















文:重庆环泰机械制造有限公司尹春阳、王小平、刘学明
摘要:铸件数据除需满足产品功能外还需具有模具、压铸、机加等方面加工工艺性,压铸厂应和主机厂、模具厂密切沟通协商,一起多方面优化数据,方能在以后的生产中提高生产效率、减少故障、降低成本、提高合格率。
关键词:产品功能;加工工艺;数据优化
新产品数据须经过多次迭代方能打造成完美的成熟产品,主机厂发出的新产品功能结构比较全面完整,但制造工艺方面可能还存在不够完善的地方,压铸厂还须根据模具、压铸、机加方面等工艺综合评估,和客户及模具厂密切沟通修改优化才能使铸件达到优良的铸造性能和加工性能,持续稳定、过硬的产品质量。
1、产品结构功能
制造厂家须了解产品的功能、装配及用途等方面的要求,根据这些要求综合压铸、机加性能,与主机厂家和模具厂家共同沟通,优化产品结构从而达到以下目的:
1)设计出相应最佳加工方案;
2)优化满足产品功能要求,XXX 箱体原设计轴承孔孤无所依,了解用途后,从强度方面及压铸角度考虑加了些筋及其它一些改动,加工出来的轴承孔无气缩孔、测试强度足够,满足了功能要求;
3)避免制造浪费,某缸头螺栓过孔及端面标公差±0.02,如果按这样制造纯属浪费,了解途后直接协商成不加工或放宽要求节约了制造成本,达到要求不浪费;
4)结合模具使用过程增料原理及产品装配选择合适公差。
5)有的放矢,清楚孰轻孰重,才能找出适合布置浇注系统的位置。
2、材质、热处理要求及表面处理
根据耐磨、防腐、强度、韧性、塑性、焊接、延展、导热导电等不同用途,调整硅、铜、镁、锌、铁、锰等元素的成分含量形成了多种不同功能、用途的铝合金铸造材料。
材料是铸件的物质基础,是铸件功能的保障,材料的成分直接影响铸件的填充成型、收缩、表处等,须了解材料性能而在设计及生产中提前做出一些充分预处理,避免产品缺陷的产生;根据铸件的使用功能一定有一种最适合铸件的材料,但客户要求的材料不一定适合铸造厂使用,须根据客户用途尽量协商成公司现用的材质,避免单独熔炼及采购、存库、管理而产生额外费用 。
铸件一般都要通过不同的热处理方式来进一步提高铸件力学性能,稳定尺寸,改善切削加工及焊接性能等。 铝合金压铸件一般常用自然时效、T1时效、T2去应力,自然时效强度、韧性、塑性、抗腐性都较好,但处理时间太长、库存费用高不适合现代化快节奏生产节拍;T1为提高强度、硬度,T2去应力、稳定尺寸、提高塑性、抗腐性等;T5、T6压铸件用得较少,压铸件T5一般为压铸时快速取出直接淬水,细化晶粒提高强度(特别是含镁在合适范围的合金);T6为固溶处理加完全人工时效,压铸件内有气缩孔进行固溶处理较难,除非用高真空压铸、超低速压铸或锻压等特殊压铸工艺或其他方式铸造,不同的热处理方式与后续的制造生产工艺影响极大,模具制造和压铸机配套选择都有所不同,一定要根据热处理要求提前设计准备。
压铸件进行表面处理是为改善压铸件表面状态,增厚氧化膜或形成新的膜,以提高压铸件表面耐腐性、美观或其它一些性能,压铸件表面处理主要有钝化、磷化、喷砂抛丸、喷粉、烤漆、喷油、氧化、电镀等。
压铸件基体材质及致密度对表面处理影响很大,如铝含量及表面致密度影响阳极氧化颜色光泽及细腻度,越是要求鲜艳颜色的阳极氧化件铝含量越高,随着铁、硅含量的减少越难压铸。 前期须根据压铸件表面处理要求作出相应的分析,一定使压铸件材质、热处理、表面处理、模具、压铸工艺统一。
3、尺寸分析处理
铸件在液态收缩、相变收缩、固体收缩过程中由于温度和阻碍大小不同而收缩不一,再加上模具与铝水温度、、留模时间的不同、介质的隔热、以及铸造缺陷造成内部组织不一,造成各部位尺寸差异,铸件在热成型后会持续很长一段时间不稳定变形,所以在机加前须热处理达到尺寸稳定再加工,压铸件一般公差范围 CT4-CT7,尺寸要求高的部位要根据结构特点及公差要求作出相应补偿,达到和其它部位尺寸变化一致,满足尺寸要求,特别毛坯机加初始定位点相对铸件中心一定要准确,不然导致机加部位和非加工部位偏差,影响全局尺寸;相对要求高的两尺寸尽量设计同一分型面内,避免因模具相对活动影响尺寸精度。
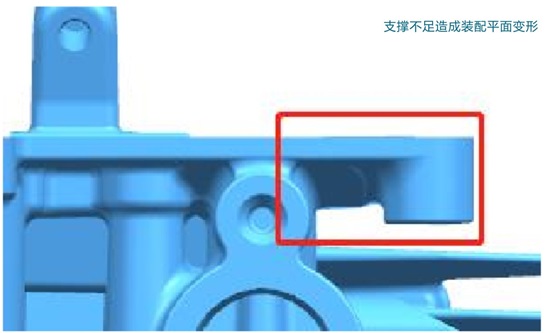
4、平面度(变形影响分析)
由于铸件壁厚不均、连接支撑不一、温度差异及填充冲刷、顶出不均、包紧力大等因素容易导致平面度超差,可通过修改均匀壁厚、加强支撑,设置 R 圆角过渡及修改铸件形状平衡温度场、设置均衡的顶出位置、改大拔模斜度及侧面适当包紧面减少变形量。
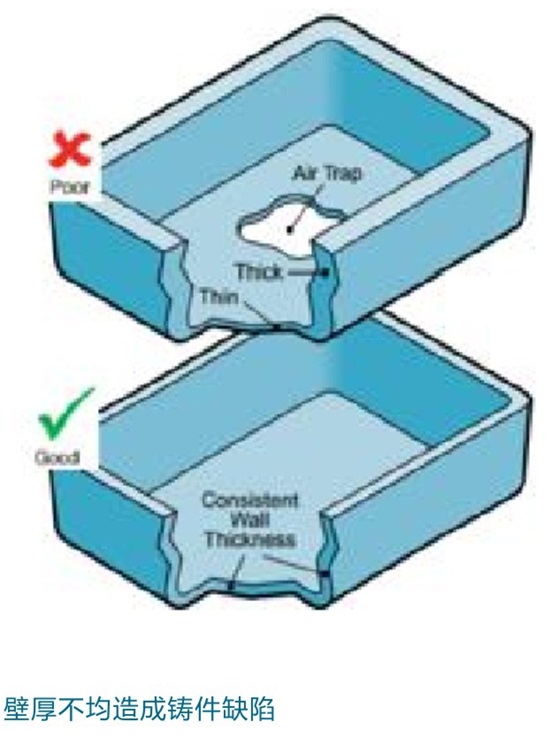
5、壁厚分析
壁厚过厚容易产生缩松、缩孔,浪费材料成本高;过薄容易过早凝固,影响远端填充补缩,容易造成冷隔及欠铸,需要较大吨位压铸机及三高(高速、高压、高温)、引起冲刷、气蚀,影响模具及压铸机寿命;壁厚不均易造成收缩裂纹、气缩孔等缺陷,导致力学性能下降,通过加强筋、孔、槽等方式尽量做到壁厚均匀、加强筋的设置能增加零件的强度和刚性,同时改进了压铸的工艺性,工艺孔和槽的的存在将厚大部位分开减薄,不仅避免气缩孔还能节约成本但对填充有一定阻流影响,压铸件最适合的壁厚尽量控制在2mm-4mm 之间,尽量填充路径顺畅、在增压覆盖下同时结晶凝固。

但很多产品由于功能需要,必需存在不能改动的厚大部位,须分析合理浇注系统能否满足此部位的强度要求(模流分析),水冷或异形冷却提前凝固增加致密层能否满足要求,实在不行可否用局部挤压工艺解决,一定要结合模具工艺及压铸工艺想到解决问题的办法,不可明知不可为而为之或存在侥幸心理。
6、拔模分析
压铸件在成型收缩时对模具产生包紧力,固态收缩中出模温度越低包紧力越大,拔模斜度越小包紧力越大,在不影响功能情况下拔模斜度越大越好,避免倒扣、侧凹及直面,前期一定根据分型设计好拔模斜度,避免铸件出模具时局部滞模而导致产品变形影响铸件外形及尺寸。
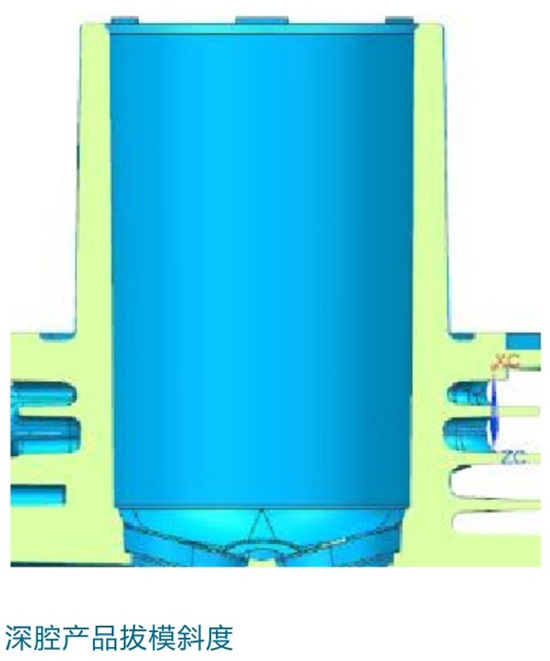
在深腔产品中由于包模面积大,须大的拔模斜度方便脱模避免变形,但斜度大加工余量就多,内部疏松层越容易显露出来,这是产品形状与内部组织的矛盾,应结合铸件要求与实际情况设定适当的斜度。
7、顶出分析
足够的模具顶针均匀布置才能保证铸件尺寸稳定不变形,有些新产品结构影响了顶针布置,须前期作好顶出铺垫,加凸台、改结构、改分型等,避免顶力不均、不足而铸件变形、顶裂、有些根据产品结构设计的顶针位还容易造成模具壁薄,影响模具寿命。
8、填充预分析
清楚产品结构、功能、要求后,须思考什么样的填充模式才能满足铸件整体的的需求,什么位置最合适、什么样的入射角度最合适,多浇口会不会相冲消耗动能及形成漩涡,单浇口是否流程曲折、迂回太长,浇口面积是否足够,有足够开发时间的项目可请专业模流机构作出模流分析,看整体流态及凝固效果,并根据模流作出修改,浇口位置的选择,往往受到合金种类、铸件结构和形状、壁厚变化、收缩变形,以及铸件的使用要求等方面的限制,因此对压铸件来说,理想的浇口位置是很少的,在铸件还可修改的情况下,尽量为浇口、填充路径、排渣排气做出铺垫,如加筋、加 R 改分型等,有时一定小小改动有化腐朽为神奇的作用,在这些须要考虑的因素中,以满足最主要的需求来确定浇口位置,特别是满足一些特殊的需要,一般来讲须注意以下几个方面的问题。
1)浇口位置应设置在金属液填充流程最短、流至型腔各部位的距离尽量相近的部位,避免路径曲折及过多的迂回而造成能量的消耗而产生缺陷。
2)浇口位置应设置在压铸件壁厚最厚的部位有利于增压的传递。
3)浇口位置的设置应满足型腔温度场的需要,达到铸件尽量同时凝固的目的。
4)浇口位置的设置应满足在金属液流进入型腔不起旋涡且排气顺畅的部位,有利于型腔内气体的排除,达到进、排和谐。
5)浇口应调整入射角度,尽量不正面冲击型芯、型壁的部位,避免消耗动能、卷入空气、产生粘模及冲出凹坑。
6)浇口位置应设置在铸件成形后容易去除或冲切浇口的部位,减少后处理工作量及提高铸件外观。
7)对有气密性及气缩孔要求的压铸件,浇口应设置在金属液最终都能保持增压的部位。
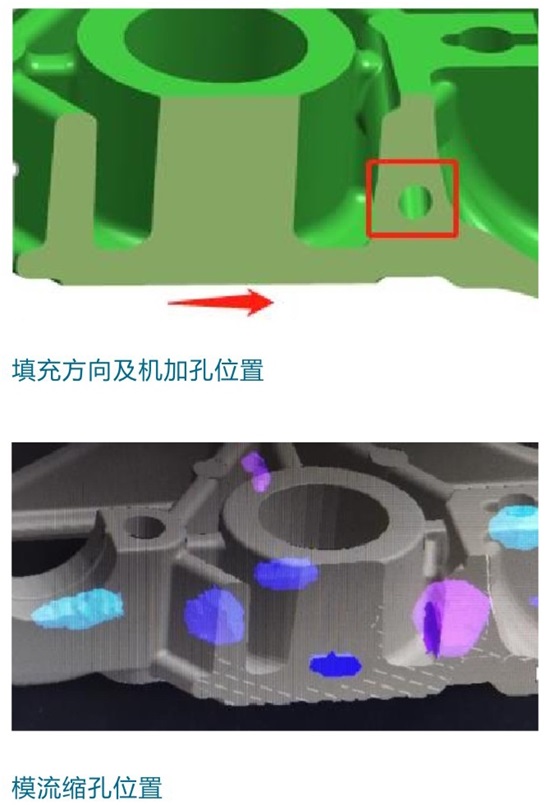
有些铸件结构特别,特殊要求部位始终处于填充末端且填充路径曲折崎岖,不是优化浇注系统所能解决的,须要结合铸件结构考虑其它工艺。
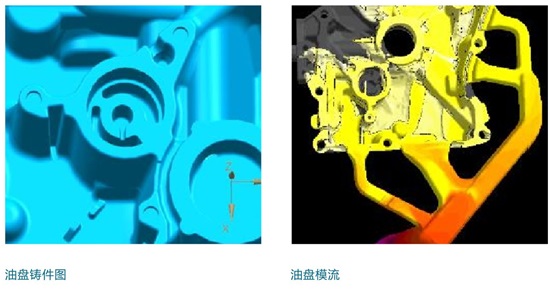
油盘机油泵孔因功能原因要求无气缩孔,但此结构原因无论那个角度填充铝水都会沿平面通过而不肯深入,造成油泵孔部位最后填充,即使排气很通畅也逃不过组织疏松合格率低的命运,后我司开发时经过前期分析直接和模具厂协商在油泵孔位置加入局部挤压工艺,内部组织达到了要求,节约了不必要的改模时间。
9 、气密性分析
铸件有气密性要求的须检查相关部位可能出现泄漏的机理,裂纹、、拉伤、冷隔、沙眼、渣孔、气孔、缩孔、缩松、沙眼、机加等都是容易造成泄漏的原因,前期须仔细分析处理,避免后续生产中出现泄漏缺陷。
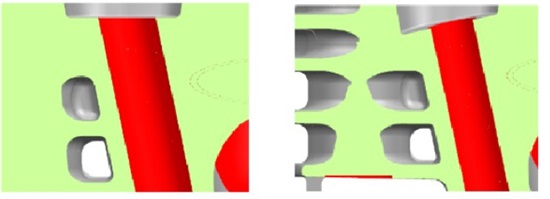
凸轮轴盖斜油孔不能预铸,处于厚大区域,左边侧壁处在三面铝液包围的主填充区,处高温区域,位置限制不能点冷,凝固较晚,补缩通道关闭,形成缩松,NTA 线偏于左向侧壁,当机加钻孔后容易打穿毛细通道,造成油孔泄漏。
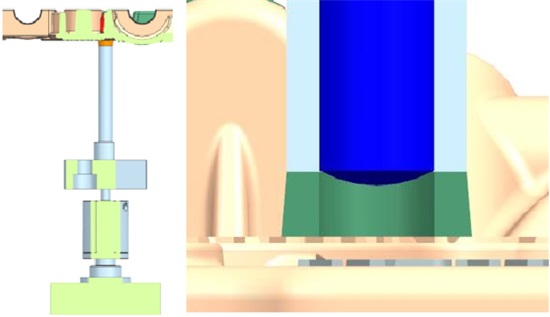
意识到此问题我们将背部设置挤压装置,根据挤压体积,我们挤压行程设计为 5mm;后面试模时挤压延时为 3s,持续时间为 4s,压力为 3倍铸造压力,后来试模出来的铸件探伤无缩孔,加工后的产品达到了气密要求;局部挤压挤压量、时间、间隙、形状、挤压力、致密层、冷却等都很重要,通过调试我们挤压销使用寿命能达到2W 模次,故障率低,效果很好。
当时宁波匠心来推荐使用 3D 打印,考虑到这里局部温度高,常规水冷无法实现,我们当时请匠心打印一件试试效果,后来测试异形水冷冷却效果极好。
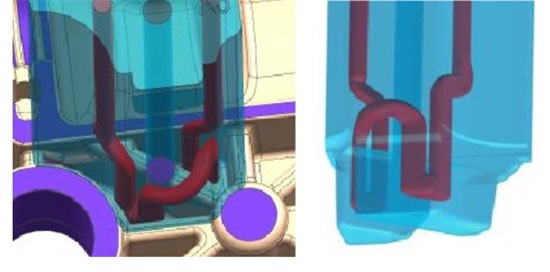
能很好的控制温度场,不用挤压压铸出来的铸件也能达到气密要求,3D 打印异形水路能降低局部高温、解决缩孔问题,同时减低了废品率提高生产率,这种工艺可以。
10、分型分析
新产品分型须要注意以下几个方面的问题:
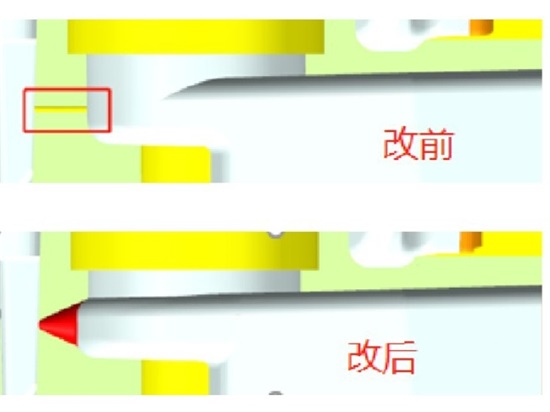
1)不产生尖角,结构简洁、强度最大化;
2)考虑以后模具的排气、排水;
3)考虑铸件后处理去除,尽量减少及去除方便;
4)为了脱模顺利分抱紧力;
5)根据铸件尺寸要求保证尺寸精度;
6)方便浇排。
11、机加工艺分析
毛坯达不到精度要求的部位须机加工,须分析新数据结构是否符合机加工艺。
1)斜面钻孔尽量优化钻孔平台,避免钻孔位置偏差。
2) 关联尺寸的一处加工另一处不加工尽量协商统一,由于铸件变形及机加定位孔偏差容易导致毛坯尺寸和机加尺寸有差异。
3)深孔机加小孔尽量做出毛坯保证或部分毛坯保证部分机加。
4)尽量避空局部加工部位,尽量减少加工量。
5)尽量简化减少加工工序。
6)定位一般为两孔或两边,边定位时长边两点,短边一点,定位必须与加工基准关联;尺寸须稳定必须在同一拔模方向内;距离尽量大,尽量在产品对角线上。
7)根据机加工艺分析是否有现成的压点,压点和支撑定位面(最好三点及稳定)是否合理,须优化保证压夹后加工时铸件不变形、稳固、均衡;装、取件须方便,不影响刀路。 铸件尽量避免加工,表层致密层加工后容易暴露出内部气缩孔、疏松影响压铸件强度及使用性能,而且增加机加成本。
12、模具强度分析
模具在极其恶劣的环境生产,足够的强度非常重要,铸件结构及要求是影响模具结构、强度因素之一,优化铸件提高模具强度有利于降低故障率、提高生产效率。 成型部分应避免尖角,当 R 角大于 1 时能极大的改善冲击强度和刚度,提高模具的抗粘附能力及抗冲蚀能力;较大的拔模斜度能减少抱紧了避免模具断裂;细长型芯及窄高形状凸起在铝水收缩时对型芯及凸起产生很大抱紧力,抽出时容易弯曲变形、折断,应尽量做成大而浅,特别是不好镶拼的位置断裂了修改很难;型芯四边肉厚差异导致收缩不均也引起型芯断裂,应尽量优化成四周基本一致。
13、铸造 R 角
1)铸件除分型外都需铸造 R 角,R 角能增加铸件强度,应尽量加合适的 R 圆角避免生产时的铸件厚薄不均匀或转角处因应力集中而产生裂纹,但过大的 R 角也容易造成铸件肉厚;
2)模具在高速高温高压冲击下在激冷激热的恶劣环境中,成型表面与内部冷热交替产生变形相互拉扯而出现热应力,R 太小容易应力集中断裂,条件允许尽量使用大的 R 角延长模具寿命。
3)大的 R 角在压铸中铝液能更顺畅的流动,气体容易排出,避免卷气现象。
14、嵌件
为了增加一些部位强度、硬度、耐磨性、简化模具结构、消除热节、减少装配等,产品工程师设计加入满足功能的异质嵌件,一般嵌件是圆形的,与压铸件连接须牢固,须滚花凸起等限位防转;嵌件避免有尖角,防止铸件应力集中而裂开;因材料不同膨胀系数不同尽量避免热处理;还有阴极嵌件须避免电位差腐蚀铸件。
嵌件轴向限位很重要,前期须一定考虑周全,和客户协商优化结构满足后续生产,XX776 是缸头缸体合体产品,嵌件嵌入后是盲孔轴向不能限位,客户不允许侧面有孔,模具设计时只能采用内部涨紧装置,此装置怕跑铝水卡死,所以缸套内孔尺寸要求较高,涨紧力大缸套易变形,力小容易窜位,压铸生产困难,效率极低。
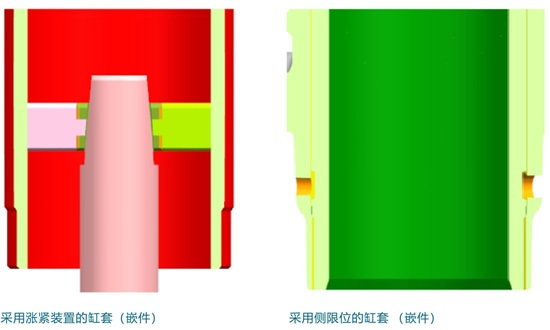
在客户同意采用侧限位后,模具结构简化了,压铸生产很顺畅,效率提高了,合格率也高了。
15、结语
有些新产品样件测试后客户无止境的结构改动,模具基本改废,不仅浪费了客户和供应商大量的财力物力,而且浪费了大量的时间影响项目进度,造成资源浪费, 有些新产品在生产中合格率低、效率也低,故障率高,用之无趣,弃之可惜。在前期设计阶段多花时间及精力在铸件上是最节约成本的方法。 在市场竞争日益激烈的今天,成本控制极其重要,而其中提高产品合格率及降低生产节拍是最重要手段,所以在前期多花时间多花精力优化数据处理中极其重要,防患于未然,避免问题于无形,提高了直通率,满足了客户质量和数量的需要,提高了市场竞争力。

 20.54万
20.54万

 20.7万
20.7万
 8376
8376
 1.57万
1.57万
 1.02万
1.02万
 9008
9008
 1.27万
1.27万
 1.29万
1.29万
 1.22万
1.22万
 1.6万
1.6万
 1.33万
1.33万
 8981
8981
 1.16万
1.16万
 1.28万
1.28万
 4905
4905
 1.06万
1.06万
 9612
9612
 9922
9922
 5261
5261
 4398
4398
















