铝液中,由于铝液表面迅速冷却,气体无法从铝液中排出,产生气孔。



同样在铸件充型的最末端的局部模拟结果中可以看到,空气也被液流包裹起来,此处也可能会出现缺陷,见图4a。把实际压铸的零件在此处剖开,对B处杯底及C处厚杯壁处(见图4b和图4c)进行分析,可以看到。
计算机模拟压铸过程参数设定,模具材料为H13钢,初始预热温度为190℃,压铸材料为YL112,浇注温度为670℃。压铸低速阶段速度为0.6m/s,在充满型腔20%处进行高速切换,高速阶段速度为5m/s。使用布勒27000kN压铸机进行试压铸,压铸参数与计算机模拟过程保持一致。
2.2 模拟分析
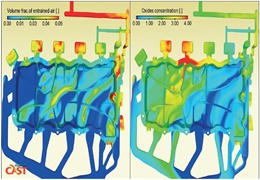
图2为模拟变速箱壳体不同时间型腔的充填情况。可以看出,铸件整体流动较为平稳,充型次序也比较合理,铝液从浇注系统流入型腔中,依次从下至上充型,但在充型过程中,铝液不可避免地卷入型腔中的空气。在局部分析中看到,铸件的中间隔板及充型的最末端处,金属液的流动不是很平稳,容易在这些区域出现缺陷。
为了研究铸件局部的铝液流动情况,把铸件整体的模拟结果进行切分处理,从而得到需要研究的铸件局部的模拟结果。图3a为铸件中间隔板处瞬时流动情况,可以看出,液流在充型时把空气包裹在A处封闭起来,这两处分布了很多体积很大的气孔。这里气孔的产生是有多方面因素的:一是因铝液将气体包裹而形成的卷气性气孔;二是零件的结构原因,B处设计有油路(图4b中圆孔为油孔),致使铝液的流动更为剧烈,而且是零件壁厚最厚的地方,达到16mm,厚壁中心最后凝固,是最容易产生气孔的地方,此处产生的气孔往往是析出性气孔和收缩性气孔的混合体,难以避免;三是由于此处位于零件充型的最末端,零件体积尺寸较大,充型到此处需要经过较长的距离,到达离内浇道最远端处时,铝液往往具有较高的含气量,导致凝固后极易产生严重的气孔缺陷。
在铸件凝固的温度场模拟中,可以得到铸件顺序凝固的过程,图5a所示的即为铸件最后凝固的部位,缩孔缩松缺陷一般情况下便出现在铸件最后凝固的中心部位。在试压铸的实体零件上取下D、E两处最后凝固的厚大部位,在其剖面上观察缺陷情况。可以看到这两处均有比较分散且较为细小的孔洞,这些气孔是由于铝液内含有的氢气凝固析出的气孔,以及液体凝固体积收缩产生的缩(孔)气孔同时存在而形成的。

通过以上的数值模拟与实际压铸成品的对照分析可以看出,铸件的主要缺陷是内部出现的体积较大的气孔而在出现缩孔、缩松的区域,使用铝合金针孔度分析软件分析,得到D、E两处气隙率分别为0.235 732%、1.114 940%,两处气隙率都达到了使用要求,对零件品质的影响不大。这些体积较大的气孔出现在充型过程中铝液流动剧烈以及壁厚较厚的地方,主要是这一类气孔的出现导致了铸件气密性达不到要求,会在有油路的部位出现渗漏的情况,从而致使零件达不到使用要求。
3、防止铸件产生缺陷的措施
针对铸件出现的上述气孔缺陷,采取了以下措施①适当扩大内浇道面积,减缓铝液对型腔的冲击,优化液流的流动过程,减少出现包裹型腔内空气的铝液的流动;②由于此零件无法大规模修改结构,对于厚壁中心出现的缺陷,实施局部加压的措施,加强零件的补缩,提高零件致密度;③在模具型腔距内浇道近端和远端位置之间(见图6)增设工艺性过桥结构,过桥尺寸宽为20mm,厚为4mm,长度视零件实际配合尺寸决定,以引导铝液的流向,使铝液迅速充填到远端并实现压力的迅速传递。
4、结论
(1) 通过对变速箱壳体进行计算机数值模拟,可以准确地预测铸件出现缺陷的位置。
(2) 根据模拟结果与试压铸实体零件相结合分析,变速箱壳体出现缺陷的类型主要是卷入型气孔,以及厚大部位的显微缩孔。
(3) 采用改进模具结构,增设引导液流的工艺性过桥结构等措施,提高了铸件的品质,从而缩短了铸件工艺定型的周期。

 27.81万
27.81万

 28.09万
28.09万
 9898
9898
 1.83万
1.83万
 1.51万
1.51万
 1.19万
1.19万
 1.48万
1.48万
 1.57万
1.57万
 1.49万
1.49万
 2.01万
2.01万
 1.69万
1.69万
 1.05万
1.05万
 1.35万
1.35万
 1.48万
1.48万
 8340
8340
 1.23万
1.23万
 1.28万
1.28万
 1.4万
1.4万
 8476
8476
 7356
7356
 1168
1168
 885
885
 777
777