 文:曹华伟
文:曹华伟
摘要:某汽车发动机支架所采用的材料为ADC12压铸铝合金,该支架沿整个截面处发生断裂失效。为了确定该支架的断裂原因对该支架进行了断口宏观形貌观察、材料化学成分分析、金相显微组织分析、硬度测试、断口微观SEM观察分析及EDS能谱测试分析。结果表明,材料的化学成分与标准要求不符、硬度略低于标准要求以及材料内部出现铸造孔洞是导致支架断裂的主要原因,并针对断裂原因提出了相关改善措施。
关键词:铝合金 发动机 支架 断裂失效
发动机支架是发动机上的重要零部件,它的主要作用为固定发动机并降低发动机向车架传递振动。汽车发动机支架为发动机与整车的连接件,同时作为发动机的安全件,在汽车行驶过程中承受较大的正应力和切应力,容易发生断裂。
某汽车公司发动机支架所采用的材料为ADC12压铸铝合金,该支架在安装后行驶约100 km时沿整个横截面发生断裂。为了确定该支架的断裂原因,对该支架进行了断口宏观观察分析、材料化学成分分析、金相显微组织分析、硬度测试、EDS 能谱测试分析及扫描电镜分析测试。在理化试验的基础上,结合微观断口形貌和断裂机理对支架的断裂原因进行分析,并根据断裂原因提出相关改善措施。
1 试验方法和结果
1.1 试验对象
试验对象为某汽车公司行车过程发生断裂的汽车发动机支架,该支架材料为ADC12压铸铝合金。
1.2 宏观断口观察
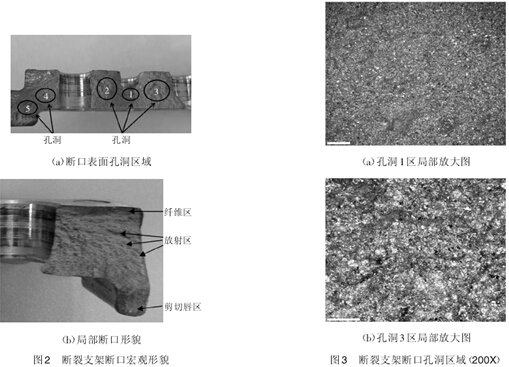
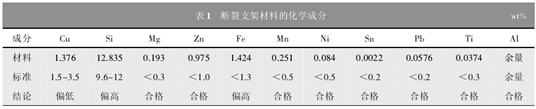
断裂支架的外观整体形貌见图1;采用光学显微镜对该铝合金支架进行断口宏观观察,发现其断口表面呈暗灰色,断口包含了纤维区、放射区和剪切唇区三个区域,断裂支架断口宏观形貌见图2;采用3D数码光学显微镜对断口表面进行观察,断口表面各区域均可见大量铸造孔洞,且分布随机,断口表面孔洞见图3。
1.3 成分测试
采用火花直读光谱仪对断裂支架的材料成分进行测试,并将测试结果与标准JIS H5302-2006中ADC12的成分要求进行对比,结果见表1。由表1可以看出,与标准中的要求相比,该断裂失效的支架材料中Cu的含量偏低,Si和Fe的含量偏高。断裂支架材料的化学成分不符合JIS H5302-2006中ADC12的成分要求。
1.4 断口显微观察
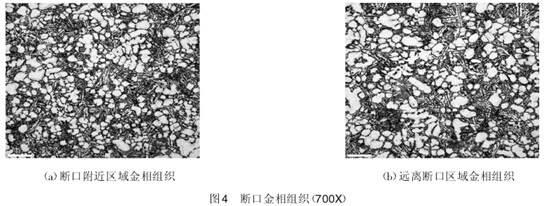
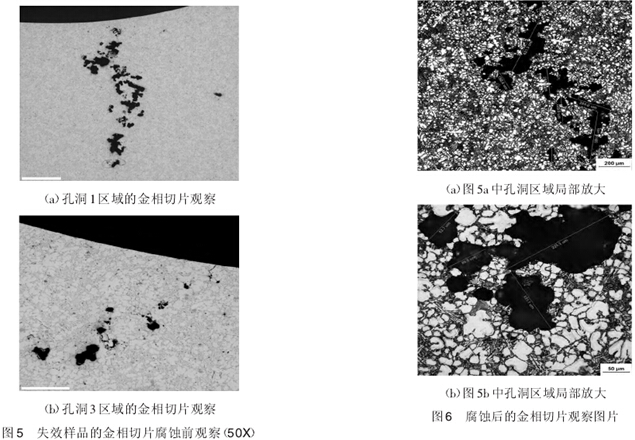
在支架断口表面附近区域及远离断口区域切取金相试样,经0.5%氢氟酸水溶液腐蚀后观察金相组织,如图4所示。从图中可见白色的α固溶体呈枝晶状和块状分布,其基体为α+Si共晶体,共晶硅呈段条状分布,此外在共晶体中存在部分黑色点状物质,与标准ADC12的金相显微组织无明显差异。
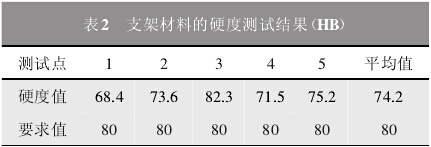
所切取的金相样品经研磨抛光后表面可观察到明显的孔洞,有的裂纹起源于孔洞处,且裂纹贯穿孔洞。将金相样品经过腐蚀后发现,表面可见的孔洞在内部是连通的,可看作为一个孔洞,如图5和图6所示。由图6可知,该支架材料内部的孔洞的最大尺寸为 431.3 μm,
且多数孔洞的尺寸大于200 μm。
1.5 硬度测试
采用布氏硬度计对支架材料进行硬度测试,实验结果见表2。由测试结果可知该断裂支架的硬度值比标准的要求值略低。
1.6 失效样品断口SEM测试
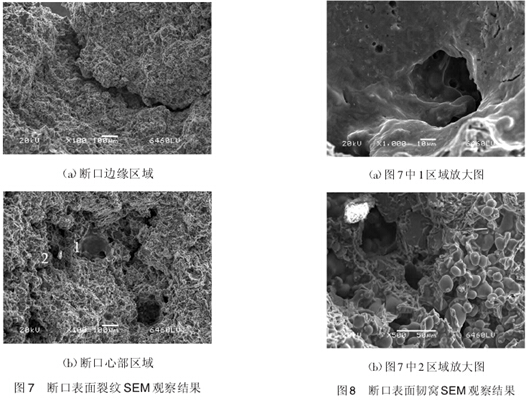
采用 SEM 对支架断口进行表面微观形貌观察,在观察之前对断口表面采用超声清洗和吹扫,以排除断口表面有外来物的可能,由SEM观察可见断口所有区域的形貌均有韧窝特征,如图 7 所示,同时在
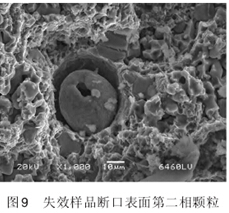
断口表面能明显看到二次裂纹和铸造孔洞,靠近断口表面处存在裂纹(图8)。同时在断口韧窝处有第二相颗粒存在(图9)。
1.7 断口缺陷部位EDS分析
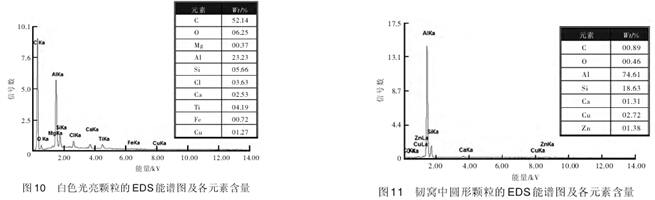
采用 EDS 能谱仪对断口表面第二相颗粒(图8b 图中的白色光亮点颗粒和图 9 韧窝中圆形颗粒)的成分进行分析,EDS谱图及各元素含量分别如图10和图11所示。
从测试结果可知,白色光亮点颗粒的主要含有 C、O、Al、Si 元素,其质量分数分别为 52.14%、6.25%、23.23%和5.66%,韧窝中圆形颗粒处的能谱分析表明该处基本不含C和O,Al和Si元素的质量分数分别为74.61%和18.63%。这些C和O可能为浇注过程中带入的渣滓及氧化膜而形成的。C元素易和Al结合形成Al
4C
3等脆性相,这些脆性相颗粒的存在割裂了基体材料的连续性,易成为裂纹源,降低了材料的力学性能。
2 试验结果分析
上述试验结果表明,断裂支架材料的化学成分不满足相关标准的要求,该失效的支架材料中Cu含量偏低,Si和Fe含量偏高。Cu含量偏低降了低合金材料的流动性、抗拉强度和硬度。Si和Fe是杂质元素,对合金材料的性能有显著的影响,含量过高时会使铸件产生裂纹。断口显微观察的结果表明,该支架材料内部含有较多的铸造孔洞,断口表面有些裂纹起源于孔洞处。通过SEM观察发现,断口形貌以韧性断裂为主,在整个断口表面存在较多的韧窝,断口表面附近位置存在裂纹,并且在断口表面区域存在铸造缩孔和第二相颗粒。
ADC12压铸件中孔洞与力学性能关系研究表明,在ADC12压铸生产过程中,必须将孔洞的最大尺寸控制在180 μm以下,否则将会影响压铸件的力学性能。孔洞的体积分数越多,尺寸越大,压铸件的力学性能就越差。该断裂支架的材料内部的孔洞最大尺寸为 431.3 μm,且多数孔洞的尺寸均大于200 μm,铸造孔洞的尺寸超出了应控制尺寸的上限。材料的硬度测试结果表明该支架材料的硬度值略低于 JIS 标准要求的范围。由于铸造过程中引入的孔洞大于标准所要求的尺寸范围,使得材料的力学性能下降,导致该支架在使用过程中发生断裂。
3 结论
断裂支架材料的化学成分不符合要求,同时失效支架的材料中存在尺寸较大的铸造孔洞。支架材料在铸造加工过程中残留的铸造孔洞较多且分布随机,这些铸造孔洞的存在降低了材料的性能,同时存在脆性的第二相颗粒割裂基体材料的连续性,使其性能降低,导致该支架在使用过程中发生断裂失效。
由于该支架断裂与材料本身成分及铸造缺陷相关,因此可以通过改善材料的铸造工艺过程来进行改善。比如,控制材料成分中的Si、Fe等元素含量,使其成分更接近共晶成分,提高流动性;加强熔炼过程的控制,在满足要求的前提下降低熔炼温度及减少熔炼时间,减少Fe含量的增加,有利于消除孔洞缺陷;在成分满足要求的前提下,可适当增加合金液中 Ti 元素的含量抑制树枝晶的长大,起到细化晶粒的作用;同时还可以在材料铸造过程中采用精炼除气的方法以降低合金液中的氧化物夹杂和含气量。
















 25.3万
25.3万







































