文:郭 旭
摘 要: 针对不同零件压铸用过热水模温机热传递效率低、能耗损失大等问题,改进温度调控回路,优化导温管路,减少资源消耗,并利用 ARM9 控制器 S3C2440 和植入的 Linux 平台开发适于模具温度调节的嵌入式系统。 温度控制效果表明,改进后嵌入式温度控制系统不需要频繁加压、升温和补水降温,大幅提高过热水的循环使用次数,降低能源消耗,且模具温度控制效果改善显著,实现规定压铸周期内模温的在线调控。
关键词: 压铸; 模温机; 嵌入式; 控制系统; 温度
引言
模具温度及压铸循环中的热平衡状态是影响零件凝固顺序、质量和性能的重要因素。 压铸时,模具温度控制通常选用成本低和控制效果显著的水式模温机,预热压铸模具,调控压铸循环中的模具温度,减少模温异常引起的铸造缺陷。但是,实际使用的模温机多以大流量循环水来降低温度,常忽略不同零件的压铸工艺、结构、材料和壁厚等因素对模具温度分布和热平衡状态的影响,温控过程中需要频繁加压、升温和补水,能耗问题严重。
智能控制系统的应用有效改善了水式模温机的控制效果,其典型优势在于能匹配多种零件的压铸工艺和热平衡状态,自适应调节模具的温度分布,确保零件质量。 因此,本文改进高压过热水模温机的热平衡回路,利用成本低、开发周期短的 ARM9 控制器 S3C2440 和片上移植的多任务操作系统 Linux设计模具智能调温系统,按零件凝固速率精确减幅控制模具温度,降低能耗损失。
1、 压铸用模温机工作原理及改进
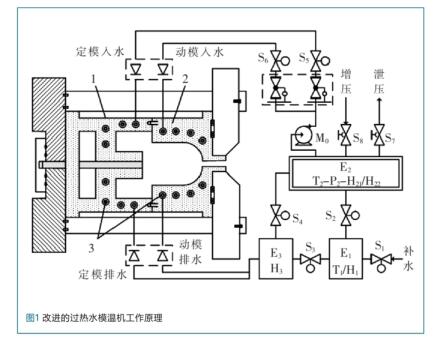
按零件的压铸工艺和条件,0.6 MPa 高压、150 ℃、流量80 L/min,过热水模温机通过调压、调温控制模具导温管道内的水温和流量。压铸前,利用加压阀和蓄能器将加热水箱内气压提高到 0.3-0.5 MPa,加热升温,使导温管内水温升至(140±10) ℃,预热模具。 压射及零件凝固阶段,模具型腔内温差变化大,为减少模具交变热应力,需要随零件凝固速率减幅降低升温水箱和导温管内压力,并补充冷却水,维持(100±10) ℃的热平衡状态。连续压铸生产时,为使模具保持相对合理的热平衡状态,需要频繁加压、升温和补水降温,单次压铸产生的过热水无法循环使用,水资源和电能消耗大,且模温机常处于额定负载状态,严重影响其使用寿命。 因此,通过改进导温管路,分隔冷却、调温、循环水控温区 E1- E3,以减少水资源和电能消耗 ,实现对压铸过程模具温度的优化调控,改进的过热水模温机工作原理如图 1 所示。
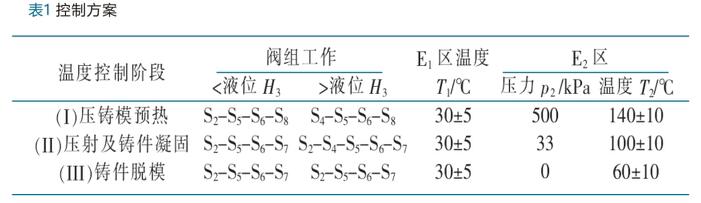
冷却水补充由阀 S1控制,E1区负责循环水的降温冷却, 压铸产生的过热水储存在 E3区,E2区负责压铸循环过程中过热水温度 T2和流量(S5、S6)控制,加热水箱内压力P2由 S7、S8调节,E1- E3区各自水量由对应液位和阀S
2-S4控制,具体方案如表 1 所示。
2 模具温度嵌入式控制系统设计
2.1 嵌入式控制系统硬件
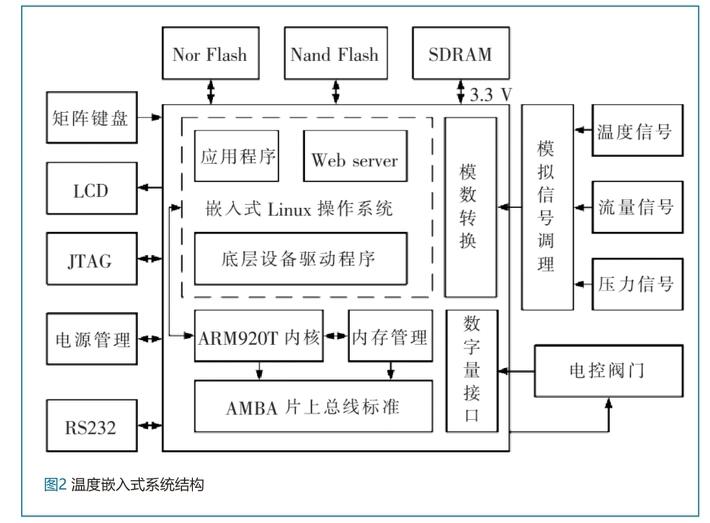
嵌入式压铸模温度控制系统硬件结构如图 2 所示。 ARM9 内核和 Linux 组成嵌入式控制系统,NorFlash 存储压铸模 I-III阶段温度控制子程序 、 设备驱动程序等,外围配置 RS232 和 JTAG。
模温控制前,嵌入式系统检测压铸模温度、控制温区 E1-E3和导温管路内温度、 流量和压力等模拟信号, 经信号调理和 A/D 转换为 3.3 V 电压信号输入到 ARM9 内核 S3C2440, 电控阀组 S1-S8等状态信号输入到系统的数字I/O。ARM9 系统内核进行模拟和数字信号数据分析, 若信号处理异常,LCD 显示相应代码,便于用户自查系统存在的故障。
使用时,用户利用矩阵键盘输入具体压铸件 I-III 阶段的模温控制参数,相关数据存储于 Nand Flash。 按用户设定, 模温控制在植入 Linux 操作系统 ARM9 控制器上运行,SDRAM 交互 Nand Flash 和 Nor Flash,以提高对多任务、多目标参数(温度、流量和压力)控制的执行效率。
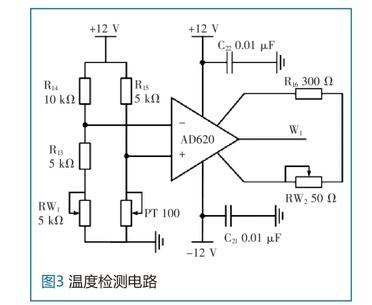
压铸过程中,温度检测采用 PT100 热电阻组成的测温电桥,温度检测电路如图 3 所示。 压铸壳体零件时,浇注温度 650 ℃对应热电阻 330 Ω,压铸模I-III 阶段温差约 300 ℃,对应热
阻变化 105 Ω,则取测温电桥可调电阻 RW1=5 kΩ,以确保压铸模测温精度,差动放大器输入电压 613.58 m V,增益取 6,取可调电阻 RW2=50 Ω,以保证热电阻能连续检测压铸模温度。
2.2 嵌入式控制系统软件
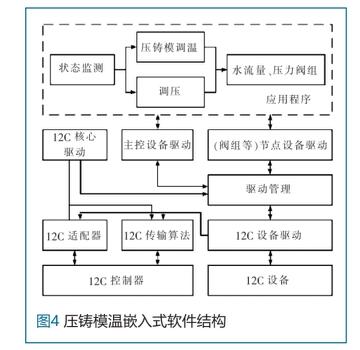
压铸模温度嵌入式控制软件由应用程序、Linux操作系统和设备驱动等组成,兼具“点动调试”和“自动运行”2 种工作方式。 温度控制应用程序基于 Linux操作系统运行,主要实现对压铸过程中 I、II、III 阶段模具温度的自动调节和智能控制,包括水流量和压力阀组、调温、调压、状态监测等若干子程序,压铸模温嵌入式软件结构如图 4 所示。
应用模温机自动调节压铸模温度时,程序驱动硬件获取模温热平衡参数,经 ARM9 处理,调节流量和压力等阀组、控制流经压铸模的水流量、E1- E3区温度和压力。 主控设备驱动管理 I2C 总线上各种设备的开关、读写操作,待用户程序确定 I-III 阶段最终的调温方案后,主控驱动管理适配器和传输指令,驱动设备按工艺设定运行。
3、 温度控制效果
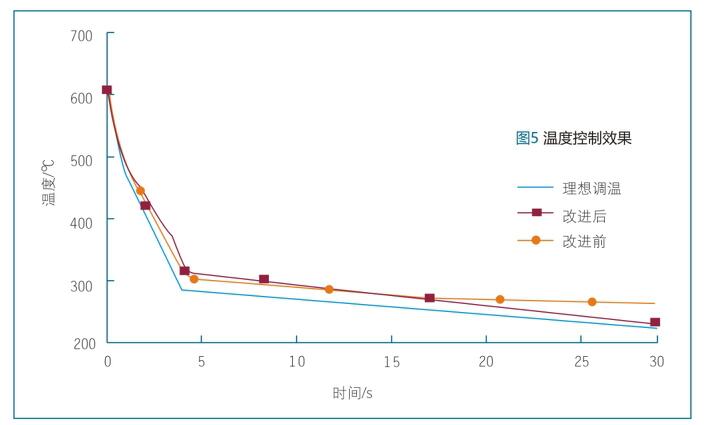
压铸模温度控制分压铸模预热 I、压射及铸件凝固 II、铸件脱模 III 等阶段。高速压铸壳体零件时,压铸模理想温控曲线如图 5 所示。 (140±10)℃过热水预热压铸模,高温铝液压射入铸模型腔,压铸模温度急剧降低以建立热平衡状态,为保证压铸件凝固质量,调节过热水温度至(100±10)℃,压铸模继续降温至 285 ℃,调节水温继续降低,提高脱模质量,当满足该类铸件脱模温度(220±10)℃时,铸型打开,即完成单次模温控制。
由图 5 可知,改进前系统采用 PLC 控制,压铸模温度调控依靠频繁加压、升温和补水降温。 与理想工艺对比,II 阶段压射及铸件凝固不充分,在单次压铸周期内,III 阶段铸件脱模后压铸模温度约 264.6 ℃,超过该类铸件的脱模限定,将会延长压铸时间,降低压铸效率。 改进后嵌入式控制系统调控 II 阶段压射及铸件凝固冷却有所改善,较为接近理想调温曲线,误差小于 30 ℃,更为显著的是 III 阶段铸件脱模后铸模温度可调至 229.2 ℃(在该类铸件容许的脱模温度范围内),既满足脱模要求,又保证压铸效率。
4 结语
针对不同压铸工艺与零件成形模温控制要求,本文改进了高压过热水模温机的导温回路和压铸模温度控制系统,优化导温回路,分区调温控制循环水,利用 ARM9 内核 S3C2440 和 Linux 实时操作系统开发适于压铸模多任务、多目标参数优化的嵌入式温度调控系统。从应用效果来看,改进的嵌入式系统能有效降低水资源和电能消耗,且在连续压铸过程中能使压铸模温度控制在较为满意的工作范围,对控制零件压铸质量和效率有重要的实用价值。

















 25.72万
25.72万