文:广东鸿图科技股份有限公司 汪学阳
摘要 针对某电动汽车用车身结构件减震塔的轻量化要求,研究了铝化设计对其减重效果的影响,并开发了适合于铝合金减震塔的高真空压铸工艺。结果表明,基于装配、刚性和压铸成形的合理设计,可实现减重约35%。浇注系统合理设计和真空度控制是影响卷气和力学性能稳定的重要因素。基于气泡试验和力学性能结果的分析,优化了内浇口设计方案。改善后的铸件经过T6热处理后,其抗拉强度大于300Mpa,屈服强度大于250Mpa,伸长率大于8%,满足使用要求。
关键词 车身结构件;减震塔;高真空压铸;热处理
由于汽车轻量化的需要及铸造新技术的发展,具有高强度高韧性的压铸铝合金复杂结构件取代部分钢制件、铝锻件或多部件组合已成为一种必然趋势。随着电动汽车轻量化进程的不断深入,铝合金压铸结构件正在向“大型化、复杂化、薄壁化、高性能化”的要求发展。目前,国外中高端豪华车型都已经大规模使用“以铝代钢”的大型复杂薄壁件,如减震塔、纵梁、A 柱、B 柱等,并在车身结构件的压铸工艺上进行了大量研究。
作为车身结构件轻量化的代表,铝合金减震塔已经成功应用于汽车上。减震塔安装在车轮减震弹簧上方,用于固定减震弹簧。在车辆行驶过程中,减震塔承受来自减震弹簧的冲击,要求具有良好的强度、韧性和塑性。因此,铝合金减震塔通常需要经过热处理强化,才能满足力学性能要求。国外在压铸铝合金减震塔的开发应用上已比较成熟,在奔驰、宝马等汽车上应用广泛。
由于高强韧铝合金材料、高真空压铸工艺和薄壁件热处理变形控制等关键技术的制约,能进行批量生产的国内厂家还较少。以本公司开发的一款减震塔为案例,详细说明高真空压铸成形工艺的开发过程以及试制改善过程。压铸件经过T6热处理(490℃×3h+淬火+170℃×3h)后,其力学性能满足要求。
1、铸件设计及分析
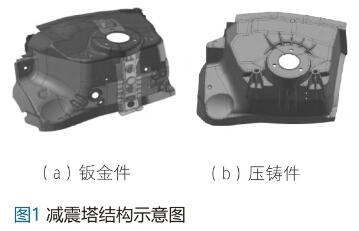
图1为某电动汽车减震塔结构示意图。
该减震塔原设计为钣金件,由14个钢制冲压件通过焊接进行组合,整个零件质量为5.5kg,其结构见图1a。基于电动车轻量化的要求,将零件进行薄壁化和一体化设计。在保证零件功能要求以及压铸工艺性的基础上,进行了结构优化。首先保证零件的装配功能,保留装配部位所需要的尺寸及结构;其次对拼接后的结构进行简化,围绕压铸件出模的要求,对模具进行修改;最后考虑零件的受力情况,增加加强筋条,提高其 刚 性及铸造工艺性。优化后压铸件的结构示意图见图1b。压铸件的基本轮廓尺寸为532mm×365mm×299mm,平均壁厚为3mm,质量为3.6kg,产品减重约35%。根据设计要求,铸件经过 T6 热 处 理 后,要求本体取样的抗拉强度 ≥280Mpa,屈服强度≥220Mpa,伸长率≥8%。材料采用中铝集团自主研发的新型高强韧铝合金。
由于铸件需要进行T6热处理,在经过高温固溶阶段后,仍需要保证表面品质合格。压铸过程中,型腔及压室内存在大量的气体,如果使用普通压铸或者普通的真空压铸,型腔内气体不能完全排除,气体包卷至铸件内部,会引起表面鼓泡,导致铸件报废。基于此,使用高真空压铸工艺进行开发,通过浇注系统的优化设计,尽可能保证铝液在型腔内流动平稳,少包卷,使排气顺畅。
2、高真空压铸工艺设计
2.1 浇注系统设计
为了缩短开发周期,应用数值模拟软件对浇注系统进行分析。根据产品的结构以及实际压铸机吨位,采用1模2腔的布局。压室有效长度为1220mm,充满度为29.2%。在浇注系统设计时,主要考虑铝液达到型腔的同步性,以及减少铝液在浇道的卷气与包卷,在浇道设计时横截面积采用逐级递减的设计。另外,为了保证铝液在型腔内较短的填充时间,沿着铸件轮廓设计全浇口的方式。其浇注系统设计见图2。
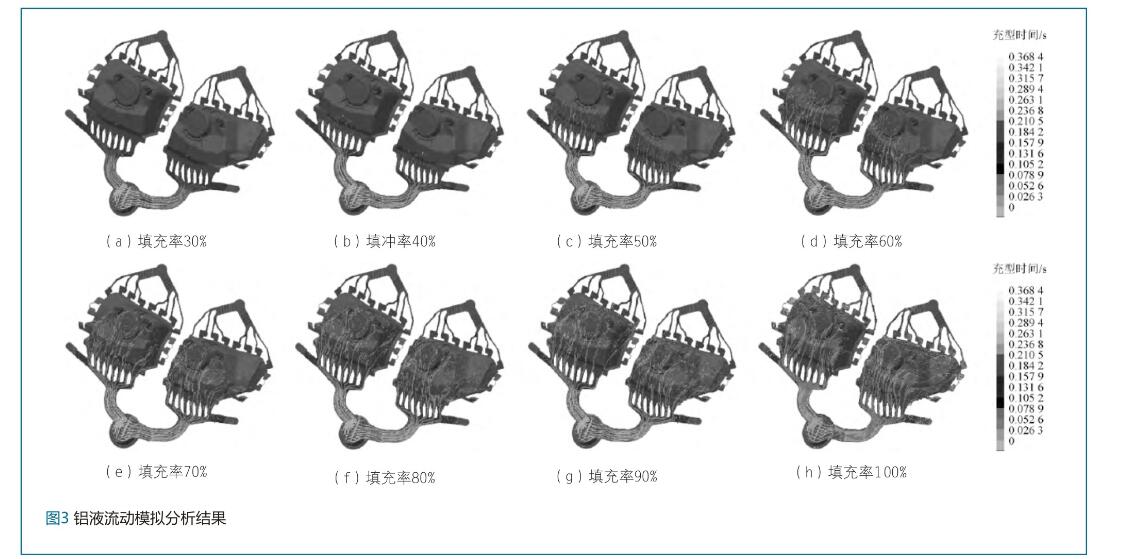
根据以上的设计方案进行数值模拟分析,其结果见图3。
从图3可以看出,左、右减震塔按1模2腔布局设计,浇注系统采用对称设计,流动过程中左右减震塔的流态非常相似,达到了1模2腔模具设计的基本要求,且铝液的流动过程比较顺畅。溢流槽设计在铝液的填充末端,起到收集冷料的目的,位置设置也比较合理。从铝液的整体流动过程看,该浇注系统是合理可行的。
2.2 真空方案设计
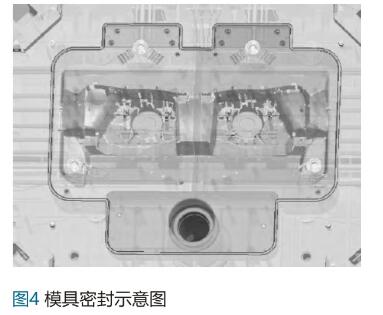
相对于普通真空压铸工艺,高真空压铸模具的密封更为严密,其分型面采用耐高温的胶条来实现密封。此外,模具推杆系统,镶块拼接,模具型芯以及模具与压室的配合位等也都用涂胶或密封圈来实现密封,见图4。
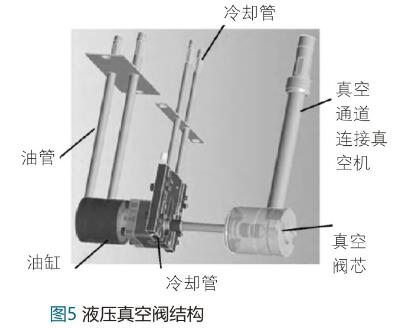
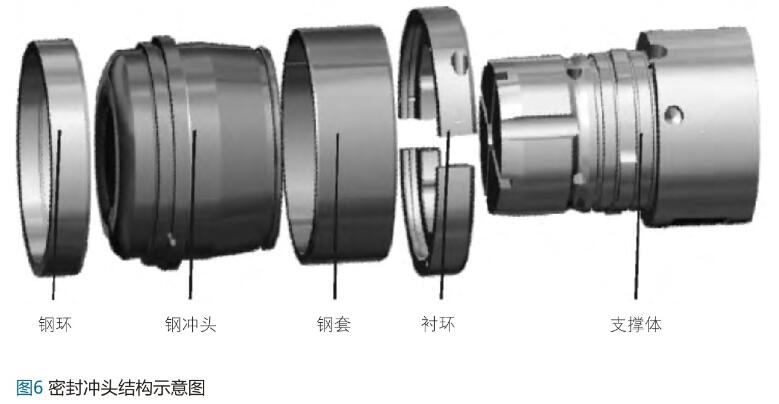
在真空阀结构上,采用液压真空阀作为型腔中气体排出的通道。该过程的关键是,要在铝液到达真空阀之前关闭阀芯,防止铝液通过真空阀进入抽气管道形成堵塞。液压真空阀结构见图5。同时,为了保证能快速将型腔内的气体抽出,采用双向抽真空设计。即一方面在铝液填充末端使用真空阀抽气,另一方面在压室或者浇道处布置真空阀,形成抽气通道进行抽真空。为了保证抽真空效果,型腔内部形成负压时,外界气体不再进入型腔,除了模具分型面、镶块以及顶针的配合面之间进行密封以外,冲头与压室之间的密封也尤为重要,使用密封冲头进行冲头与压室之间的密封。密封冲头的结构见图6。
根据铸件的尺寸及要求,该套模具应用4个真空阀,其分布图见图2。其中阀 A 与阀B 主要抽取压室与浇道内的气体。因所用真空阀位于浇道上,在铝液填充过程中需要提前关闭。阀 C 与阀D 位于填充末端,主要抽取型腔内的气体,在铝液到达阀芯之前由液压缸施加压力进行关闭。通过以上设计,可以保证型腔内的真空度达到91kpa以上的高真空状态。
3 试制及改善
3.1 试制及检测
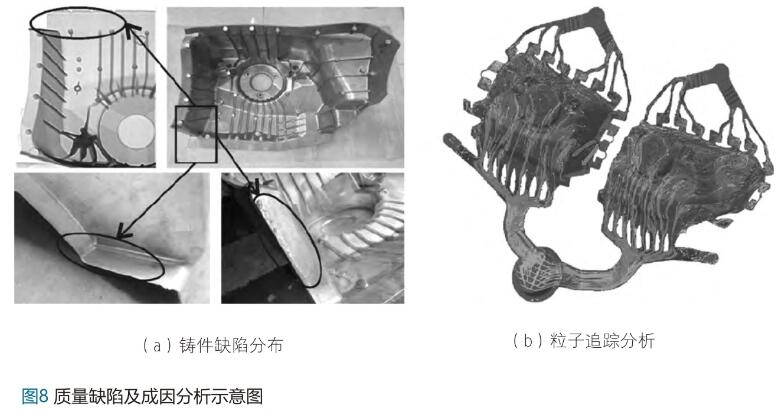
首次试制选择在IDRA35000kn 压铸机上进行,周边辅助设备为海望真空机、模温机等。铸件实物见图7。连续生产过程中,真空度可以达到5Kpa以下。对铸件进行x 光检测,发现铸件内部存在气孔。在530℃下进行保温45min的气泡试验后,铸件表面在特定位置有较为明显的鼓泡,鼓泡的直径为 1~2mm,数量比较密集,见图8a。经过分析该部位的铝液流动情况,可以看出该区域内铝液存在包卷,见图9b。因此,需要优化工艺方案进行改善。
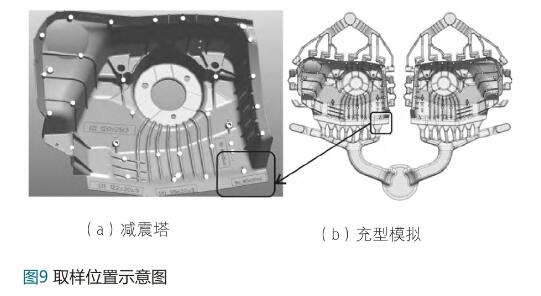
T6热处理工艺为490℃×3h固溶,然后快速淬火,再进行170℃×3h时效处理。T6处理后,对铸件本体取样,取样位置见图9。经过多个样本进行分析, 发现5号位置的测试结果较差。力学性能结果见表1。可以看出,5号位置的力学性能波动大并且伸长率较低。通过对5号位置的试样进行分析,发现取样位于浇口与非浇口之间时,填充过程中铝液的流动状态差异较大,故需要进行改善。
3.2 改善与验证
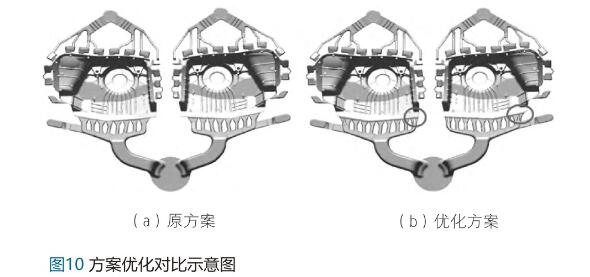
通过以上对缺陷的分析,确定如下改善方案。加宽5号位置的浇道,使其接近铸件的边缘,保证5号位置铝液的流动性。同时,该位置浇道加宽,可以保证铝液流动时,较为顺利地填充侧壁的位置。因此,该修改方案既能有效改善5号位置的力学性能,又能解决气孔及气泡部位的缺陷。方案优化对比示意图见图10。
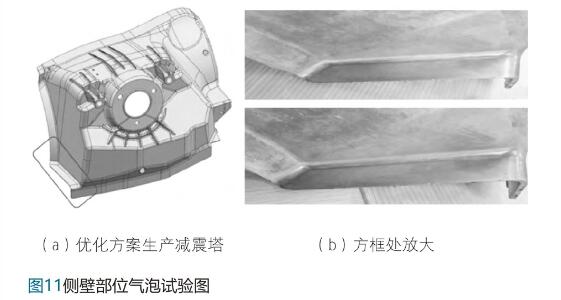
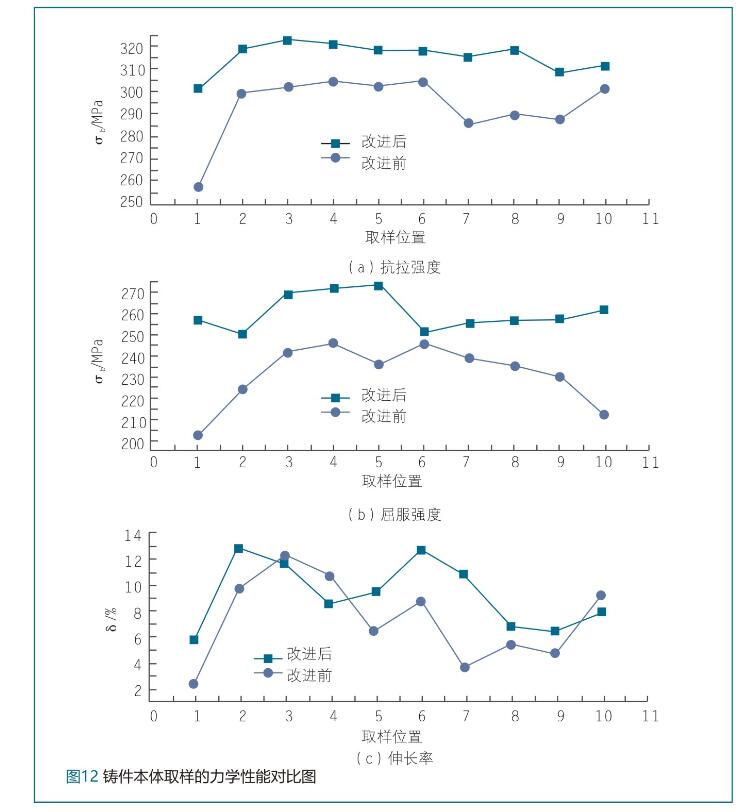
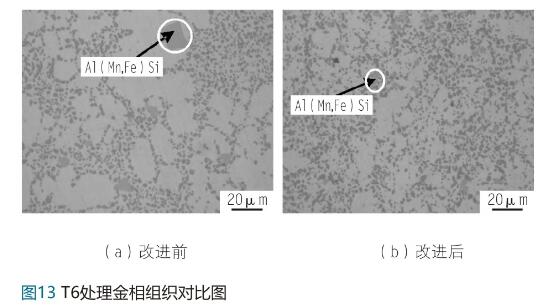
优化方案重新采用相同的高真空压铸工艺制备减震塔并进行检测和对比。气泡试验结果发现,侧壁部位的气泡问题得以解决,见图11。通过对模具、工艺以及热处理的优化,在 T6 热处理 (490℃ ×3h 固溶 + 淬火+170 ℃×3h时效)后,在铸件本体取样进行拉伸试验,对比结果见图12。检测的力学性能结果满足要求。浇注系统优化前后,减震塔试样经 T6处理在同一位置取样的金相组织见图13。可以看出 ,金相组织中均由α-Al基体、颗粒状共晶硅以及少量第二相Al(Mn,Fe)Si相组成。通过对比可以发现,首次试制的试样组织中的Al(Mn,Fe)Si相尺寸较为粗大,在20μm 以上,先析出相的α-Al枝晶较为发达,导致晶界析出的共晶硅存在较明显的偏聚。浇注系统改善后的试样组织中,第二相Al(Mn,Fe)Si相的尺寸显著减小,而由于α-Al枝晶更细小均匀,使得共晶硅分布更加弥散、均匀。金相组织的改变带来力学性能的提升。
4、结 论
(1)用铝合金压铸件替代减震塔钣金件,可满足使用性能要求,实现轻量化,质量从5.5kg减至3.6kg。
(2)压铸减震塔采用1模2腔对称布置,结合模拟仿真技术可以设计合理的浇注系统,保证铝液流动的顺畅,避免高温气泡和力学性能的不稳定。
(3)优化工艺制备的减震塔样件,经T6热处理后,抗拉强度大于300Mpa,平均屈服强度大于250Mpa,平均伸长率大于 8%,Al(Mn,Fe)Si相的尺寸显著减小,α-Al枝晶更细小均匀,使得共晶硅分布更加弥散,均匀。


















 25.67万
25.67万