















文:陈 龙
高真空压铸汽车减震塔的热处理工艺之三
1. 淬火冷却速度对合金试样力学性能的影响
本小节采用不同的淬火冷却方式(水冷、风冷及空冷)来研究不同的淬火冷却速度对经480℃固溶0.5h后的合金试样的力学性能的影响。图1所示为合金试样在不同的淬火冷却方式下的冷却曲线。经测试,在不同的淬火方式下试样在480-250℃温度区间内的冷却速度依次为:水冷约200℃/s、风冷4.5℃/s、空冷2℃/s。

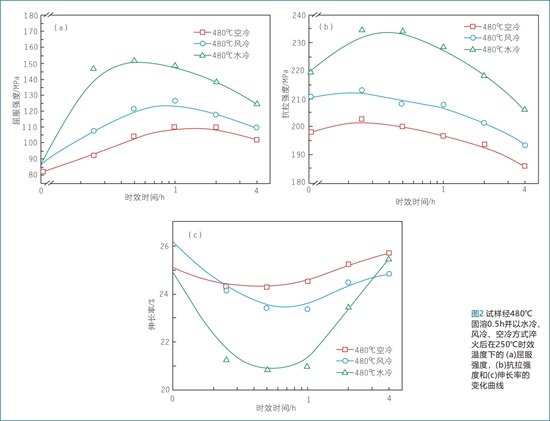
图2为不同的淬火冷却方式对T6热处理(480℃×0.5h+250℃×nh)后合金试样力学性能的影响。从图中可以看出,随着淬火冷却速度的降低,合金的屈服强度及抗拉强度也下降,峰值强度也降低了。这与合金的淬火敏感性有关。对于淬火来说,通常希望在快速冷却过程中获得过饱和固溶体,并在时效阶段析出β''相以获得最大的强化效果。当淬火冷却速度相对较小时,β'及β-Mg2Si非强化相将在缓慢淬火期间析出,消耗大量的Mg和Si溶质。淬火后溶质的减少导致人工时效过程中β''强化相的减少,最终降低了合金的强度及硬度。而影响淬火敏感性的因素有很多,与合金的成分、热加工工艺过程都有关。研究发现AlSi7Mg中过量的Si会充当形核质点增加合金的淬火敏感性。研究发现6062铝合金中含 Mn 的弥散相是β'及β-Mg2Si非强化相的形核质点,会增加合金的淬火敏感性。对于压铸合金来说,高的冷却速率形成了细小的晶粒,大量晶界促进了形核,导致了压铸态的淬火的敏感性更高。此外,从图2中还可以发现淬火冷却速度降低使得时效时达到峰值时效的时间缩短了,当采用风冷时到达峰值时效的时间为 1h。但与此同时,峰值时效时合金试样的伸长率随淬火冷却速度的降低而有所提高。
实际生产中,由于减震塔的平均壁厚只有2.5mm,受热不均匀会导致产品的变形,轻者会增大后续矫正加工的难度,重者则直接导致产品的报废。故为了减少热处理过程中减震塔的变形,选择采用鼓风的方式进行加热,保证减震塔各个部位加热时的温差不超过5℃。同时选择采用风冷的方式进行淬火,而受限于风冷的冷却能力,淬火冷却速度要远远低于水冷,因此对风冷条件下减震塔力学性能进行测试,并获得能够满足最低强度要求的临界淬火冷却速率是很有必要的。
2. T6热处理对减震塔压铸态性能较差位置力学性能的影响
本小节研究T6热处理(480℃×0.5h+风冷+250℃×1h)对减震塔压铸态性能较差部位力学性能的影响。一共选取了109个试样,试样都是从正常生产的未热处理的减震塔中同一位置选取,如图3(a)所示的3号位置,该位置的试样力学性能相对较差且不稳定。试样均分为三部分,一部分不作热处理,一部分进行T6热处理(480℃×0.5h+风冷+250℃×1h),一部分进行T6热处理(530℃×0.5h+风冷+250℃×1h)以进行对比。在热处理前后采用排水法测试试样的致密度来观察试样孔隙率的变化,并进行拉伸性能测试。
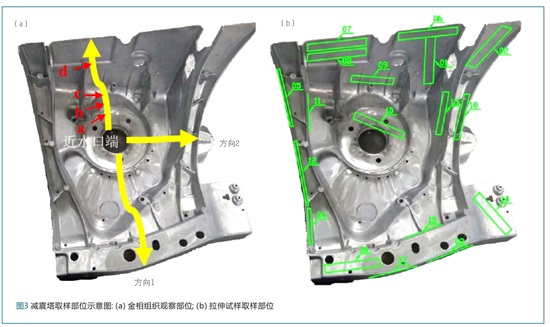
图4为减震塔3号位置试样热处理前后气孔率分布图。从图中可以看出,减震塔3号位置试样压铸态的气孔率很低,经测量其平均气孔率为0.4%。试样经T6(480℃×0.5h+风冷+250℃×1h)热处理后,气孔率显著增加,经测量其平均气孔率为1.1%。试样经T6(530℃×0.5h+风冷+250℃×1h)热处理后,气孔率剧烈增加且数据散性更大,经测量其平均气孔率为2.8%。
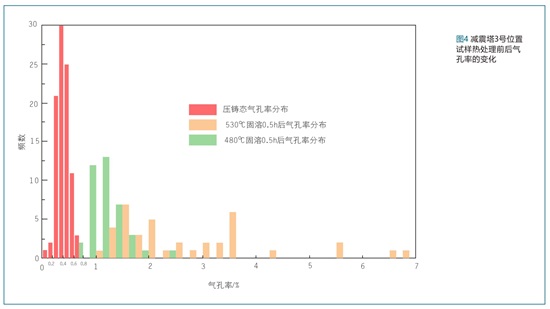
图5为减震塔3号位置试样压铸态及经过T6热处理后的伸长率与气孔率之间的关系图。可以看到,相比于热处理态性能,3号位置压铸态的性能相对较为稳定,其平均伸长率为6.9%。而试样热处理后伸长率的数据分散性较大,当固溶温度为480℃时,其伸长率介于4.3%-17.5%之间,平均值为11.2%;当固溶温度为530℃时,其伸长率为1.0 %-17.3%,平均值为6.6%。随着气孔率的增加,试样伸长率先急剧下降后而后趋缓。通过拟合得到一条近似曲线,伸长率与孔隙率之间的关系(δ=17.805*P^-1.5),并曲线得到孔隙率低于1.42%时,试样的伸长率才能大于10%。
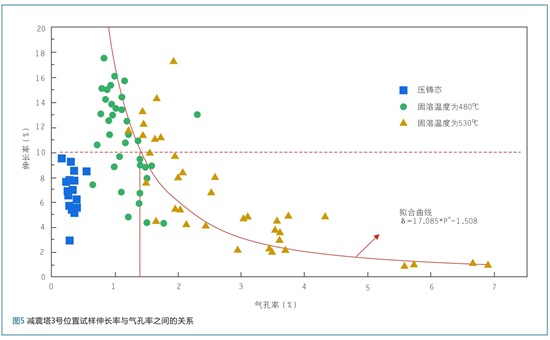
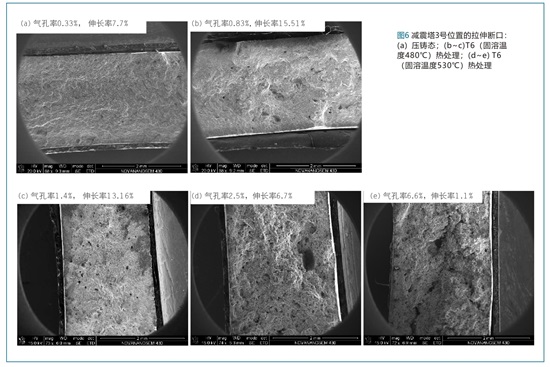
图6为试样不同气孔率下的断口形貌。压铸态的断口较为平整,孔洞数量较少(图6(a))。T6(固溶温度为480℃)态的试样中出现了较多的细小孔洞(图6(b))。减震塔在压铸过程中,溶于铝液中的氢气在冷却过程中析出形成微型氢气孔,在后续的热处理过程中铸件受热,氢在铝基体中的溶解度降低,析出聚集并形成新的微型气孔。T6(固溶温度为530℃)态的试样中,细小孔洞的数量更多在图6(e)(f)中,还可以观察到较大的气孔,这是在压铸过程中残留在型腔内部来不及排除的气体,受热膨胀后形成较大的气孔,并在表面能观察到明显的鼓泡现象,而这也直接导致试样的伸长率剧烈下降。
小结
(1) AlSi10MnMg合金压铸态试样固溶处理过程中硅相转变十分迅速,在460℃固溶0.5h就足以让硅相溶断并球化。当固溶时间为0.5h时,试样T6处理后的强度和硬度随固溶温度的上升而不断提高。当固溶温度为530℃时,保温0.5h就可以使Mg完全溶解,经过T6(530℃×0.5h+180℃×2h)热处理后获得的强度最高(屈服强度为263MPa,抗拉强度为344MPa,伸长率为15.83%),进一步延长固溶时间对铸件的力学性能无益。
(2) AlSi10MnMg 合金试样在时效过程中主要析出相为β''相,并有少量的B'相,AlMnSi 相析出,在过时效阶段会形成β'相。当时效温度为180℃时,会出现双峰时效特征,这种现象可能与β''相的溶解及长大有关。时效温度的升高会促进β''相的析出与长大,缩短达到峰时效所需要的时间,但会降低峰值强度。
(3) 淬火冷却速度的降低,会降低铸件的强度,延长到达峰时效的时间,但对铸件的伸长率有利。
(4) 压铸件未热处理时其平均孔隙率为0.4%。当固溶温度从530℃降低至480℃时,热处理后压铸件的平均孔隙率由2.8%降低至1.1%,铸件的平均伸长率由6.6%提高至11.2%。T6热处理(480℃×0.5h+风冷+250℃×1h)更适合AlSi10MnMg减震塔的实际生产。
结 论
本文以三板模高真空压铸AlSi10MnMg汽车减震塔为研究对象,借助金相显微镜、扫描电子显微镜、差热扫描分析、透射电子显微镜、维氏硬度计及室温拉伸试验等多种手段,分析了AlSi10MnMg合金的组织特征和相组成特点及冷却速度对其组织和力学性能的影响;对AlSi10MnMg合金减震塔压铸件的组织特征、力学性能及内部缺陷进行了分析;同时,对T6热处理工艺对减震塔的微观组织及力学性能的影响进行了分析,并提出适合减震塔实际生产的热处理工艺。主要结论如下:
(1) 对AlSi10MnMg合金中的富铁相深入研究发现,富铁相的形态与其(Mn+Fe)/Si的数值有关。随着凝固的不断进行,α-Al15(Fe,Mn)3Si2 相由二元共晶的汉字形转变为三元共晶的块状及颗粒状,相的尺寸从汉字形的100-200μm,转变到块状的 10-20μm,再到颗粒状的5-10μm;而其(Mn+Fe)/Si 的值却逐渐增大,从汉字形的1.0-1.3,到块状的1.0-2.8,再到颗粒状的2.5-12.0。当冷却速度很慢时,AlSi10MnMg 合金中无针状富铁相析出;随着冷却速度的提升,针状富铁相开始形成,冷速越大,其尺寸越小。当冷却速度从0.15℃/s 提高至2.6℃/s 时,AlSi10MnMg 合金的力学性能显著提升,屈服强度由84MPa提高至104MPa,抗拉强度由123MPa提高至220MPa,伸长率由0.90%提高至8.77%;断裂方式从以穿晶断裂为主的脆性断裂逐渐转变为沿晶的韧性断裂。
(2) AlSi10MnMg减震塔压铸态组织由表层细晶区、偏析带、基体组织(α-Al 和铝硅共晶)及ESCs组成。减震塔中大部分区域的偏析带与表面平行,少数区域出现双重偏析带;水口处偏析带厚度比其他位置的更宽,接近1mm;岔口位置的偏析带呈环状特征。通过高倍SEM观察发现减震塔中的显微组织由梅花状α-Al等轴晶、铝硅共晶、块状锰铁相及少量针状π-Fe组成,其中共晶硅呈现为细小的纤维状,平均直径为0.37μm。
(3) 高真空压铸汽车减震塔压铸态的力学性能平均值为:屈服强度133 MPa,抗拉强度280Mpa,伸长率7.39%。减震塔近水口端及末端力学性能较差,中间位置性能较好且稳定。减震塔中的缺陷主要有气孔、缩孔等孔洞缺陷,冷隔及冷料,其中气孔与缩孔最为常见,而对力学性能造成最大影响的是冷料缺陷。
(4) AlSi10MnMg 合金压铸件固溶处理过程中组织转变十分迅速,在 460℃固溶 0.5h 就足以让硅相溶断并球化。当固溶温度为 530℃时,保温0.5h就可以使Mg完全溶解,经过T6热处理(530℃×0.5h+180 ℃×2h)后获得的强度最高(屈服强度为263MPa,抗拉强度为344MPa,伸长率为15.83%),进一步延长固溶时间对铸件的力学性能无益。
AlSi10MnMg合金试样在时效过程中主要析出相为β''相,并有少量B'相及AlMnSi相析出,在过时效阶段会形成β'相。时效温度的升高会促进β''相的析出与长大,缩短达到峰时效的所需时间,但会降低峰值强度。淬火冷却速度的降低,会降低铸件的强度,延长到达峰值时效的时间,但对铸件的伸长率有利。
(5) 压铸件未热处理时其平均孔隙率为0.4%。当固溶温度从530℃降低至480℃时,热处理后压铸件的平均孔隙率由2.8%降低至1.1%,铸件的平均伸长率由6.6%提高至11.2%T6热处理(480℃×0.5h+风冷+250℃×1h)更适合三板模真空压铸AlSi10MnMg 减震塔的实际生产。
创新点:
找出了适合三板模真空压铸AlSi10MnMg 减震塔实际生产的快速480℃低温T6热处理工艺,即在480℃低温固溶0.5小时,并通过风冷淬火冷却后在250℃时效1h,在满足强度要求的同时尽可能的提高了减震塔的伸长率,同时热处理工艺周期缩短,生产效率提高。





































