文:重庆科创职业学院 刘祥
摘 要:以汽车变速箱外壳零件为例,采用 Al Si9Cu3 铝合金作为铸造材料,制定压铸工艺方案,使用数值模拟方法完成对铸件的充型、凝固和温度场仿真测试。 针对压铸仿真中发现的潜在缺陷,使用正交试验方法分析了造成缺陷的影响因素。 对压铸仿真中的实验数据做了对比分析,阐述了进一步的研究思路和改进方法。 经实际验证,调整参数后的铸件压铸缺陷明显改善。
关键词:铝合金;变速箱外壳;高压铸造;数值模拟
在汽车零部件制造中,铝合金压铸件的应用更是日益增多。其中AlSi9Cu3 合金是一种具有优良综合性能的压铸铝合金材料,应用于欧美国家的汽车工业,在轿车车身,轿车、载重汽车零部件制造中广泛使用。变速箱外壳是变速箱重要的外部保护装置,同时其还承担着内部零件的安装、润滑及散热等多项功能,属于高强度、高韧性、耐腐蚀的大型薄壁复杂零件。
本文以上汽通用品牌某型号变速箱外壳上盖为研究对象,用铸造软件进行数值模拟分析,研究目的为:
①分析压铸工艺方案的参数设置是否恰当;
②分析压铸方案中的吸气和缩孔状况是否严重;
③评价模拟压铸温度场数据是否准确。
1、外壳压铸件工艺分析及浇注系统设计
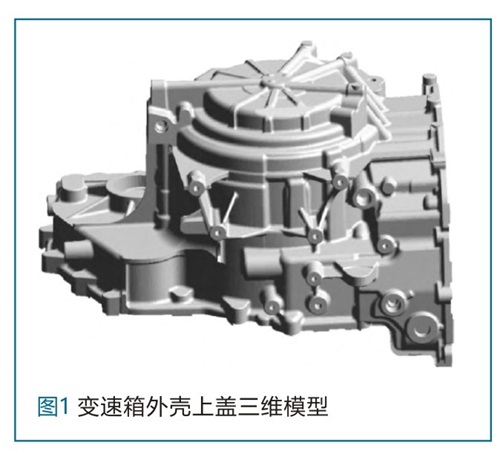
汽车变速箱外壳轮廓尺寸为480mm×360mm×252mm,重约211.36kg,平均壁厚约3.5mm,最大壁厚14mm,最小壁厚3mm,最小铸出孔直径3mm,深度8mm, 铸件表面及内部有多条加强筋及工艺凸台。利用 UG 软件创建变速箱外壳上盖模型,经格式转换后导入软件中进行数值模拟分析。 变速箱外壳上盖三维模型如图1所示。
汽车变速箱外壳的技术要求严格:
①抗拉强度Rm>240MPa、布氏硬度>74HB、伸长率δ>1%;
②铸件表面无流痕、气泡、欠铸现象,不加工面粗糙度为Ra6.3;
③铸件内部无气孔、氧化夹渣、缩孔现象,组织成分符合 DIN ENl706-1998 技术标准。 故选择AlSi9Cu3 铸造铝合金较为合适,其化学成分如表1。


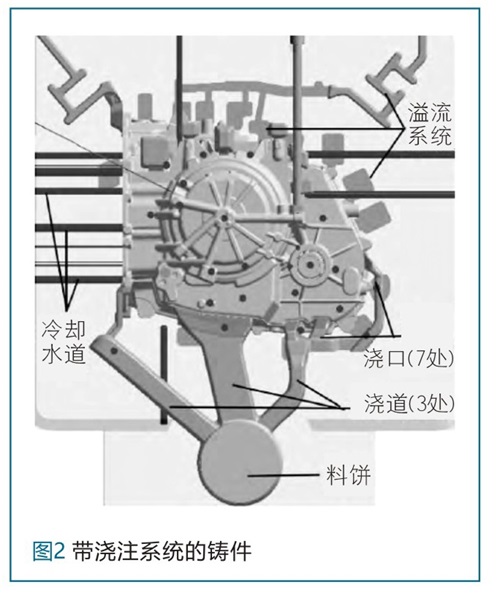
AlSi9Cu3 铝合金具有较大的硬度和强度、较好的流动性能和铸造性能,多应用于较大压铸件的生产。其物理性能如表2所示。根据外壳压铸件的特点,设计了如图2所示的浇注系统。系统设有3处横浇道,7处浇口,横浇道总横截面积1100mm2,料饼厚度40mm。 铸件的溢流系统共设置20处集渣包,设置2处排气槽,宽度15mm。 浇注系统总重6.2kg。
通过零件三维模型,导出铸件端面投影面积为51265mm2, 上下左右4个型芯成型端面的投影面积为38437mm2,楔紧块的楔紧角20°。根据变速箱壳体耐压要求,拟定压铸机增压比压为80MPa,安全系数取0.85,计算得出模具主胀型力为4101kN,分胀型力为1119kN,所需锁模力为6141kN。选择LK公司的DCC3000T大型卧式压铸机压铸,前期采用0.2 m/s 低速运行,随后切换5.5m/s 高速完成充型,铸造压力700×105Pa。根据铸件材料和尺寸特点,设定浇注温度为(660±10)℃,模具预热温度为170℃。
2、充型质量模拟分析
采用铸造方法制造的零件普遍存在铸造缺陷,即使外形充填完整,但潜在的缺陷却较难发现。图3-图6为铸件在充型完整的情况下,研究铸件充型过程中金属液卷气情况,铸件充型压力、材料分布情况,示踪粒子流动情况,以及所产生的潜在缺陷等相关信息。

由于高温压铸金属液在充型过程中会与周围的空气接触,根据金属液中空气滞留量,可判断铸件产生氧化皮缺陷的程度。根据图4铸件气体卷入情况得出:
①铸件大部分区域气体卷入指数在6.76%以内,基本可忽略空气的氧化作用;
②图中两处黄色区域气体卷入指数分别达到了13.51%和15.19%,是气体侵入较严重的区域,此处易产生氧化皮缺陷。
通过分析铸件充型完成后整体所受压力的分布,可得出金属液在充型过程中的压力传递情况。图4为铸件充型压力情况图,图中紫色区域铸造压力1643×105Pa,是所有区域中压力相对较小的部位,此处组织相对致密性低,易出现缩松缺陷。
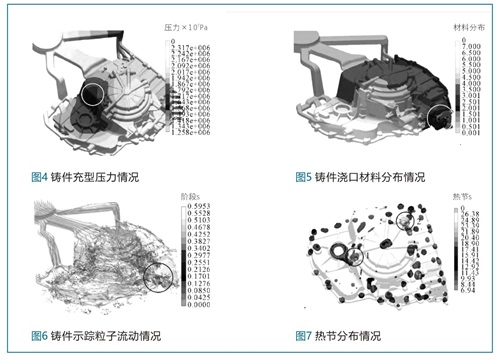
图5图6为浇口材料分布及示踪粒子流动情况图,可以看出,铸件材料分布和粒子流动情况较为合理,但在金属液充型的末期有明显的紊流和反向充填现象,图中所示部位出现气孔、夹渣的可能性大。对照实际铸件此区域的剖切截面发现缺陷确实存在,充型模拟结果基本与实际铸件缺陷存在部位相吻合。
3、凝固质量模拟分析
铸件在凝固阶段常出现的缺陷是缩孔,其原因有以下两方面:
①铸件中材料较厚的热节区域无法使材料达到同步凝固;
②材料降温速度不一致,温度高凝固速度慢的区域,出现缩孔的几率较大。
铸件在凝固过程中会产生热节,原因是局部材料较厚温度无法有效散发所致,如不进行有效的冷却控制,容易产生缩孔缺陷。图7为铸件中热节的具体分布情况,图中所示部位是热节数值较大的区域。图8为两处热节剖面放大图。为有效控制热节的产生,需增加冷却水道的实时控制,加大周圈循环冷却水流速,促使材料凝固同步。
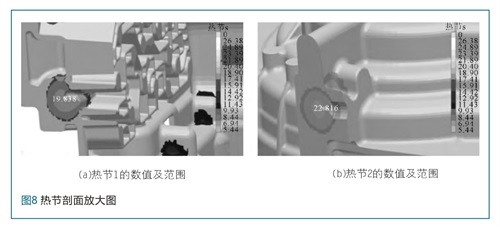
图9为凝固温度模拟图, 图中标示出两处温度高凝固速度慢的区域,此区域在凝固过程中会形成液相孤岛进而形成缩孔。
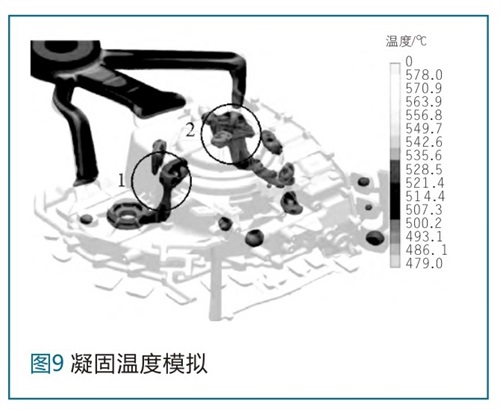
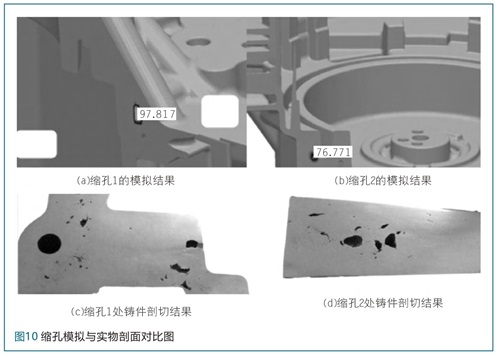
图10为缩孔模拟结果和实际铸件在此区域剖切截面对比图,模拟结果与实际检测结果相吻合。
4、温度场模拟分析
通过对模具动模和定模温度场的模拟,获取模具上相关坐标点的实时温度信息,为高压铸造的实时温度控制提供数值依据,以替代采用热成像仪开模采集温度的技术方式。图11、 图12为定模和动模的模拟温度场及温度信息采集。从温度场分布来看,模拟的温度较为理想,由于在实际铸造时模具表面温度很高,需要增加模具表面涂层喷涂量,以降低铸造时的模具表面温度。
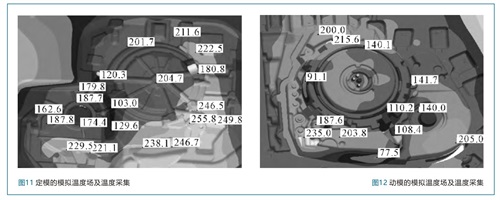
表3为热成像数据与模拟数据对比表。从温度采集信息来看,各采集点的模拟温度与热成像仪的采集温度相比有一定误差,经计算得出总体误差范围在15%左右,模拟结果并不十分理想,由于热成像仪是手持式温度采集设备,不可能达到模拟时的确坐标定位,故实验时位置误差很难消除。为获得更准确的实时温度数据, 需在后续研究中改进热成像设备的定位精度,同时进一步测试与模拟温度场相关的参数设置,重点在调整模具表面涂层喷涂参数和喷涂位置参数两方面,使模拟数据最大程度接近真实数据,从而实现温度实时控制。

5、改进方案及结果
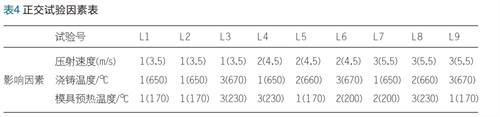
经初步分析,在压铸过程中冲头压射速度、材料浇注温度和模具预热温度对压铸质量影响明显。可利用正交试验方法对压铸工艺进行优化分析,找出最优工艺参数范围,改善原压铸过程中的缩孔缺陷,并进行实际生产验证。
表4为正交试验因素表。考虑到实验结果要有明确的对比性,冲头压射速度取值为3.5、4.5和5.5m/s,材料浇注温度取值为650、660和670℃,模具预热温度取值为170、200和230℃, 每组取值按 1、2、3 进行编号,其它工艺参数按原工艺方案设定。
实验结果表明:
①冲头压射速度对压铸缺陷的影响最大,随着压射速度的增加,铸件内部缺陷逐渐增大;
②浇注温度对压铸缺陷的影响次之,随着浇注温度的增加,铸件内部缺陷逐渐增加;
③模具预热温度对压铸缺陷的影响较小, 随着模具预热温度的增加,铸件内部缺陷基本保持不变。
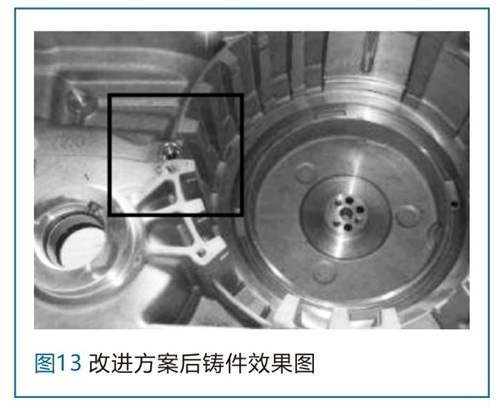
图13为改进方案后铸件效果图,经验证,将冲头压射速度调整为4.5m/s、浇注温度调整为650℃后,图中所示部位铸造缺陷得到明显改善。
6、结 论
(1)对汽车变速箱外壳进行了压铸工艺方案设计,采用数值模拟方法对压铸件进行了充型、凝固和温度场模拟,发现了潜在缺陷和实验误差。
(2)以提高汽车变速箱外壳铸造质量,消除铸造缺陷为目的,将冲头压射速度调整为4.5m/s,浇注温度调整为650℃,经检测铸造缺陷明显降 低。
(3)针对压铸温度场模拟数据误差过大的问题,提出了以改进热成像设备定位精度,调整模具表面涂层喷涂参数为措施的进一步研究和改进方向。

 25.67万
25.67万

 25.91万
25.91万
 9620
9620
 1.77万
1.77万
 1.43万
1.43万
 1.15万
1.15万
 1.45万
1.45万
 1.51万
1.51万
 1.45万
1.45万
 1.94万
1.94万
 1.63万
1.63万
 1.02万
1.02万
 1.31万
1.31万
 1.42万
1.42万
 7672
7672
 1.19万
1.19万
 1.22万
1.22万
 1.33万
1.33万
 7857
7857
 6871
6871
 560
560
 216
216
 167
167