














文:山东华盛农业药械有限责任公司 王道欣
摘 要:介绍了一种带有模内侧芯的气缸体压铸模具设计。分析了零件的结构特点,利用Pro/E 平台进行模具设计,采用油缸抽芯和斜导柱抽芯相结合的整体模具结构。模内侧芯与中间型芯和动定模块互相配合成型气缸体扫气部位。使用压铸工艺替代低压浇铸工艺生产,零件质量稳定,提高了效率,降低了生产成本。
关键词:压铸模具;模内侧芯;低压浇铸
引言
压铸工艺是一种高效率的少、无切削金属的成型工艺,在现代工业中用于生产各种金属零件具有独特的技术特点和显著的经济效益。与其他成型工艺相比有以下显著优点。
(1)压铸生产效率高,压铸机平均每小时压铸80~100次,并且易于实现 一模多腔或者一模多件和自动化生产。(2)压铸件的尺寸精度较高,稳定性好,具有较好的互换性。
(3)毛坯利用率高达90%。
(4)压铸件组织致密,强度、硬度和表面质量较高。
基于上述优点,压铸模设计工作显得尤为重要。压铸模具结构的优劣直接影响压铸的生产效率、产品质量和模具寿命。
1、零件工艺分析
图1所示为某款气缸体简图,该零件为汽油机的关键部件。要求:材料为ZL107,组织致密,时效处理≥90HB;外观圆顺,无气孔、缩孔及飞边毛刺等铸造缺陷。
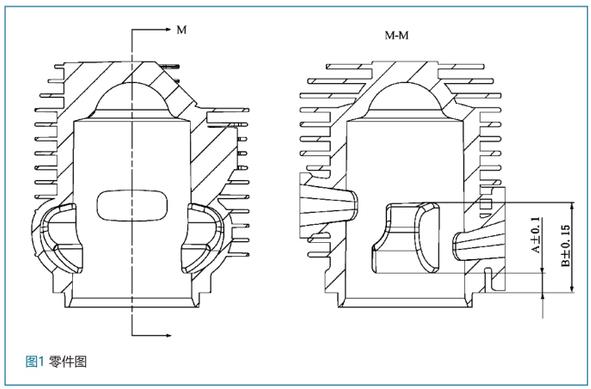
该气缸体的扫气部位结构特殊,毛坯原采用砂芯低压浇铸工艺生产。因其在 生产效率、产品重量、加工余量以及各关键尺寸的稳定性等方面均劣于高压铸造,因此根据该零件的扫气结构特点结合现有压铸机规格,设计一模一腔压铸模,使用YL113材料,实现高压铸造工艺生产。模具中设计模内侧芯机构成型扫气部位并保证图1所示A和B两个关键尺寸。
2、模具结构设计
2.1 三维毛坯设计
根据2D和3D零件图,确定各加工要素的加工余量,在Pro/E“零件”模块中制作符合压铸模具设计需要的毛坯3D并利用三维软件估算铸件的重量以及投影面积,以便于后续模具的设计。
2.2 分型面的选择
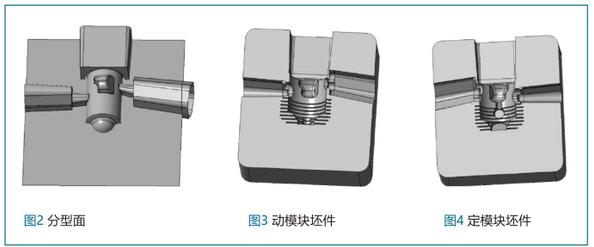
将零件毛坯3D导入Pro/E “制造”模块的“模具型腔”子模块中,根据铝合金压铸件的特点设置收缩率;利用“自动工件”设置模块的外围尺寸;利用“拉伸”、“填充”及“拔模”等命令,确定压铸模具主分型面3D,如图2所示。整体模具采用左右和中间活动滑块抽芯的结构。

2.3 分模设计
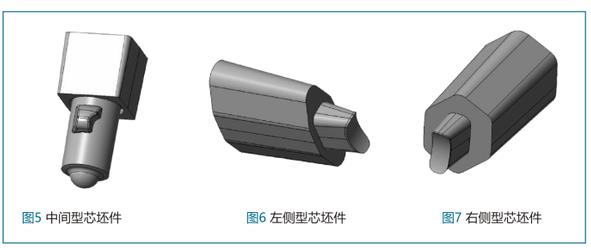
使用图2所示分型面,利用 “分割体积块”和“抽取体积块”命令完成分模动作,获得动、定模块及各活动型芯的模具成型零件的坯件3D,如图3~图7所示。
2.4 模具成型零件的细化设计
模具成型零件的结构和质量,在铸件实现顺序充型,保障成型质量和模具寿 命等方面起关键作用。
2.4.1 中间型芯设计
中间型芯的设计是该套模具的设计重点。由于其结构特殊,常规结构模具无法顺利开合模,因此将两侧扫气部分与中间型芯设计为分体式,两侧部分作为两件模内侧芯与中间型芯和动定模块配合使用。内侧芯及动定模块设计管位结构1以保证其与模块的精定位;并辅以稳定销2固定内侧芯保证在合模、插芯过程中不致脱落,如图8~图10所示。

2.4.2 动定模块设计
首先是浇铸系统设计。浇铸系统是铝合金熔液填充型腔的通道,主要由内浇口、主流道及余料等部分组成,其设计原则是确保铸件实现顺利充型和成型质量。
根据该铸件的结构特点以及预估的重量和投影面积,确定使用压铸机熔杯的直径及内浇口的位置及形 状;利用经验公式计算内浇口的面积。其次是排气和溢流系统设计。排溢系统的设计是提高铸件质量和消除铸件内外瑕疵的重要措施之一,其主要用于平衡模具温度和腔内气体的排出以及铝合金熔液末端冷料的收集。除浇铸和排溢系统外,动定模块上均设计有与模 内侧芯相配合的部分,如图9和图10所示。
2.4.3 模具其他成型零件设计
根据图6和图7所示坯件3D结合模具结构设计左右活动型芯;其余各毛坯底孔型芯根据2D图纸具体尺寸设计。
2.5 模具结构零件设计
模具结构零件包括各种板件、导向零件及模框等,其设计要点不再一一赘述。
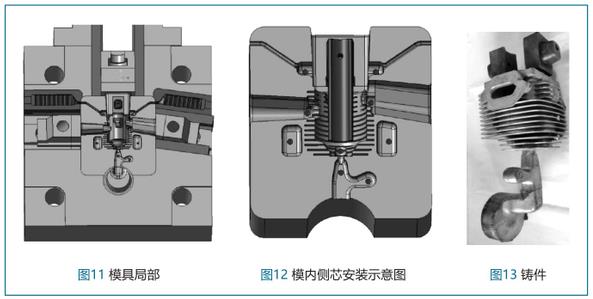
模具局部3D如图11所示。
2.6 模具冷却系统设计
模具温度也是影响铸件质量和模具寿命的重要因素。因此在中间型芯、模具 型腔以及浇口套分流锥等处配备冷却水,以提高铸件的内部和表面质量、稳定尺 寸精度,提高生产效率,降低热应力集中提高压铸模具的使用寿命。
3、模具工作过程
模具型腔预热后,将标识明确的两件模内侧芯采用人工手动的方式分别安装到动定模块如图12所示:喷涂机执行喷涂指令;然后油缸带动中间型芯插入模腔内后,压铸机做合模动作,同时左右侧芯由斜导柱带动做插芯动作。一系列的压铸指令结束后开模:开模过程中动模向后移动,斜导柱带动左右侧芯向两侧移动,左右侧芯与铸件完全分开后动模静止。动模静止后油缸做抽芯动作,中间型芯与模内侧芯和铸件分开,两件模内侧芯留在铸件上,接着压铸机执行顶出指令铸件脱模取出,一个压铸周期结束。铸件如图13所示。
4、模具制作及使用注意事项
(1)模块和各型芯侧芯使用 H13材料,淬火44~47HRC并做氮化处理。其制作重点和难点在两件模内侧芯与中间型芯和动定模块的配合上。由于压铸零件在工作时的配合状态较为复杂,作为工作时活动的零件,模内侧芯材料应与中间型芯一致并保证合理间隙。相同材料的热膨胀系数一致,受热变形后仍然能够维持原有的间隙配合。过松致使铝合金熔液窜入配合间隙,过紧合模困难,过松、过紧均严重影响模具寿命。模具各成型部位工作温度在140~280 ,综合考虑H13材料线膨胀情况、铝合金熔液特性以及成型零件制造精度的保 证程度,经试验验证内侧芯与中间型芯单边配合间隙在0.06~0.075mm之间效果良好,中间型芯抽插芯顺滑没有出现卡死现象并且铝合金熔液也不致窜入间隙。
(2)在压铸生产过程中,如图13所示模内侧芯在铸件中的包紧力较小易脱落。生产时由取件机取出铸件放到清理工作台,采用人工手动的方式从铸件中取出放入冷却液中冷却后进入下一个压铸循环。为确保压铸生产的连续性,可以制作2~3组模内侧芯循环使用。
5、结论
压铸模具经过试模和实际正常批量生产验证:其结构合理,各抽芯机构动作 顺滑、工作稳定,填充浇排良好;压铸件产品质量状态稳定良好,其生产效率较低压浇铸提高3%~5%,产品质量减轻10%,其他性能指标均符合产品要求,可以完全替代低压浇铸零件。
该套模具的设计和应用既降低了零件的制造成本,又为类似结构的压铸模具设计积累了经验。

 24.06万
24.06万

 24.27万
24.27万
 9354
9354
 1.73万
1.73万
 1.26万
1.26万
 1.06万
1.06万
 1.4万
1.4万
 1.46万
1.46万
 1.39万
1.39万
 1.87万
1.87万
 1.56万
1.56万
 9963
9963
 1.27万
1.27万
 1.36万
1.36万
 6967
6967
 1.16万
1.16万
 1.16万
1.16万
 1.23万
1.23万
 7290
7290
 6296
6296
 3
3

















