孙珏
苏州三基铸造装备股份有限公司
摘要:随着高品质和高性能轻合金铸件的市场需求快速增长,先进的间接挤压铸造工艺有了巨大的应用市场。基于间接挤压铸造的工程实践,从挤压铸造机结构、工艺要素、生产控制等方面出发,讨论轻合金挤压铸件开发流程中需要注意的若干关键要素,并提出具有可操作性的技术解决方案。
关键词:间接挤压铸造;工艺设计;生产控制
1 间接挤压铸造工艺特点
挤压铸造是对低速进入铸型内的液态(或半固态)金属、金属基复合材料施加高的机械压力,使其在压力下成形和凝固,从而获得铸件(或铸锭)的一种成形方法。挤压铸造工艺低速充填型腔,避免了传统压铸容易卷气而产生铸件气孔的问题,金属型内高压下的强冷使得铸件基体组织细化, 并抑制了割裂基体的有害相生长。铸件可获得比普通压铸、重力铸造、低压铸造件更加致密和均匀的组织, 以及更为优异的综合力学性能,可进行焊接、阳极氧化、高温固溶等后续处理,性能接近或达到锻件水平, 故该工艺又称为液态模锻。挤压铸造件具有较高的尺寸精度和表面光洁度,是一种精密成形方法。
挤压铸造产品涉及铝、锌、镁、铜、高温合金及复合材料。随着汽车、轨道交通、通讯、航空、军工等行业对轻量化、高性能、高品质的追求,高强度轻合金零部件的市场需求快速增长, 挤压铸造件的性能优势在工程上得到了发挥。本文基于作者长期从事间接挤压铸造的工程实践, 从挤压铸造工艺性分析, 间接挤压铸造机结构、工艺要素、生产控制等方面出发,讨论挤压铸件开发流程中需要注意的若干关键要素, 并提出具有可操作性的技术解决方案。
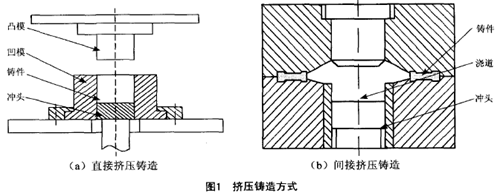
挤压铸造按压力的作用方式分为直接挤压铸造和间接挤压铸造,如图1所示。国内大多使用油压机直接挤压铸造进行生产,取得了良好的经济效益和社会效益,但由于设备功能及其控制系统的局限性,需要作业人员有较高的操作技术水平,铸件的质量稳定性和生产效率有待提高 。
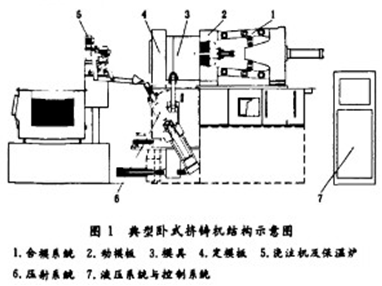
目前,融入了间接挤压铸造工艺的通用挤压铸造机在装备能力、工艺控制水平、生产效率、产品性能和应用领域等方面都达到了较高的水平。先进的挤压铸造系统不仅能够生产致密性、力学性能、抗腐蚀性能优于重力铸造、低压铸造、压铸的产品,而且具备了可与压铸相媲美的规模生产效率和工艺控制能力。如图2所示,卧式挤压铸造机的生产单元主要由合型机构、动模板、模具、定模板、浇注机及保温炉、压射系统和工控机等组成。可实现模具清理、喷涂、合模、锁模、浇注、挤压压射、开模取件等全过程自动化,一些重要的工艺参数,如合模力、压射力、压射速度、开始补压时间、保压时间等均可进行优选和存储。
2 铸件材料及结构工艺性分析
2.1 铸件材料
挤压铸造工艺对不同的合金牌号具有广泛的适应性,常规的砂型、金属型、压铸用铝合金都适合于该工艺。如:ZL101、ZL101A、AC4CH、A03560、A1Si7M g3、ZL1021 ZL104、ZL105、ZL 1 07、ZL l 1 1、ZL 1 1 4、ZL 1 l 5、、ADC12、ADC10、A1Si12(Cu1、A383、A380、A390等;变形铝合金6061、6063、6082、7075也可以通过挤压铸造工艺成形。生产中要严格监控铝液中Fe、Si、Mg、Cu等元素的含量,在其含量超出规定范围后,要立即进行成分调整,否则可能导致一批产品的性能不合格。对需要通过后续固溶强化进一步提高力学性能的铸件,Mg、Cu含量更应严加控制。
铸造镁合金材料同样适用于挤压铸造工艺,如:AM50、AM60、AZ91D等;金属基复合材料也适用于该工艺,如SiCp/A1复合材料和ULTALITE复合材料等。
2.2 铸件结构工艺性
分析产品结构是否符合顺序凝固原理,是否存在孤立热节需要补缩,是否存在影响出模的内形式侧凹。
铸件基本壁厚和最小壁厚是否符合挤压铸造工艺要求。挤压铸造的工艺特点决定了其适合于生产厚壁铸件,可铸出铸件的最小壁厚与铸件形状、金属液流动距离、模具温度、充型速度和浇注温度等都有直接联系。通常可实现壁厚6-50 mm铸件的生产, 如平板类铸件尺寸在100 mm×100 mm以内仍可实现壁厚2 mm铸件的生产。#p#分页标题#e#
铸件不宜存在锐角, 内圆角也不宜过大;其最小铸出孔尺寸应在3 mm左右,且深度不大于直径的4倍。
另外还需考虑铸件强度、气密性、功能、工程试验要求, 后续加工处理的需求,需方年、月产品订单数量,铸件原有毛坯的生产方式及企业现有的生产资源的配置等因素。
3 间接挤压铸造设备的选择
3.1 锁模力选择
锁模力是选用间接挤压铸造机型号的决定性参数。锁模力的作用主要是为了克服金属液挤压时的反压力(即涨型力),锁紧模具分型面,防止因模具松动引起金属液的飞溅,影响铸件的尺寸精度和内在的致密度及引发人身事故。锁模力按式(1)计算:

式中:F锁为间接挤压铸造机的锁模力;K为安全系数,一般取1.25;P为压射比压力, 根据铸件的不同要求在60-40 MPa之间选取;ΣA件为铸件在分型面上的投影面积,多型腔的为各型腔投影面积之和;ΣA浇为浇注系统在分型面上的投影面积之和,由式(2)计算得到:ΣA溢为排溢系统在分型面上的投影面积之和;ΣA侧芯为侧向活动型芯成形端面的投影面积之和; α为活动型芯座在模具楔紧处的压力角度。

式中: ΣA直为直浇道在分型面上的投影面积之和;ΣA横为横浇道在分型面上的投影面积之和;ΣA内为内浇道在分型面上的投影面积之和;A余为余料在分型面上的投影面积,按式(3)计算。
A余=D×L (3)
式中:D为挤压压室直径; L为挤压余料长度, 一般取值20-40 mm。
3.2 压室容量选择
压室容量应能够满足每次铸造所需的金属量(包括产品、浇注系统、排溢系统等)总和要求。
即: G室>G浇 (4)
式中:G室为挤压压室容量,挤压压室容量可从设备制造商规格书中查得; G浇为每次浇注金属总质量。
3.3 允许的模具厚度核算
在考虑必要的安全裕量条件下, 设备所允许的最小模厚应小于拟使用的模具厚度,设备所允许的最大模厚应大于拟使用的模具厚度。即:

式中: H模为拟使用的模具厚度; Hmax为设备所允许的最大模厚; Hmin为设备所允许的最小模厚。
3.4 开模行程核算
开模行程即压铸机开模后模具分型面之间的最大距离。要实现开模后顺利取出拟生产铸件和浇注系统, 须满足如下条件:

式中:L取为开模后分型面之间可取出铸件的最小距离;L行为设备所能提供的开模行程。
4 轻合金间接挤压铸造的工艺设计
4.1 铸件收缩率
铸件收缩率受合金成分、铸件结构、铸件壁厚、浇注温度、模具温度、涂料种类、铸件留型时间等诸多因素综合影响,一般在0.5%-1.5%内选择,设计时在模具上要留有调整余量。
4.2 拔模斜度
在挤压铸件自身缺少结构斜度时必须设计拔模斜度。拔模斜度选择可参照普通压铸件进行设计。由于间接挤压铸造件的壁厚一般均较厚,存在较大的凝固收缩和固态收缩, 因此在允许的范围内,宜采用较大的拔模斜度,减小所需的顶出推力或抽芯力, 以防挤压铸件的粘模、拉伤或变形。
4.3 加工余量
铝、镁合金挤压铸造件加工余量(RMA)可在B~D级范围内选取。
4.4 分型面位置
挤压铸造分型面位置亦即铸造时铸件在挤压铸型中的位置,应综合铸件的结构特点、尺寸、质量、合金牌号、技术要求后加以确定。合理的分型面位置应能保证获得外观健全光整、尺寸稳定、内在组织致密的铸件。对于间接挤压铸造分型面应考虑如下因素:
1)确保在开模时铸件能跟随动模从定模内顺利脱出。可通过侧抽芯机构、合理设计成形部位斜度、合理的铸件顶出设计、合理的浇注系统分割位置等办法来实现。
2)铸件的重要加工面、尺寸精度要求较高的孔系平面、加工定位面、尺寸精度要求较高的部位应置于同一半模内。#p#分页标题#e#
3)分型面与内浇道的匹配应有利于定向顺序凝固的实现,且便于浇注系统的布置。
4)应使型腔具有良好的溢流排气条件,在金属液最后充填部位设置分型面以利该部位的成形。
5)分型面位置的选择应保证铸件的外观要求,避免曲面、台阶分型或过长的分型痕迹。
6)分型面应避免设置在测量基准表面,铸件的机加工面应尽可能选作分型面。
7)分型面的选取应便于清整时浇注和溢流系统的去除。
4.5 内浇口位置
内浇口位置的选择对液态轻合金的充型流态、铸型的温度场分布、铸件内部应力、铸件尺寸精度、铸件的内在品质、铸件的清整工作量等都有影响。对于间接挤压铸造内浇口引入位置应考虑如下因素:
1)内浇口应开设在铸件的厚壁处,形成由远及近温度渐高的梯度分布,有利于铸件的顺序凝固,畅通的补缩通道为生产致密的挤压铸造铸件创造了条件。对于结构较复杂的铸件可按“弱顺序凝固原则”进行,即对每一个需补缩区域按顺序凝固的要求采取内浇道分散充型,这样可使铸件各热节部位得到充分加压补缩,避免缩孔、缩松产生。
2)内浇口应开设在平直的表面上以便浇道的去除;避免曲面分型和台阶分型所引起的分型面跑料、泄压,增加清理模具工时。3)内浇口的开设应有助于开模后铸件留于动模,以利开模取件。
4)内浇口的开设应有利于合金液的平稳充型,尽量避免直冲溢流槽口,否则会堵塞排气通道引发气孔缺陷:尽量避免直冲型芯或型腔内凸台,否则这些部位在长期热作用后会引起粘模和磨损。
5)内浇口的开设应尽量在铸件浇注位置的最下方,且至铸件左右两端有相近的较短距离, 避免因内浇口至铸件局部距离过远,或铸件局部位于内浇口的下方而产生的冷隔和夹渣。
6)尽可能开设单个内浇道,以免多股金属流产生冲击而卷气; 内浇口要尽量短,弯曲次数要少,以减少合金液的热量损失; 内浇口设计时应防止铸件在凝固时产生收缩变形。
4.6 内浇口尺寸
间接挤压铸造按顺序凝固成形,即凝固方向为产品、内浇口、横浇道、直浇道、料柄。其内浇口厚度比普通压铸厚。内浇口比例的经验公式如式(7):

式中:Rg为内浇口比例;A1 为挤压柱塞截面积;Ag为内浇口截面积。
4.7 排溢系统
良好的排溢系统设计、洁净的熔体处理、自下而上的低速层流充填是减少气体侵入,实现固溶处理无鼓泡的关键。模具中除需设计溢流槽、集渣包、排气道外,还可设置集中排气板、专用大气快排装置,甚至真空排气系统。排气道离开集渣包的尺寸也可按(长× 深)1 0 mm×0.5 mm、3 0 mm x 0.3 mm、100 mmx 0.15 mm三段设计。
4.8 型腔内铸件数
间接挤压铸造为低速充型、高压补缩,对铸造条件的合理性、均一性有较高要求,在与设备能力相匹配的条件下一型一件较为合理。在铸件投影面积小、质量轻和抽芯条件许可的情况下可作一型多件设计, 工艺设计时要尽量保证每个铸件具有相同的充型、排气、冷却、凝固条件。型腔数推荐采用2、4、6等偶数。
4.9 铸件尺寸公差
铝、镁合金挤压铸造件尺寸公差按GB/T6414一l999中的CT5-CT7选取,而铸件壁厚公差可在尺寸公差的基础上降一级选取。当客户有特殊要求时按双方商定的标准执行。
4.1 0 铸件质量公差
铝、镁合金挤压铸造件的质量公差按GB/T11351— 1989中的MT5~MT7选取,当客户有特殊要求时按双方商定的标准执行。
5 间接挤压铸造的生产控制
5.1 充型速度及位置
间接挤压铸造挤压柱塞动作可分为低速充填铝液至内浇口、充填型腔、保压凝固三个阶段。在低速充填铝液至内浇口期间,挤压柱塞宜以较低速度运动以排除型腔内残留气体。充填型腔的过程完全按照流体力学流量守恒原理。设Qp为挤压柱塞处铝液流量,Qg为内浇口处铝液流量,则有:

设内浇口面积为Ag ,内浇口速度为Vg ,柱塞面积为Ap ,柱塞运动速度为Vp ,则:

间接挤压铸造在充填型腔阶段内浇口速度宜在100-600 mm/s, 由式(9)得出相应的挤压柱塞速度:#p#分页标题#e#

同样,基于液体的不可压缩性,可以计算出金属液面分别到达不同位置时冲头在压室内的位置。如此可以确定金属液充填过程中冲头的不同速度及相应的速度切换位置,在设备上作出设定,实现高精度自动控制。
保压凝固时间与铸件壁厚、质量、浇注系统设计、余料厚度等因素有关。保压时间过短,铸件未及凝固,余料有破壳泄压引发安全问题之忧。过长则铸件易出现收缩裂纹、尺寸超差、出模困难、变形等问题。保压凝固时间一般在l0~ 25s。
5.2 挤压比压
根据所生产铸件的合金牌号、铸件壁厚、铸件结构、铸件技术要求综合考虑选取挤压比压。对结晶温度范围大、流动性差的合金,宜选用较高的挤压比压;壁厚厚、结构复杂的铸件,宜选取较高的比压;浇道复杂、型腔散热快、铝液与模温温差大,宜选用较高的比压;有气密性要求, 有强度、功能或热处理要求,宜选较高的比压。然而压力过高会带来设备和模具损耗大、能源消耗高和分型面飞边严重、容易跑料等问题,因此生产中应该根据产品特点, 在满足其性能要求的前提下尽可能设定较低的比压。挤压比压一般在6O-140 MPa范围内选取。在设备、每型铸造总质量、铸造投影面积一定的条件下, 可通过挤压比压在许可范围内的预设, 或选择不同压室直径来满足工艺所需的挤压比压。挤压比压调整前须重新核算胀型力是否在设备锁模力的允许范围之内。当铸件结构上有局部热节且难以规避时,可以考虑采用局部增压、型芯强冷等方法。局部增压比压可按挤压比压的2-3倍设计; 型芯强冷应采用软水,使用未经处理的硬水,则冷却通路易堵塞。
5.3 浇注温度
由于间接挤压铸造充型速度较慢,为防止冷隔需要比普通压铸有更高的浇注温度和更精确、均衡的模温控制。浇注温度过高容易带来跑料、飞边严重和铸件缩孔等问题,并增大粘模的可能性,影响生产效率和模具使用;浇注温度过低,压室内易形成铝的激冷硬化层,如激冷硬化层因挤压柱塞运动随铝液进入型腔,会在铸件上形成冷夹层缺陷【6]。当铝液结晶温度范围大、流动性差, 铸件结构复杂、质量轻、壁厚较小,金属液流程较长、给料过程保温性差、给料循环时间长时,宜采用较高的浇注温度,反之则可以适当降低浇注温度。采用电磁泵给料时,为防止给料口堵塞宜采用较高的铝液浇注温度,如ADC12铝液的浇注温度宜在660-730℃ ;而采用摇摆压室的铝液浇注温度则可在620-700 ℃。
5.4 余料厚度
为满足轻合金液态挤压铸造顺序凝固加压补缩的要求,需要一定厚度的余料存在。余料过厚则降低工艺出品率、降低生产效率、增加收缩应力;过薄则易因补缩不足造成缺陷。余料厚度一般宜在20-40 mm。
5.5 模具温度
为保证冲头的压力在整个凝固过程中能够有效传递到型腔内各个位置,应有合适的模具温度场分布。在方案设计时, 通过设置环路冷却、点冷却、群冷却,有意识地将潜在缩孔转移至流道、料柄、渣包等非铸件位置或铸件上的非重要部位。模具温度一般宜控制在180-250℃ 。对壁厚较薄或壁厚不均的挤压铸件,在设计时可考虑配用模温调节装置,使用保温性良好的脱模剂,缩短给料循环时间, 设置合理的喷涂时间和路径等措施。
6 结语
间接挤压铸造工艺已成为获取高品质、高精度轻合金铸件的重要工艺手段。随着通用挤压铸造机装备能力、工艺控制水平的不断完善,间接挤压铸造工艺具备了强大的产业竞争优势。间接挤压铸造工艺的成功应用需要铸造工作者根据铸造产品的要求及其工艺特点,从设备选型、铸件设计、挤压工艺设计、模具设计、生产过程控制、铸造辅料等各个方面不断加以完善。

 25.72万
25.72万

 25.97万
25.97万
 9623
9623
 1.77万
1.77万
 1.44万
1.44万
 1.16万
1.16万
 1.45万
1.45万
 1.51万
1.51万
 1.45万
1.45万
 1.95万
1.95万
 1.63万
1.63万
 1.03万
1.03万
 1.31万
1.31万
 1.43万
1.43万
 7688
7688
 1.19万
1.19万
 1.22万
1.22万
 1.33万
1.33万
 7863
7863
 6879
6879
 567
567
 228
228
 180
180