















文:重庆宗申动力机械股份有限公司罗勇、罗庆龙、李小华
摘 要:压铸模具试模是对实际生产对模具设计的验证过程,也是对压铸模具、设备、工艺优化调整至批量生产的一个重要过程,本文主要从模具设计到试模验证及后续优化调整过程做介绍。
关键词:试模;模流分析;PQ2 图;压射工艺参数调整
在压铸新产品开发新模具试模阶段,都会遇到或多或少的问题导致试模失败。而影响到试模失败的因素诸多,我们就要从中找到相关的因素是什么?首先,开发阶段对铸件结构和模具浇排系统设计的评审分析。其次,金属液温度、压铸压力、速度及快速切换点等压铸生产的工艺参数合理性。等等一些因素,就是直接影响压铸件的内部品质与外在品质的关键所在。
但多数情况下,模具设计与制作关系密切。影响模具的因素,包括型腔数、浇排系统的设计、浇口的类型(位置、面积、方向)等,对于壁厚差异较大的铸件还要采用局部高压点冷及型芯冷却,来达到平衡模具温度的目的。有了良好的模具设计,才能得到较为宽泛的工艺参数区间,更有利于铸件的内外品质。具体的评审分析,我们还得借助一些辅助软件。比如:模流分析软件、工艺参数分析软件PQ2图等等。
1、理论数据分析
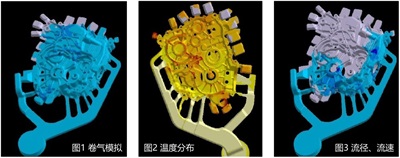
1)通过模流软件对初设计的进浇口位置、面积及方向、集渣包排气的布置位置等等进行分析。了解金属液在型腔内流动的卷气、温度分布、流径和流速情况以及集渣包的集渣和排气情况,找出其中的问题为下一步评审、修改提供依据,从而就会得到较优的浇排系统。如图 1、图 2、图 3。
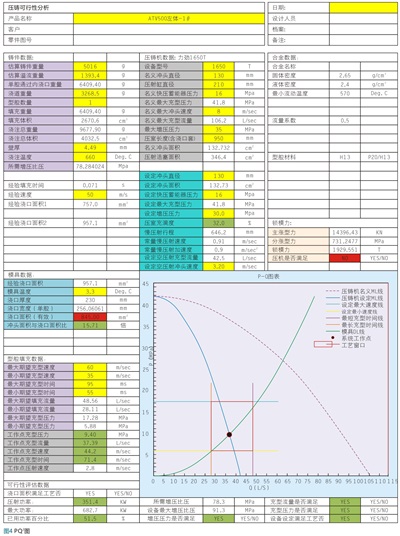
2)利用PQ2图置入模具、设备等参数分析得出,我们初设工艺参数以及压机吨位选择的合理性,找出工艺参数设定存在的问题并及时得到纠正;而且也可以得到理论上工艺参数,对压铸机的工艺参数调整具有指导意义。如图4。
2、压铸模的试模和工艺参数优化
试模的主要目的是要找出优化的工艺参数和模具修改方案,要求即便材料、机器设定或者环境等因素发生了变化,依然能够确保模具能稳定和不间断地批量生产合格的产品,最大限度地提高模具的“适应性”,而不仅仅是为了获得几件好的试模样品。
2.1 试模前的准备工作
根据模具的设计图纸,对相关的尺寸(特别是浇口套接口尺寸)做详细检查;弄清模具各个活动部位(抽芯和滑块)的动作顺序;确认准备采用的压铸机型号、压射位置、油管接口、压室直径和接口尺寸等与模具实际要求一致。特别要注意试模采用的压铸机一定要与模具批量生产时采用的压铸机型号相符,否则,可能导致模具无法使用。
2.2 检查压室与浇口套以及它们与冲头之间的间隙
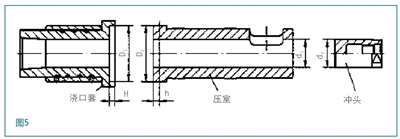
模具与压铸机接口尺寸配合见图5,图5中的D1与D2、d1与d2以及H与h的配合间隙包括压射活塞与压室的同轴度都是至关重要;其良好的配合间隙和同轴度是保证压铸件品质基础。
2.3 压机工艺参数调试及修正
根据PQ2图得出的理论工艺参数试生产,找出实际与理论参数之间的差异。并不断的调整修正,直至得到成形良好且内部质量较好的铸件。其中压机性能可能会存在不稳定,使得我们不好判断是哪方面的问题。这时可以借助“压射监控仪”对压射过程中的速度、压力、位移等参数进行监控,通过曲线的波动来判断。帮助我们准确找到问题所在,有效指导修正工艺参数及了解设备性能如何。最终就会得到一套适合本台设备的最优工艺参数。如图6。

2.4 查找模具问题
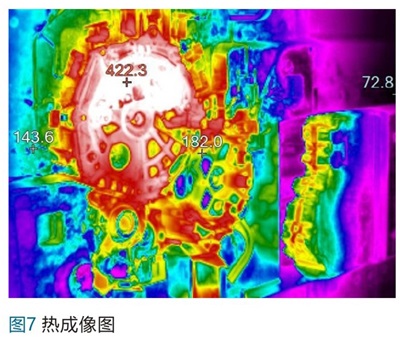
模具工厂制作完成的模具,往往由于设计时的考虑不周或制作过程中加工不到位,经常会存在一些问题,如尺寸超差、局部过渡不流畅、结构不合适、冷却水布置不合理局部模温差异较大等,从而造成生产的铸件不合格或模具试生产的无法进行。因实际结果与理论有一定差异而试模正是找出模具问题最简单、直接、有效的方式。还可以通过热成像图了解模具温度分布情况,冷却水位置是否合理,这对延长模具寿命是非常有帮助的。也对喷雾调整具有指导意义,如图7。
2.5 试模样件的初步评审
在试模过程中,工艺参数稳定后生产的试模件,需要产品工程师、工艺技术人员和质量工程师根据客户的要求进行现场评审,主要评审内容有:
①关键尺寸的测量及加工面余量的测量;
②铸件外观轮廓的成型是否完好,分型线处是否错型,有无拉伤、拉裂、缩裂等;
③解剖及X射线探伤检查铸件内部气孔、缩孔等。通过初步的评审了解铸件的质量状况,以及模具存在的问题,为后期整改提供依据和指导。
3 、总结
压铸模具的试模,既是一个理论与实际推导和验证的过程,也是一个不断纠错和改善的过程。而且当代压铸又有更多高科技的辅助软件和设备来帮助我们更加科学的试模。对铸件结构、模具结构、压铸工艺以及压铸设备性能等作系统的分析,找出其中的差异与问题。经过问题处理、优化模具结构和工艺参数。使我们的模具更加适合稳定生产和质量的保持。这就充分体现了压铸模具试模的意义。






































