














文:徐关庆
营口银河镁铝合金有限公司

摘要:指出了镁合金压铸件传统粉末喷涂前处理工艺(主要包括喷丸或机械磨光,化学除油,酸性去锈和磷化)所存在的问题,介绍了一种在喷丸或机械磨光后的一步法前处理工艺。该工艺可以清除大型镁合金零件表面的油和氧化膜,同时形成具有填充基体微细缺陷功能及与涂层结合力良好的转化膜,从而减少了涂装后的缩孔、起泡现象,提高了涂装品质与一次合格率。
关键词:压铸镁合金;前处理;化学转化;涂装;缺陷
镁合金是现有工程用金属中密度最小的合金,具有比强度高、尺寸稳定、抗冲击、无毒、易于回收、加工性能良好等优点,为 21 世纪绿色功能材料,在航天、交通、军事等各种领域中的应用越来越广泛。然而,镁的标准电极电位很负(−2.73 V),镁合金零件在潮湿的大气环境中容易发生腐蚀。因此,良好的表面防护处理是其应用的关键。涂装工艺生产成本低,对环境污染轻,涂层的耐盐雾腐蚀性良好,可以获得多种色调的装饰效果,是目前镁合金零件表面处理最常用的工艺之一。
目前,应用最广泛的镁合金零件主要是冷式压铸件。由于镁合金熔液的流动性能优良,而且与钢铁模具亲和力小,因此往往采用高达 9 ~ 30 m/s 的速度进行压铸成型,从而提高生产效率、降低生产成本。然而,在这样高速压铸的情况下,模腔内的空气难于瞬间排出,残留气体在冷凝的铸件表层形成微小的气泡群。涂装烘烤时,气泡内气体膨胀有时会造成表皮破裂,形成微小的气孔;同时在结构复杂的大型镁合金压铸件成型时,由于镁的晶体结构为密排六方晶体,室温(≤220 °C)变形时只有单一的滑移系{0001}<1120>,因此,镁的塑性比铝低,各向异性也比铝显著。固态镁从 923 K 降温到 293 K,体积收缩率为 5%左右,镁合金在铸造冷凝时收缩量大、塑性小,铸件中容易形成微孔、裂纹。因此,在结构复杂的大型镁合金铸件表面难免会存在欠铸、裂纹、流纹、脱模剂夹杂等缺陷。为了获得合格的涂层,必须彻底清除铸件表面的缺陷,获得光滑平整的涂装前处理表面。
1 常规的镁合金前处理工艺
1. 1 镁合金压铸零件粉末涂装工艺流程
喷丸或机械磨光─化学除油─水洗─酸性去锈─水洗─磷化─水洗─预热烘干─喷粉。
1. 2 常规镁合金前处理工艺存在的问题
1. 2. 1 喷丸、机械磨光工序
为了清除镁合金压铸零件表面的飞边、油污,整平表面,生产中经常采用喷丸或者机械磨光工艺。由于镁合金粉末燃点低,与氧的亲合力高,在喷丸、机械磨光过程中非常容易发生燃烧,甚至引起爆炸。
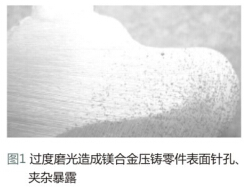
由于镁合金的硬度不高,在机械磨光工序中稍不注意就会破坏镁合金压铸零件表面的致密层,使铸件表层的微细裂纹、气孔外露,造成涂装表面出现起泡、缩孔等缺陷(见图 1)。
1. 2. 2 除油、酸洗
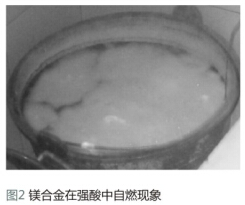
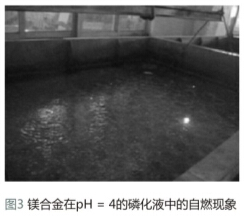
镁的化学性质极其活泼,只有在 pH >12 的碱溶液中生成 Mg(OH)2才趋于稳定,在其他水溶液中都不稳定。在纯净的自来水中浸泡也会发生腐蚀;在酸中,镁与 H+发生激烈的氧化还原反应,析出大量氢气与热量,会引起零件的过蚀,甚至发生自燃、爆炸事故,见图 2、图 3(图中的亮点为溶液表面游动的火焰)。
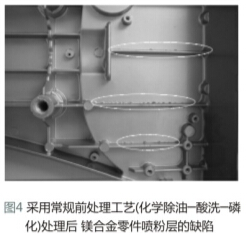
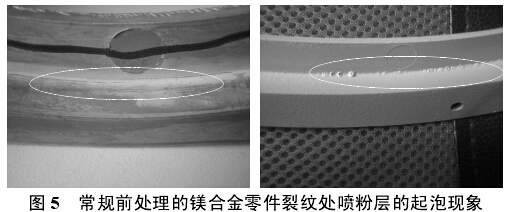
不当的化学除油、化学酸洗工艺,容易使铸件表面的缺陷扩大,对后续表面处理造成很大的影响(见图 4、图 5),所以需要格外小心。
1. 2. 3 磷化
镁合金化学活性高,在大气和水中表面总是存在着一层氧化膜。实验证明,镁合金零件即使进行了非常仔细的除油、酸洗,若没有经过磷化等转化膜处理就进行涂装,其结合力与耐蚀性均不理想。因此,涂装前在镁合金表面上制备一层具有一定防护性能并且与涂层结合力良好的过渡层,是提高镁合金零件涂装质量的关键。#p#分页标题#e#
锌–钙–锰系镁合金磷化工艺:
NaH2PO4 15 ~ 20 g/L
添加剂 10 ~ 15 g/L
pH 3.5 ~ 4.5
θ 室温
t 10 min
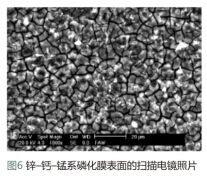
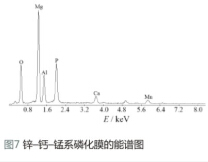
上述工艺可获得外观细腻、呈灰色或肉色、且充满微细裂纹的磷化膜(见图 6、图 7)。
1. 2. 4 常规镁合金零件涂装前处理工艺存在的问题
(1) 工艺流程及工艺时间长,清洗水消耗量大,需要在专门的前处理生产线进行处理后,再转移到涂装生产线进行涂装,不利于涂装自动线连续生产;
(2) 存在着火等不安全因素;
(3) 镁合金化学性质活泼,在前处理槽液中可能会发生过度的腐蚀或者在水洗过程和工序间的周转过程中,表面形成氧化膜,甚至出现白色腐蚀斑点(与镁合金材料、清洗水质、环境都有关),影响涂装的质量,因此需要建立严格的工艺管理制度。
(4) 容易使镁合金压铸件存在的铸造缺陷扩大化、表面化,影响涂装的质量。
2 镁合金零件一步法涂装前处理新工艺
2. 1 工艺流程
喷丸或机械磨光─一步法处理─空停─水洗─预烘干─涂装工序。
2. 2 一步法涂装前处理工艺
H3PO4 10 mL/L
添加剂 50 mL/L
pH 2.0 ~ 3.0
θ 室温
t(浸泡) 30 s
t(空停) 30 s
上述工艺可获得几乎没有微细裂纹、外观细腻、灰黑色、与涂层结合力良好和具有遮蔽基体微细缺陷作用的转化膜(见图 8、图 9)。从一步法处理前后同一个零件上同一个区域的形貌对比可以看出,原始的裂纹经一步法处理后明显被填平。(.......)#p#分页标题#e#

 25.3万
25.3万

 25.55万
25.55万
 9598
9598
 1.76万
1.76万
 1.4万
1.4万
 1.13万
1.13万
 1.45万
1.45万
 1.5万
1.5万
 1.44万
1.44万
 1.94万
1.94万
 1.62万
1.62万
 1.02万
1.02万
 1.31万
1.31万
 1.39万
1.39万
 7584
7584
 1.18万
1.18万
 1.22万
1.22万
 1.32万
1.32万
 7773
7773
 6813
6813
 489
489
 143
143
 95
95

















