















模具脱模剂是如何沉积在模具上的
在模具上获得脱模剂薄层的步骤是:首先要准备润滑剂混合物,然后再喷涂到模具上。那么,首先要确保水与脱模剂混合物比例是正确的。需要将水添加到少量的浓缩润滑剂中。标准的混合比例是25:1和100:1。也就是说,往4毫升或者1毫升的润滑剂中添加100毫升的水。
1、脱模剂喷涂的具体情况:
想象一下使用油漆喷涂汽车面板的场景。喷涂越细,得到的表面越光洁,涂层越均匀。这正是我们在模具喷涂时所希望得到的效果。

油漆抵达喷涂部分是由高速气流携带呈连续的非常细小的液滴状的油漆粉粒。这个高速气流是由压缩空气提供的。空气压力要仔细控制,否则气压过低会导致油漆无法接触车板表面,反之气压过高油漆吹过车板。一旦油漆沉积在车板的表面,溶剂蒸发,油漆粘结在汽车表面上。
模具喷涂的过程是类似的,但是有一些微小差别。
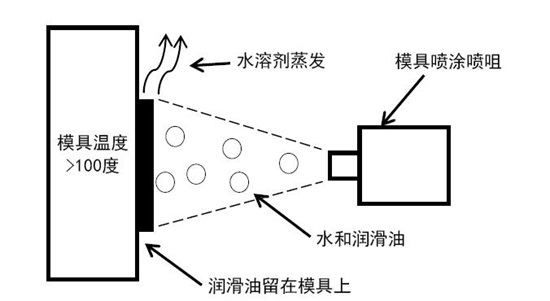
模具喷涂的溶剂是水。为了让水蒸发,模具的温度要超过水的沸点100℃。水和润滑剂的混合物喷涂到热的模具表面以后,水分蒸发,润滑剂粘结在模具表面。因此模具上只剩下浓缩的润滑剂。
如前所述,喷漆是希望获得精细的喷涂,这是由极小的液滴组成的。大家都知道粗糙的喷涂会导致喷漆表面出现油漆团。这种不均匀的涂层是不可接受的,因为:
类似的,压铸时粗糙的喷射也会造成涂层的不均匀进而不能保护模具。
补充一点,汽车喷漆工认为获得一个多层的精细涂层要比一个单层的厚涂层更优良。原因是,一个厚涂层意味着喷涂的时间过长,油漆可能会滴落或者流走。也就是原来位置的油漆被喷嘴喷出的新漆洗掉。
模具喷涂也是一样的,如果某一点处喷涂时间过长,那么实际上此处已经沉积在模具上的润滑剂也会被冲洗掉。尤其是当喷涂系统其流量集中在模具上某一点。比如,使用不带喷嘴的弯管进行喷涂的系统就会这样。如果检查一下喷射到模具的地方,会发现模具上有一个圆圈,圈内比周围的模具表面看起来更干净。如果用白布或者白纸擦拭这个位置,会发现白布或者白纸上的润滑剂非常少。
冲刷掉润滑剂是极有可能的。制备模具脱模剂时,是将浓缩溶液溶解在水中。喷涂后,当检查模具表面时,会发现表面存在一层浓缩的润滑剂,此时水已经蒸发掉了。因此任何沉积在表面的“浓缩物”都会溶解在之后喷涂到模具表面的脱模剂中,因为其主要成分是水。事实上溶解沉积在模具表面上脱模剂的最好溶剂就是稀释的脱模剂本身!
这些会造成哪些影响呢?
如果是为了阻止模具损伤(粘模)而喷涂模具,那么无论喷涂的时间有多久,还是会有粘模问题。增加模具喷涂时间只会让事情更糟!这样会将之前沉积的脱模剂冲刷掉!
2、模具表面温度对模具喷涂的影响:
第二个需要阐述的内容与模具温度有关。
汽车喷漆时,溶剂是室温下从油漆中蒸发掉的。
压铸模具喷涂时,溶剂是水,模具的温度需要超过水的沸点才能使溶剂迅速的蒸发。尽管如此,脱模剂能顺利沉积在模具表面上的温度是有一个范围的。
正确的温度:
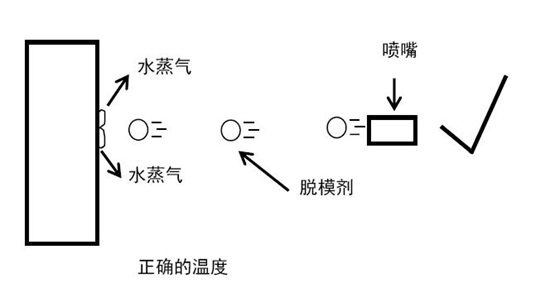
如果模具温度处在正确的范围之内,那么模具喷涂的小液滴可以沉积在模具上,水分快速蒸发而且脱模剂顺利的沉积在模具表面。
模具过冷:
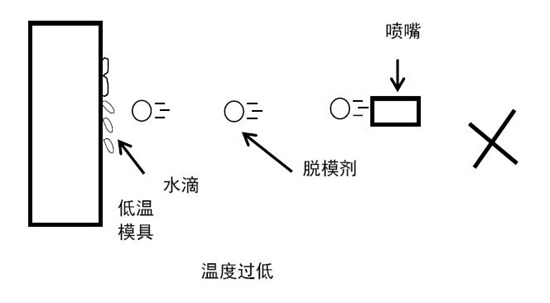
如果模具的温度过低,喷涂剂里面的水无法快速蒸发,脱模剂会从模具表面流下来。这些脱模剂要么回收要么在废水中被处理,造成浪费。
模具过热:
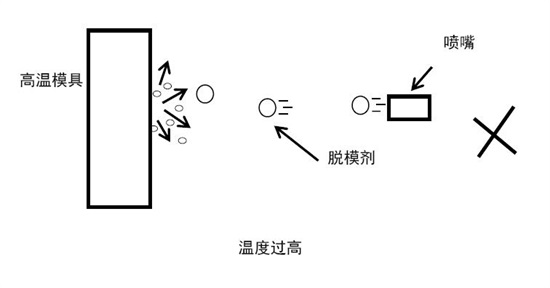
如果模具过热那么水的蒸发速度过快,会在模具表面形成爆破效应。这会使脱模剂的小液滴反弹出模具表面。高速热蒸汽层的形成会将其后喷涂的液滴推离模具表面。因此,如果模具温度过高,那么热的蒸汽流会将脱模剂推离模具表面。虽然看起来喷涂的流动非常好,但实际上形成的热蒸汽层阻止了脱模剂沉积在模具上。
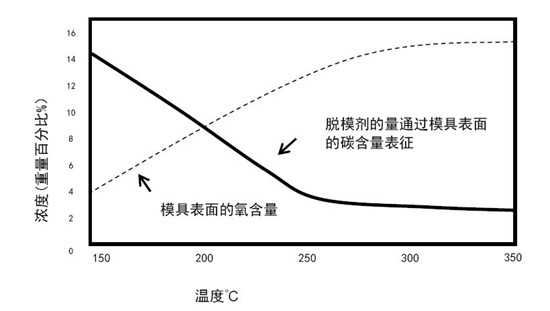
不同温度下模具脱模剂涂层厚度的变化。
如图所示:一旦温度超过150℃,模具表面沉积的喷涂量会发生明显的下降,这是通过测量模具表面的碳成分来评估的。温度达到250度时,模具上残留的脱模剂大约只剩下150度时的10%。
虽然温度与沉积在模具上的润滑剂的量和具体的润滑剂成分以及配比有关,但是随着温度增加到250度以上,沉积在模具上的润滑剂含量的变化并不大。因此,所有不同类型的润滑剂都会呈现类似的趋势,只不过他们的曲线在图表上的位置会有不同。
另外一个情况是模具的温度过高导致模具表面的氧含量随着温度的增加显著增加。氧含量代表模具表面铁锈产生的情况。铁锈的增加归因于高温下润滑剂含量过少,同时是因为模具钢较热,其活性增加。
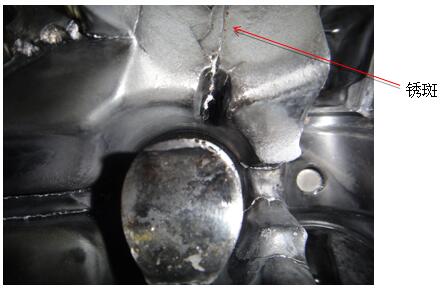
模具温度过高,脱模剂在高温下分解导致模具表面生锈
3、模具喷涂与模具的应力
需要明确的一点是,模具材料加热会膨胀而冷却会收缩。比如,500毫米长的模具钢从室温升温至200度,膨胀量大约是1毫米。
压铸过程中整个模具的温度不是恒定的,因此需要关注模具的膨胀。在整个压铸周期尤其要关注这一点。
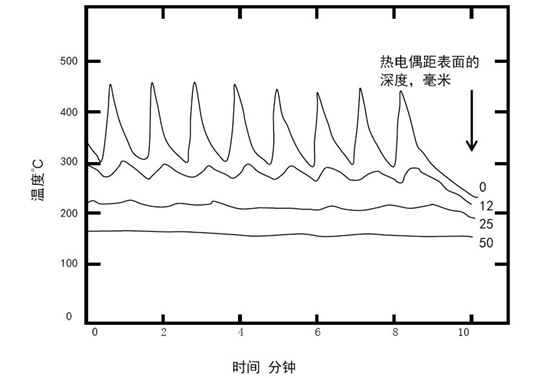
从上图可以看出,模具表面的温度要比模具较深处的温度更高,压铸周期里温度会出现波动,离模具表面越深温度波动越小,当深度超过25毫米时,温度波动几乎消失。
整个模具不同位置的温度也不同。喷涂之前的模具热成像如下图所示。白色区域的温度较高 (>250度) 而暗色区域的温度较低(<100度)。
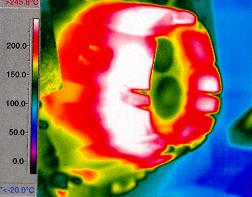
模具表面经过喷涂,温度会更低。应该仔细测量经过强烈喷涂后模具表面的温度。
从下方的图表可以看出,铝铸件压铸时模具表面温度从200度变化到480度,随后从250度快速冷却至100度。
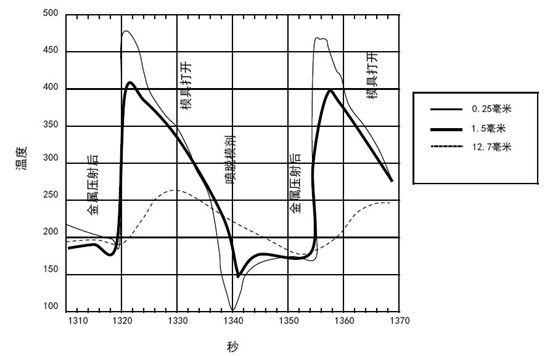
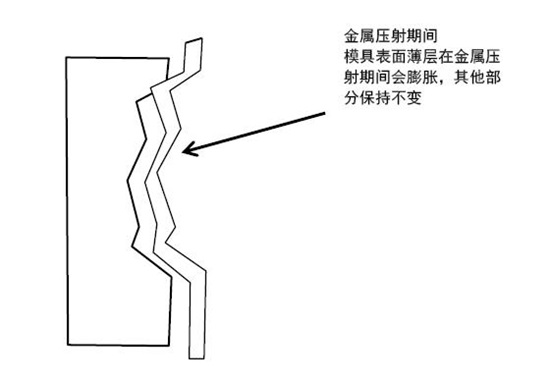
在压射阶段模具钢的表面和熔融金属相接触,温度从200度上升到480度,然而表面以下12毫米处的温度波动很小。这意味着只有模具表面有膨胀的倾向而模具的基体保持原状。模具表面是压应力状态,因为模具整体阻止其膨胀。
喷脱模剂时情况恰恰相反,模具表面冷却到100度而模具整体的温度较高。因此,表层有收缩的倾向。
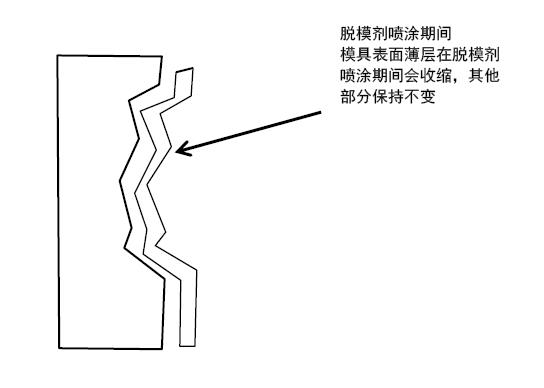
表层收缩意味着这层薄层获得张应力。
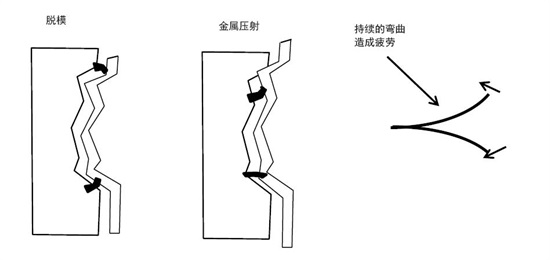
这与用手来不断弯折一条铁丝的效果类似。持续的疲劳使铁丝发生断裂。同样,模具表面会随着不断的加热和冷却发生开裂或者出现微裂纹,最终会导致模具型腔出现网状裂纹即:热疲劳裂纹。
如果使用冷却水管来给模具进行内冷却,那么喷涂所导致的模具表面应力可以下降一半。

作者简介
李实 1995年获得澳大利亚皇家墨尔本皇家理工大学博士学位;先后在欧洲、澳洲、日本的跨国企业从事新模具钢材料与模具材料后处理新工艺的推广
现任职务:上海博优模具材料有限公司 总经理。
现与澳大利亚的著名压铸专家合作,为压铸企业提供大型与超大型的模具设计服务。

 20.54万
20.54万

 20.7万
20.7万
 8376
8376
 1.57万
1.57万
 1.03万
1.03万
 9010
9010
 1.27万
1.27万
 1.29万
1.29万
 1.22万
1.22万
 1.6万
1.6万
 1.33万
1.33万
 8981
8981
 1.16万
1.16万
 1.28万
1.28万
 4910
4910
 1.06万
1.06万
 9613
9613
 9928
9928
 5265
5265
 4404
4404


















