文:力劲集团宁波力劲科技有限公司 唐继强
摘要:以30000 k N压铸机生产某款L4汽车发动机缸体为例,简要介绍新型柱塞式锁模力检测装置的安装和压铸机操作界面的锁模力设置,实现了生产过程实时监控智能化。基于VB编程语言及换算速度,进行P-Q图像智能化绘制,为压铸机能力与模具的匹配提供依据,以此确定压铸工艺参数调整的有效性。
关键词:锁模力监测;P-Q图像绘制;智能化
智能制造通常泛指智能制造技术和智能制造系统,它是人工智能技术和制造技术相结合的产物,是面向产品全生命周期,实现泛在感知条件下的信息化技术制造,是在现代传感技术、自动化技术、拟人化智能技术、网络技术等先进技术的基础上,通过智能化的感知、人机交互、决策和执行技术,实现设计过程智能化、制造过程智能化和制造装备智能化等。它促使制造业数字化、网络化和智能化,这也是提高高压铸造成形技术水平的重要手段,可实现铸件成形制造过程的工艺优化,预测铸件组织和性能,确保铸件品质,显著缩短产品研发周期,降低生产费用,大量节省资源和能源。在线检测、数值模拟是高压铸造成形信息化的核心,铸造过程的智能化是我国成为铸造强国的重要保障。
本文基于具有闭环实时控制系统的LK-DCC3000生产某款L4汽车发动机1.6L无缸套缸体(产品质量约16kg)进行论述。压铸机哥林柱选用经调质并表面镀铬处理的45号钢,其许用拉伸应力σb=600MPa。当该机快压射储能器充气压力为15.5MPa、系统工作压力18MPa时,实测空压射速度υom=11.6 m/s。
1、锁模力检测智能化
压铸机的工作性能直接决定了生产工艺的水平和铸件的品质。压铸设备的工况较为恶劣,工作过程发生各种故障的概率较高,故综合监测系统的智能化对于监控压铸机的工作状态,研究和提高设备的可靠性都具有重要的意义。
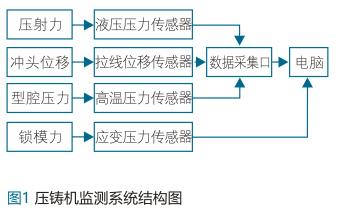
图1为压铸机监测系统结构图。由于压射过程中冲头位移与速度和加速度存在微分关系,所以只需要检测冲头位移就能满足系统要求。压射力、冲头位移和型腔压力的智能检测已在我国铸造行业应用多年,锁模力的实时检测智能化不久前才在卧式冷室压铸机上得到实用,故对此简要介绍。
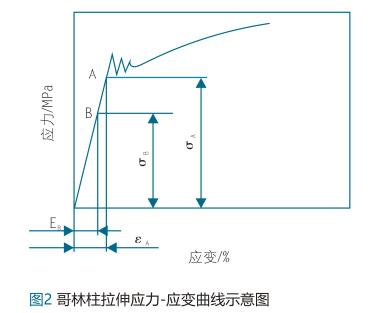
压铸机锁模力的建立是以哥林柱的拉伸为代价,即要形成一定锁模力,哥林柱就必须被拉伸一定的长度。哥林柱锁模力与拉伸长度之间的关系可参考图2,图中的A点所对应的应力为弹性极限。通常,哥林柱的的工作区间是在B点以下,B点的位置与所选取的保险系数有关,各压铸机制造厂会有所不同。
压铸机锁模力是与哥林柱上的弹性拉伸力相等的,可以通过检测哥林柱的应变量得到锁模力的大小。此前安装的支架式锁模力检测装置(由支杆、百分表、钢珠、弹簧、垫块等组成)只能观察各百分表指针的变格数;而在哥林柱上放置磁吸式有线锁模力传感器虽然可以在锁模力测试仪上显示锁力值,但该位置直接暴露在安装模具的区域,使得传感器信号线易损坏,它仅用在压铸机交付前锁模力的临时检测上。现采用瑞士Sensormate公司的柱塞式锁模力检测装置,每根哥林柱由一组应变压力传感器进行检测,四根哥林柱的弹性拉伸力总和就是压铸机的锁模力。
图3为柱塞式锁模力检测装置示意图。该机型选用的检测装置规格为ML1018-20-2450,即四根哥林柱应钻安装孔径20.1mm、孔深2450mm。
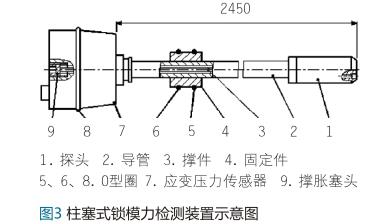
图4为柱塞式锁模力检测装置安装示意图。安装前,可用长管把抹机水引入哥林柱的安装孔末端,然后用碎布清除孔内杂物(特别是与探头接触的区域),以免杂物损伤探头的外覆薄层。安装时先让探头端插入孔底,再把撑胀塞头旋入,使探头外径胀大并与孔壁处于良好的接触状态,以利于哥林柱的弹性拉伸力传递给应变压力传感器。
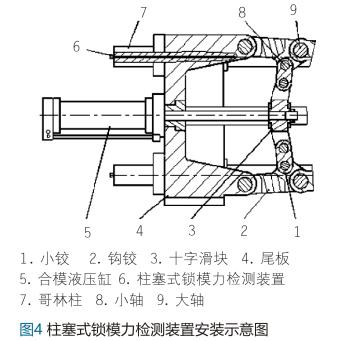
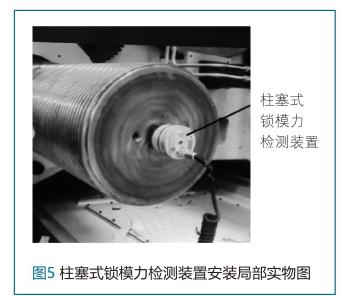
图5为柱塞式锁模力检测装置安装局部实物图。图6为压铸机操作界面的锁模力设置及某模次显示值。根据充型时金属液在模具分型面产生的胀型力和满足压铸件品质所需要的胀模抗力等因素综合考虑设置锁模力大小。
现场用锁模力测试仪对图6中的锁模力值进行校核,实测四根哥林柱数值为:前上0676、前下0666、后上0669、后下0692,锁模力总和2703。两种检测方式数值基本接近,表明锁模力实时智能检测工作正常。当某一个数值明显低于实际(或校核值)时,可通过调大该数值对应的锁模力系数;反之,调小;直至使其与实际(或校核值)相符为止。

压铸过程中的锁模力检测显示值有助于分析:①各哥林柱锁模力的可靠性,②压铸机与模具匹配的合理性,③某锁紧位置模板平面度超公差时铸件品质的稳定性。
2、 P-Q图像绘制智能化
在合乎科学的P-Q图中,既直观又实用的“工艺窗口”是压铸机、压铸模及压铸工艺有机结合的产物,只有三者互相配合,才能生产出合格的铸件。此前绘制P-Q图时,先按公式计算各压铸工 数艺参数值后再手工绘制,此过程既繁琐又是不清晰的P-Q2直线图。下面简要介绍该图的智能化绘制,它呈现的是P-Q抛物线图像。
金属液充型和液压油从储能器到压射腔的流动是压铸过程的两个系统,两者都遵循伯努利定律,可以用压力和速度的关系表达。一个系统表示压铸模设计时需要考虑的能量需求,另一个系统表示压铸机工作时能提供的动力。
将P-Q图里的机器性能曲线与模具曲线、机器设定曲线及可以满足铸件合格的“工艺窗口”在同一坐标系里同步显示是模块设计的基本原理。坐标系里的机器设定曲线和模具曲线会出现一个交叉点,该点即系统工作点。
2.1 机器 P-Q 线
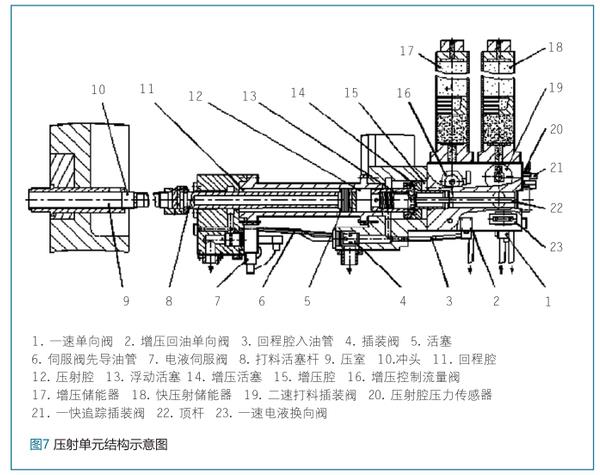
图7为压射单元结构示意图。此液压系统中的电液伺服阀带有充气压力8MPa的1.4 L储能器,并配有含先导油高压过滤器的独立泵站,以提高压铸机速度和压力变化的灵敏度。
冲头推动金属液运动所受阻力与压射系统压力降相同,金属液阻碍冲头向前运动,随着阻力增大, 压射腔的压射力也增大,金属液反作用于冲头相同的力。压射力随着冲头速度下降而增大,直到冲头速度为零时与快压射储能器压力相等(此过程无增压),这个过程满足下列关系:
Ps=Pb×(1-υ2k/υ2om) (1)
式中:Ps为压射腔活塞所受压射力,MPa;
Pb为快压射储能器压力,MPa;
υk 为冲头速度,m/s。
压射力经过冲头作用于金属液上的压力:
Pm=Ps×ds2/dp2 (2)
式中:Pm为金属压力,MPa;
ds为压射腔孔径,250mm;
dp为压室直径,165mm。
通过内浇道填充金属液流量Q(L/s):
Q=Ap×υk/1000 (3)
式中:Ap为压室截面积,21372mm2。
由式(1)-(3)得到关系式:
Pm=Pb×(ds2/dp2)×(1-Q2/Ap2×υ2om) (4)
压铸机的压射功率Pw与最大金属静压和金属液流量存在如下关系:
Pw/QoPo=Q/Qo-Q3/Qo3 (5)
式中:Qo为空压射时最大流量,L/s;
Po为最大金属静压,MPa。
图8为压射功率与Q/Qo之关系。从图8可以看出,当Q=(1/3)1/2Qo时Pw/Q o
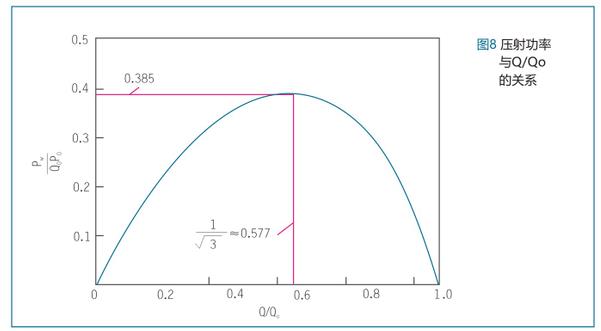
Po达最大值,即压射功率Pw=0.385QoPo。此时,要使Pm=(2/3)Po,则需满足
Q2/Qo2=υ2oc/υ2om=1/3,代入有关数据计算得υoc=6.7 m/s,υoc即换算速。
用υoc替换式(4)中的υom得到压铸机性能曲线方程:
Pm=Pb×(ds2/dp2)×(1-Q2/Ap2υ2oc) (6)
把有关数据代入式(6)得压铸机P-Q关系式:
Pm=41.32-0.002015Q2 (7)
当该压铸机系统工作压力和冲头直径确定后,机床的静态填充压力(41.32)和填充系数(0.002015)就确定了。式(7)表示一台压铸机的有效压力与流量
之间的关系,表明这台压铸机的压射能力。
2.2 模具 P-Q 线
根据伯努利定理,填充金属液压力与流量的关系:
Pm=(ρ/2g)×(Q/kzAg)2 (8)
式中:ρ为铝金属液密度,2.550 g/cm3;
g为重力加速度,9.8 m/s2;
Ag为内浇道截面积,1600mm2。
kz为金属液流量损失参数,能量损失使金属液实际填充速度或流量低于理论值或理想值,因此0<kz<1,kz主要受制于下列众多因素:①浇注系统的优劣,主要取决于它的结构是否顺畅平滑、流动距离长短、截面尺寸与形状、转折弯角和内浇道位置,非常好的浇注系统kz=0.7~0.8,一般的浇注系统kz=0.5~0.6,较差的浇注系统kz<0.5;②选用铜、铝、镁压铸合金及模具温度较低时kz取小值,锌、锡、铅合金及模具温度较高时kz取大值;综合各种情况,此处kz取0.5。把有关数据代入式(8)得模具P-Q关系式:
Pm=0.002033Q2 (9)
2.3 工艺窗口
确定金属液充型的填充速度和填充时间范围是设定“工艺窗口”的主要工作。最小填充速度υmin应使充型过程保持雾状,最大填充速度υmax应不造成粘模及对型腔的过度冲刷侵蚀。最长填充时间tmax是型腔填充结束前允许金属液凝固的最大比例(本例铝合金压铸确定的最大固相率为40%);最短填充时间tmin取决于充型时排出型腔内气体的能力。
压射时的模具内浇道速度来源于冲头作用于金属液上的压力,该压力可用伯努利方程表达:
Pm=ρ/2g×(υn /kz)2 (10)
式中:υn为快压射内浇道速度,45m/s。
特定铸件的金属液流量与模具型腔体积(流过内浇道金属液的体积)存在下列关系:
t=V/Q (11)
式中:
t为填充时间,0.099s;
V为该模具型腔体积,7100000mm3。
根据已有的填充速度和填充时间推荐值并结合铸件品质要求选取最小填充速度υmin=38m/s和最大填充速度υmax=52m/s,最长填充时间tmax=0.125s和最短填充时间tmin=0.085s,分别代入式(10)和式(11)就可计算出满足铸件需要的压力和流量范围。
2.4 系统界面设计
2.4.1 主界面设计
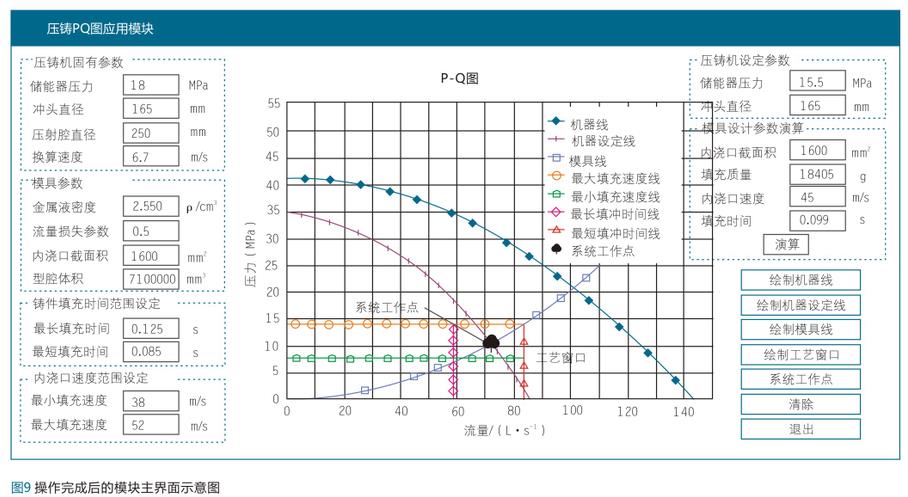
应用VB软件平台新建一个标准EXT工程。在窗体上依次添加6个Frame部件,分别命名为“压铸机固有参数”、“模具参数”、“铸件填充时间范围设定”、“内浇道速度范围设定”、“压铸机设定参数” 和“模具设计参数演算”。同时在Frame部件里添加相应的文本框和标签;添加一个picture box,用于承载坐标图,添加8个command按钮,分别命名为“演算” 、“绘制机器线”、“绘制机器设定线”、“绘制模具线”、“绘制工艺窗口”、“系统工作点”、“清除”和“退出”。然后在模块主界面的文本框内填入对应的压铸机、模具和其它相关参数。
2.4.2 P-Q图绘制
将式(6)中压力与流量的关系用VB代码进行转换,转换后再点击“绘制机器线”按钮,便自动绘制出机器线。
将式(8)中压力与流量的关系用VB代码进行转换,转换后再点击“绘制模具线”按钮,便自动绘制出模具线。
同样,将压铸机设定参数代入式(6)中,然后把压力与流量关系用VB代码进行转换,转换后再点击“绘制机器设定线”按钮,便自动绘制出机器设定线。
当确定了最小/最大填充速度、最长/最短填充时间时,也就确定了“工艺窗口”。将式(10)和式(11)中速度与压力、流量与时间的关系分别用VB代码进行转换,转换后再点击“绘制工艺窗口”按钮,便自动绘制出“工艺窗口”。
以上各操作步骤完成后,绘制线和系统工作点就会显示在同一个文本框内。图9为操作完成后的模块主界面示意图。
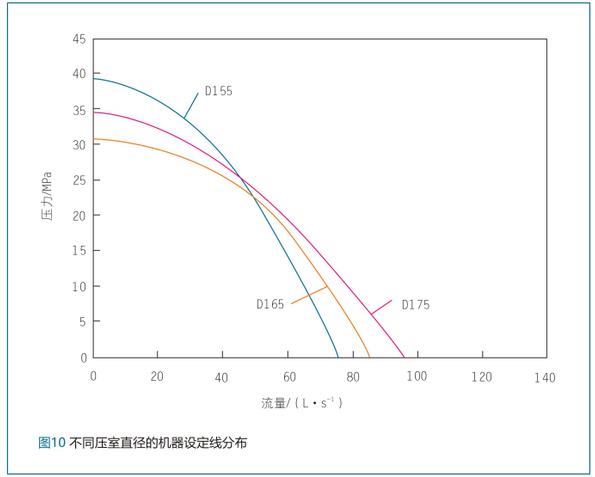
2.4.3 机器设定线随压室直径变化趋势
不同压室直径的机器设定线分布见图10。改变压室直径大小,重新绘制的机器设定线也会发生变化;当压室直径从大变小时,金属静态压力变大,通过内浇道的金属液流量减少。
2.4.4 模具线随内浇道截面积变化趋势
特定的内浇道截面积是建立填充速度和填充时间之间关系的前提条件。不同内浇道截面积的模具线分布见图11。当改变内浇道截面积大小时,重新绘制的模具线也会发生变化;随着内浇道截面积从大变小,增加了金属液流动阻力,模具线走势变陡,同样的金属液流量就需要较大的金属压力方可达到。
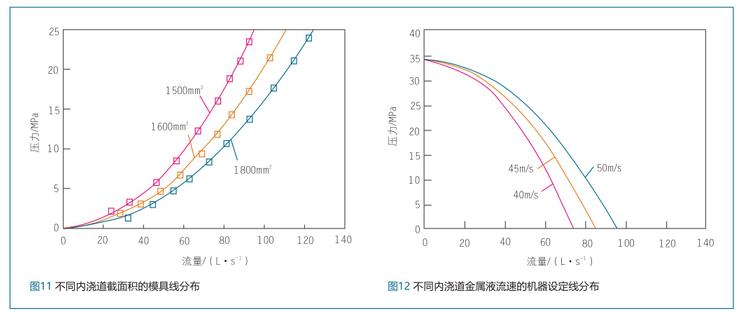
2.4.5 机器设定线随内浇道速度变化趋势
不同内浇道速度的机器设定线分布见图12。机器设定线会随内浇道速度的变化而发生变化;当内浇道速度从大变小时,最终静态压力不变,机器设定线与横坐标的夹角变大,通过内浇道的金属液流量变小,意味着填充时间延长。
2.4.6 机器设定线随储能器压力变化趋势
从图9中互不相交的机器线和机器设定线可以看出,金属液流量随着储能器压力的增减而增加或减小;在相同的金属压力下,较高储能器压力的金属液流量大,意味着填充时间短。
2.5 系统工作点
最小速度线与最大速度线间为充型压力范围,最长填充时间线与最短填充时间线间为充型流量范围,该四条线围成了一个封闭的“工艺窗口”。系统工作点必须能在这个“工艺窗口”范围内可调,这个范围越大,工艺灵活性就越大,工艺成功率也就越高。若系统工作点不在“工艺窗口”内,则改变相应参数(如增加内浇道截面积,系统工作点位置下降;增大压室直径或冲头压射速度,该点升高),重新确定其位置,直至它进入“工艺窗口”。从图9可以看出,“工艺窗口”右上角远离机器线,说明压铸机能力富裕。当模具线包裹在“工艺窗口”中的长度太少或“工艺窗口”的右上角越出了机器线且铸件品质较差时,则有必要修改模具或更换能够提供更高压射能力的压铸机。
3 、结束语
(1)简要介绍新型柱塞式锁模力检测装置的安装和压铸机操作界面的锁模力设置,它实现了压铸生产过程实时监控的智能化。
(2)提出了换算速度的概念,以该速度绘制的机器线比此前以最大空压射速度所绘制的机器线更具有实用性。
(3)基于VB编程语言的P-Q图像智能化绘制,减少了传统手工绘制的复杂计算工作量,能迅速地为压铸机能力与压模具的匹配提供科学依据,以此确定压铸工艺参数调整的有效性。

 25.3万
25.3万

 25.55万
25.55万
 9598
9598
 1.76万
1.76万
 1.4万
1.4万
 1.13万
1.13万
 1.45万
1.45万
 1.5万
1.5万
 1.44万
1.44万
 1.94万
1.94万
 1.62万
1.62万
 1.02万
1.02万
 1.31万
1.31万
 1.39万
1.39万
 7584
7584
 1.18万
1.18万
 1.22万
1.22万
 1.32万
1.32万
 7773
7773
 6812
6812
 489
489
 143
143
 95
95