摘要:以一种微型车变速箱体压铸件为例,说明了应用计算机技术提高压铸件质量的必要性和应用效果。同时强调,人在自动化生产条件下,对压铸件质量的改进起着新的作用,不可为计算机所取代。
关键词:计算机技术、压铸件质量、模温
近年来生产的汽车空调压缩机铸件、微型车变速箱体大型铸件等,从模具设计、制造到熔化炉、炉前分析到压铸,充分显示了应用计算机技术可提高压铸技术水平。另一方面,这本身也是直接来自生产一线的需要在长期的工作积累中,模具设计人员、压铸工艺人员深感要提高压铸件质量,需要有必要的工具、手段,即必须有定量数据来反映过程、反映问题,重要参数要有监测,能调整、宜控制。否则,很难有理想效果。下面以某发动机变速箱体压铸件为例,阐述其必要性和应用效果。
一、模具设计
微型车变速箱体为整体(两向)壳体结构(见图1),体积大,流程长,材质为铝合金ADC12(日本牌号),质量4.8kg,壁厚4+0.5mm,外形尺寸330mm×320mm×300mm,齿轮箱工作时在0.1Mpa压力下不渗油。按照经验,以半箱体平面分型,左、右、上三方设置抽芯,下方作为浇口,充型性好,如果浇口大小、方向设计合理,可以获得相当好的流态,保证铸件质量。
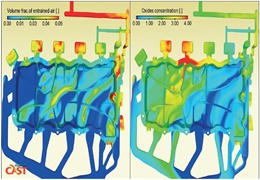
我们设计了两种浇注系统尺寸方案,在计算机上用流态分析软件(日本)模拟充型,以图2所示浇注系统效果比较理想。

压铸中的各阶段,金属液流符合连续性原理,填充阶段符合流量公式,所以有:

式中 W——填充质量(铸件质量加渣包质量),g,此处为(4800+760)g
ρ——铝合金密度,g/cm3,此处为2.6g/cm3
T——填充时间,s,该铸件取0.08s
Vn——内浇口速度,cm/s,该铸件取3500cm/s
Sn——内浇口面积,cm2
Sc——压室面积,cm2,该铸件压室直径取φ12cm
Vc——冲头快压射速度,cm/s
L——内浇口长度,cmδ内浇口厚度,cm,此处取0.35cm
由式(1)得:

调整后分为三段7.0cm,7.5cm,4.5cm,δ调为0.36mm,则
Sn=(7+7.5+4.5)×0.36=6.84cm2
由式(2)得:



计算填充总体积后,求得标准快压射行程为189mm,慢压射向快压射切换点行程就以此为基础计算和调整。实践证明,这样经计算机模拟后定的尺寸,可靠性高。
模具的水冷却对维持一定模温来保证铸件质量和模具寿命有重要意义,大型铸件尤为明显,该模具设计了多处喷流式点冷却(动模20点,定模13点),各点水流量能单独调节,方便控制模温的均衡。浇口套为螺旋式水道冷却,均匀、效率高。模具采用复合抽芯,斜杆加小吨位抽芯器,减轻了模具自重,装卸方便。制造上也用数控坐标铣加工,以保证凸凹曲面的吻合精度,使其在压铸压力下尺寸贴合可靠,铸件无飞边毛剌。
二、设备选用
按铸件及浇注系统投影面积1400cm2,取比压55MPa计算,104kN压铸机锁模力是够了。但考虑到铸件的流程长、表面积大、壁薄、型腔复杂程度等情况对机床填充能力和参数性能的需要及设备的系统损失,只具备锁模力要求的一般机床不能满足,故而选用日本宇部1.25×104kN的G型全自动压铸机(自动浇料、取件、喷涂)进行生产,这种设备通过其计算机系统(ACS Ⅱ)遥控设定压铸条件,有定量监视、测量显示和重要参数(5个)的自动修正控制。这大大方便了设计,工艺人员对铸件质量进行控制,其优良的增压性能(升压时间30~40ms)和加速性能(高速上升时间9~10ms)为控制铸件质量提供了根本保证。特别是速度、行程控制上,可以根据填充理论,针对铸件特点,有的放矢进行不同水平参数的试验,了解它们是怎样影响流态和质量的,既是对填充理论的实践,又可验证设计参数是否合理,找缺陷原因。有图形显示的压力、速度曲线,可以知道压射中任何时段的压力、速度,便于设计、工艺人员对比分析、判断机床性能状态及其稳定性。
另外,自动化设备为我们生产优质铸件提供了优越条件,可充分使用和发挥其功能,在新的生产条件下,摸索总结新经验,对高质量铸件(如空调压缩机铸件)尤其如此。比较非自动化的普通压铸机,由于可调控的定量因素增多,相互间的配比关系,影响的敏感程度,以及压铸条件的细微调整变化、喷涂、冷却、吹扫时间等的设定及其根据铸件(外观)质量情况、粘模情况来灵活改变这些设定值等,都需要人来观察、分析,找出最佳参数和最佳时间配比,使模温、铸件质量趋于稳定。
这个铸件,虽然在模具设计前期用了计算机模拟充型,后来也是用计算机控制的设备来生产。但生产之初铸件质量并不理想,在铸件大端顶上有流纹、冷隔甚至微裂,几次改变设定条件也未改观。原因在于:该处金属需要量最大,流程最长,同等的浇道浇口条件使其与邻近的左侧金属熔接不好,有时间差。需加强该处浇道的引流导向,加厚其浇道,以区别于左侧。这样,再结合改变参数设定值,稍提高低速,略增加高速,以缩短填充时间,延迟慢压射向快压射的切换时间(约15%行程),以利排气,使质量得以稳定控制。

 27.82万
27.82万

 28.1万
28.1万
 9898
9898
 1.83万
1.83万
 1.51万
1.51万
 1.19万
1.19万
 1.48万
1.48万
 1.57万
1.57万
 1.49万
1.49万
 2.02万
2.02万
 1.69万
1.69万
 1.05万
1.05万
 1.35万
1.35万
 1.48万
1.48万
 8344
8344
 1.23万
1.23万
 1.28万
1.28万
 1.4万
1.4万
 8481
8481
 7358
7358
 1170
1170
 888
888
 777
777