














文: 刘金保
中国重型汽车集团重庆卡福汽车零部件公司
摘要 用热分析方法和热传导原理,对压铸模用水冷控制模温进行了研究,总结出一整套模具冷却水孔的设计要领和计算公式,列举了计算实例。阐述了压铸模控制模温后对提高压铸件金属组织的致密度、压铸生产频率和延长模具寿命等起到的效果。
关键词:热传导 压铸模 水冷控制模温
1 控制模温的目的
合金在压型中的冷却速度是影响压铸件致密度的关键因素。在压射参数相同和保证合金液能充满型腔的前提下,模温越低则合金的冷却速度越快,铸件金属组织也就越致密。产品的不同结构和壁厚,对压型表面温度有不同的要求。我厂是生产汽车气制动阀的专业厂,阀类压铸件小而复杂,壁厚一般在4-8mm范围内,经多年摸索,这些产品的压型表面温度,锌合金为170-200℃,铝合金为220-260℃时工作状态良好。在压铸生产过程中,只要压型能维持在这个温度范围内,就能获得优质铸件。在无冷却系统的压型中,随着压射次数的增加压型温度则不断上升,导致压型内部与表面温差不断减小,使合金在压型中的冷却速度越来越慢,得不到致密的金属组织,机加工后铸件会出现针孔甚至大的缩孔,更严重的是已加工的产品在作气密性试验时因漏气而大量报废。过去,我厂气阀产品漏气报废率,铝合金一直在40-50%。要获得高致密度铸件就必须控制模温。为此,对水冷控制模温技术开展了研究。
2模具冷却系统的设计原理
2.1模具的热分析
每次压射金属液时,压型表面温度急剧上升,紧接着由于热传导作用,压型内部温度也上升。压型内部如果没有冷却水及时将这些增加的热量带走,则下一个压射循环时压型内部温度梯度缩小。如此往返下去,温度梯度渐趋缩小,甚至压型心部与表面温度接近,形成一个较均匀的温度场,使合金在型腔中冷却得十分缓慢。
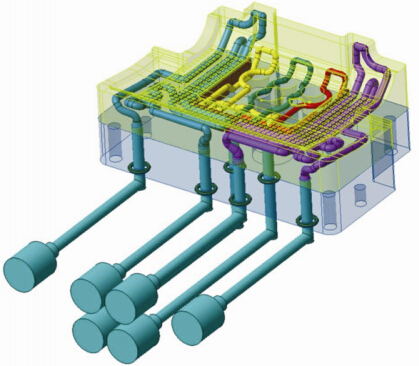
压型中的热分布受产品结构及模具壁厚等诸多因素的影响,是一个很复杂的问题。尽管热分布复杂,在整体模具其他冷却条件不变的前提下,热传导形式可归纳为两种基本类型。第一种类型——只与金属液接触不被金属液包容的压型,称为热放散型。压型从金属液得到热量后能迅速不断地向模具外形及空中传导和扩散;第二种类型——被金属液包容的压型,称为热集中型。这类压型从金属液获得的热量最多,而且又无法向周围的模具或空中传导和扩散。冷却系统设计的主要对象就是这部分压型。在设计压型的冷却系统时,首先要通过热分析,找出形成热集中型的那部分压型,然后根据金属液给与这部分压型的热量,计算出这部分压型冷却通道的表面积大小,最后根据模具结构确定通道的密封和出入口连接方式。
2 冷却通道计算的基本公式
2.2.1 压射金属液给与压型的热量计算
 (1)
(1)
式中 —单位时间压射给金属与压型的热量,kJ/h
P—每次压射金属液的质量,kg/n
N—单位时间的压射次数,n/h
C—合金比热(平均),kJ/C•kg
 —浇注温度,C
—浇注温度,C
 —铸件出模时的温度,C
—铸件出模时的温度,C
H—合金熔解潜热.kJ/kg
2.2.2 冷却水应带走的热量
在单位时间里冷却水应带走的热量等于合金液给与压型的热量与自然散发热量(压型向空中散发和涂料带走的热量)之差。即
 (2)
(2)
式中  —单位时间冷却水带走的热量,kJ/h
—单位时间冷却水带走的热量,kJ/h
 —单位时间合金液给与压型的热量血J/h
—单位时间合金液给与压型的热量血J/h
 —单位时间自然散发的热量,kJ/h
—单位时间自然散发的热量,kJ/h
 值与压射生产频率、环境温度、涂料喷涂量等因素有关。在我厂生产条件下,其平均值
值与压射生产频率、环境温度、涂料喷涂量等因素有关。在我厂生产条件下,其平均值 ,因此:
,因此:
 (3)
(3)
前面已叙述, 冷却通道设计的主要对象是热集中型的压型。形成这部分铸件形状是由两部分压型组成的,即被金属液包容和不被金属液包容的压型。经过几年的摸索和验证, 前者为得到冷却水应带走热量的  , 后者仅为
, 后者仅为 。 因此在计算热集中型压型得到的热量
。 因此在计算热集中型压型得到的热量 时,在式( 3 ) 前者面应冠入
时,在式( 3 ) 前者面应冠入  这样一个经验系数, 即是
这样一个经验系数, 即是 =
=  , 由式(1)、(2)、(3) ,得:
, 由式(1)、(2)、(3) ,得:
 (4)
(4)
3 压型表面到冷却水孔表面的距离计算
为了维持压型表面合适的工作温度, 在每一个压射循环内金属液给与压型多余的热量应正好由冷却水带走, 就要确定压型表面至冷却水孔表面的距离。
由热传导公式可求得其距离, 现作如下推导。
(l) 平壁类热传导公式
 (5)
(5)
式中  —平壁类压型表面至冷却水孔距离,m
—平壁类压型表面至冷却水孔距离,m
 —导热系数,模具钢为168kJ/(m•h•℃)
—导热系数,模具钢为168kJ/(m•h•℃)
S—压型受热面积,m2
 —压型表面理想工作温度,铝合金 =220-260℃,锌合金 =170-200℃
—压型表面理想工作温度,铝合金 =220-260℃,锌合金 =170-200℃
 —离压型表面 处的压型温度,℃
—离压型表面 处的压型温度,℃
 —每小时冷却水应带走的热量,kJ/h
—每小时冷却水应带走的热量,kJ/h
(2) 圆筒类热传导公式
热集中型  (6)
(6)
热放散型  (7)
(7)
式中 —热集中型时压型表面至冷却通道表面的距离,m
—热集中型时压型表面至冷却通道表面的距离,m
 —热放散型时压型表面至冷却通道表面的距离,m
—热放散型时压型表面至冷却通道表面的距离,m
 —平壁类压型表面至冷却通道表面的距离,m
—平壁类压型表面至冷却通道表面的距离,m
R—圆筒类铸件的半径,m
2.2.4 冷却通道表面积计算公式
 (8)
(8)
式中  —冷却水从压型中应带走的热量,kJ/h(热集中型时为
—冷却水从压型中应带走的热量,kJ/h(热集中型时为 )
)
A—冷却通道表面积,m2
h—冷却水入、出口平均温差下的传热系数,(kJ/m2•h•C)
 —冷却通道周围压型温度,C
—冷却通道周围压型温度,C
 —冷却水入、出口温差,C
—冷却水入、出口温差,C
2.2.5 冷却水传热系数 值的确定
h值受冷却水入出口温差、流量、通道大小等因素的影响,计算十分复杂。国际锌压铸会议确定了 值的经验计算公式:
 (9)
(9)
式中W —冷却水流速,m/s
D—冷却水孔通道直径,m
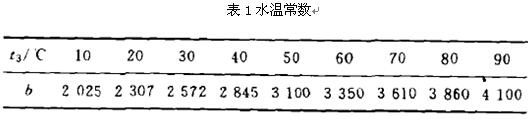
b—冷却水入、出口平均温差下水温常数(表l)。
3、应用计算举例
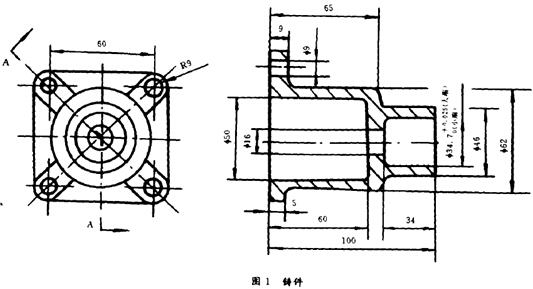
为了简明起见,用图1所示的最简单压铸件为例。该件要求加工后在1MPa气压下无泄漏。在进口TRI-UZL。cast130(合模力1300 kN)压铸机上生产。压铸合金为A380.0铝合金。
3.1 A380.0合金特性及压铸工艺设定
合金密度 y=2.7g/cm3,平均比热C=1.05kJ/(℃•kg),熔解潜热衬=359kJ/kg。
每小时压射次数 N=100n/h,浇注温度 =650℃,铸件出模时的温度
=650℃,铸件出模时的温度  =350℃,压型表面理想温度
=350℃,压型表面理想温度 =250℃,冷却通道压型温度
=250℃,冷却通道压型温度  =180℃,冷却水出入口平均温差
=180℃,冷却水出入口平均温差 =60℃(出口80℃,入口循环水水温20℃),水的流速W =0.5m/s。
=60℃(出口80℃,入口循环水水温20℃),水的流速W =0.5m/s。
3.2热分析
从图1可知:形成 孔的型芯为被金属液包容的压型即热集中型,其余为热放散型。其中 9mm型芯太小通水困难,因此该产品模具只对
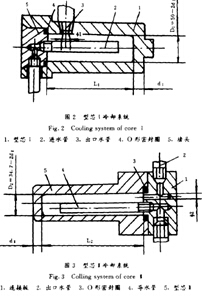
孔的型芯为被金属液包容的压型即热集中型,其余为热放散型。其中 9mm型芯太小通水困难,因此该产品模具只对 型芯设计冷却通道(见图2、图3)。
型芯设计冷却通道(见图2、图3)。
(......)

 24.61万
24.61万

 24.83万
24.83万
 9531
9531
 1.75万
1.75万
 1.34万
1.34万
 1.09万
1.09万
 1.44万
1.44万
 1.48万
1.48万
 1.43万
1.43万
 1.9万
1.9万
 1.59万
1.59万
 1.02万
1.02万
 1.3万
1.3万
 1.38万
1.38万
 7321
7321
 1.18万
1.18万
 1.2万
1.2万
 1.27万
1.27万
 7581
7581
 6606
6606
 312
312

















