视频链接地址:http://m.v.qq.com/play/play.html?vid=g3234q8z0gc&url_from=share&second_share=0&share_from=copy
随着铸件的复杂度不断提升,缩孔经常出现在铸件补缩不良的肉厚区域或是凝固范围较大的地方,尽管透过浇冒口系统的优化设计、柱塞头速度的控制及模具温度的管理也不可避免缩孔的发生。在高压和金属型铸造中,挤压销经常被用来局部加压在铸件上,用来改善缩孔的问题。然而挤压销的功效主要取决于它们设置的位置及增压的时间控制。为了预测实际的铸件状况,FLOW-3D CAST开发了挤压销模型,以帮助设计和优化挤压销的参数。
FLOW-3D 的挤压销模型
挤压销的模型是基于移动对象模型的规定和作用于热传及凝固动力学的收缩模型,一旦挤压销被启动后,会自动计算缩孔附近的液态金属量来正确的补偿缩孔体积。如果挤压销的行程超过设定距离或表面遇到过多凝固的金属就会自动停止计算。另外在挤压销的设置上需给一个力量,这个力量会被转换为金属压力,而这个压力也可以应用到热应力评估及微缩孔模型中。
挤压销的启动是模型设定的一部分,该模型提供了多种灵活的启动方式。可以依据使用者设定的时间来启动,也可利用项目模拟控制来进行设定,或者将设定设置为自动。挤压销的自动启动需满足以下条件:
1. 挤压销位于液相区域
2. 挤压销作用的流体区域不要与其他销连接,避免销之间的竞争
3. 相邻的液体区域不可具有自由液面,挤压销所挤压的金属液可以在内浇口未凝固前进入型腔。
自动模式是应用在铸件的设计阶段,可以用来了解挤压销的启动时间及作用距离。
在项目模拟控制模式中,可以用来模拟压铸机上实际挤压销的控制系统,可让用户根据铸件的不同部位,增加更多的挤压销设定的控制和改进方案。
挤压销模型的应用
§ 模拟挤压销在铸件补缩困难区域减少或消除缩孔
§ 压室在凝固阶段可被定义为挤压销以补偿凝固收缩和应用加压
§ 验证现有挤压销的设计
§ 优化挤压销的位置
§ 优化挤压销的启动时间
§ 验证和优化压铸机上实际的挤压销控制
案例
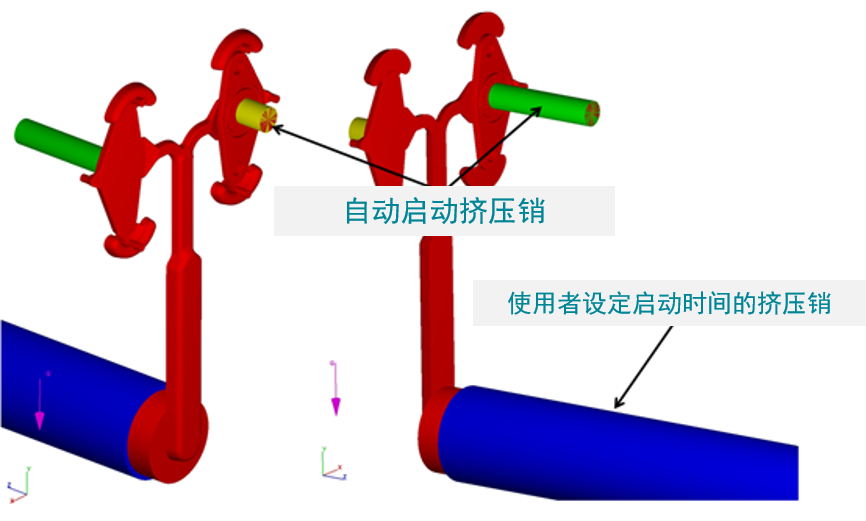
图1 挤压销的设置位置
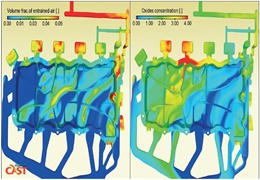
此案例以一模两腔的高压铸造来进行两种不同的模拟:一个是没有挤压销的,另一个是有挤压销的,挤压销的设置如图1所示,两个铸件的中心皆设置了一个挤压销,启动方式设定为自动,另一个是将柱塞头也定义为挤压销,启动条件为充型结束后立即启动。铸件所产生的收缩分布如图2所示,可以看出使用挤压销的模拟在铸件及料饼中心位置的收缩明显减少许多。从图3中可以看出两个不同模拟分析(使用挤压销和不使用挤压销)的宏观收缩体积比较,使用挤压销的模拟中,可以很明显看出收缩量减少很多。
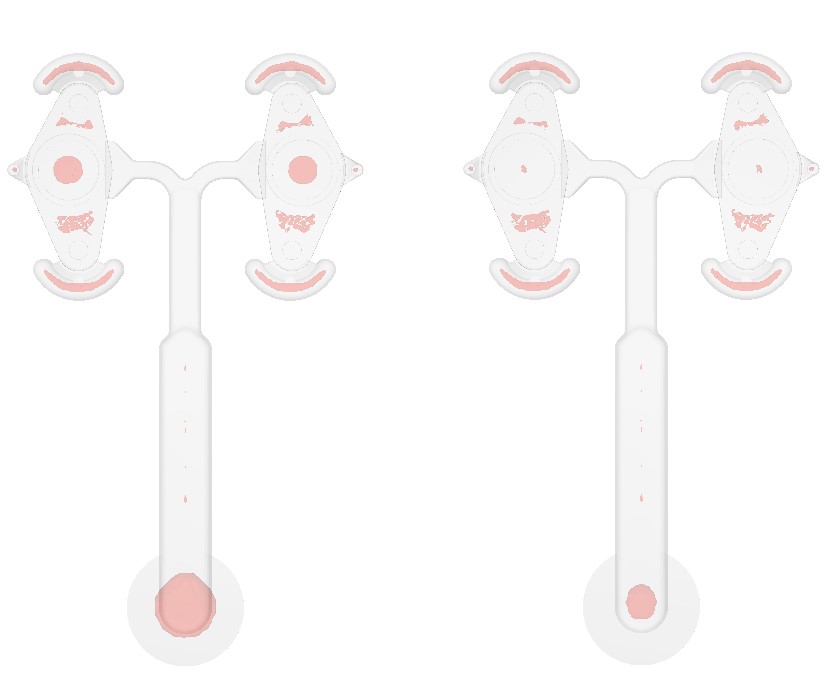
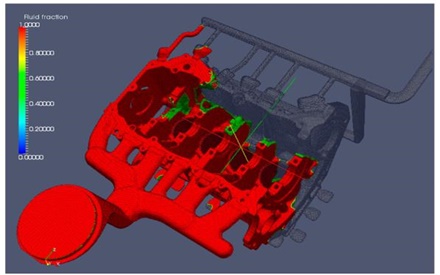
图2 不同模拟分析中宏观收缩分布(左:无挤压销,右:有挤压销)
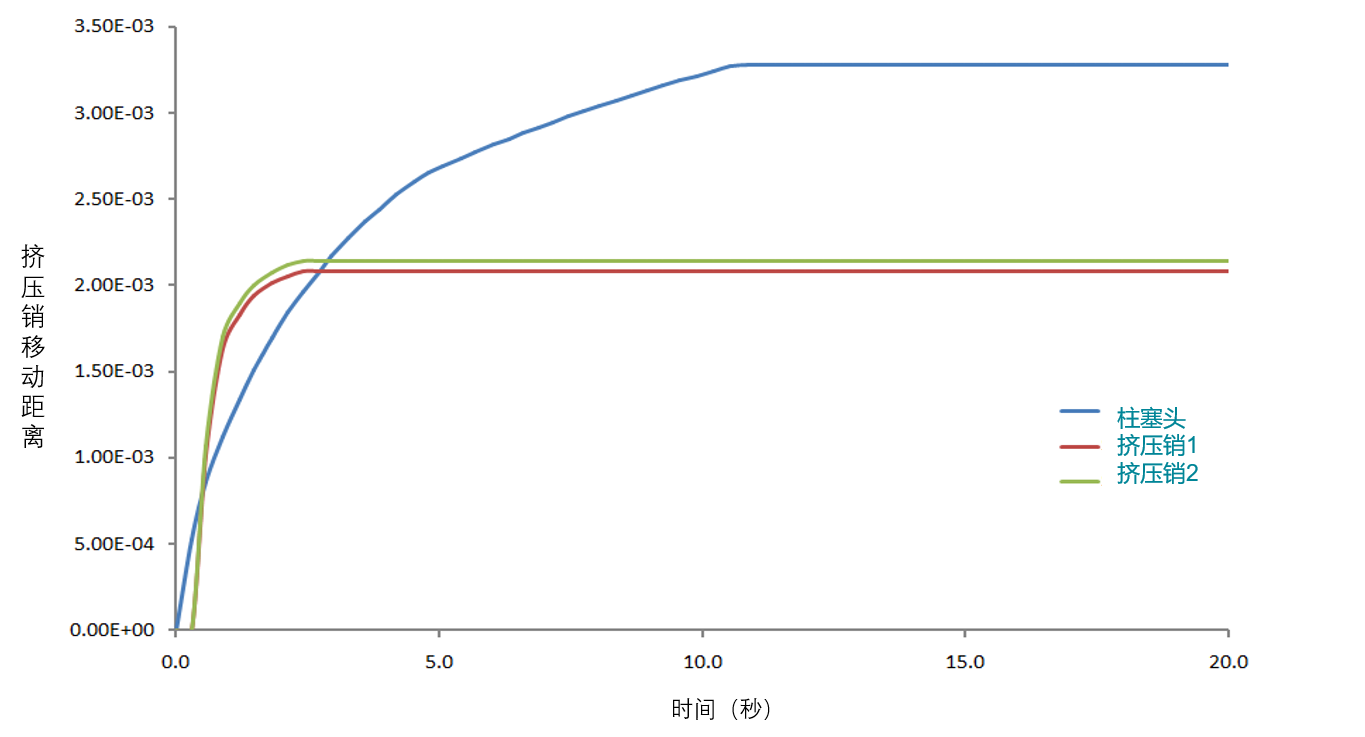
图3 使用挤压销和不使用挤压销的模拟分析中宏观收缩体积比较
挤压销的启动时间会被写入到求解信息中,如图4所示。这个挤压销启动时间可直接作为压铸机的控制参数,另外每个挤压销的移动距离和位移体积会被写入历史资料中,以验证挤压销的有效性,如图5曲线图所示,绘制了每个挤压销的移动距离。由这些结果可看出柱塞头在模拟启动时就立即启动,并且有最长的移动距离,表示柱塞头附近的金属液是最晚凝固的区域及收缩率最大的,另外两个铸件中心的挤压销是同时被启动,因为铸件和挤压销的设置是对称的,所以两个挤压销的移动距离几乎一样。

图4 求解信息中的挤压销启动时间
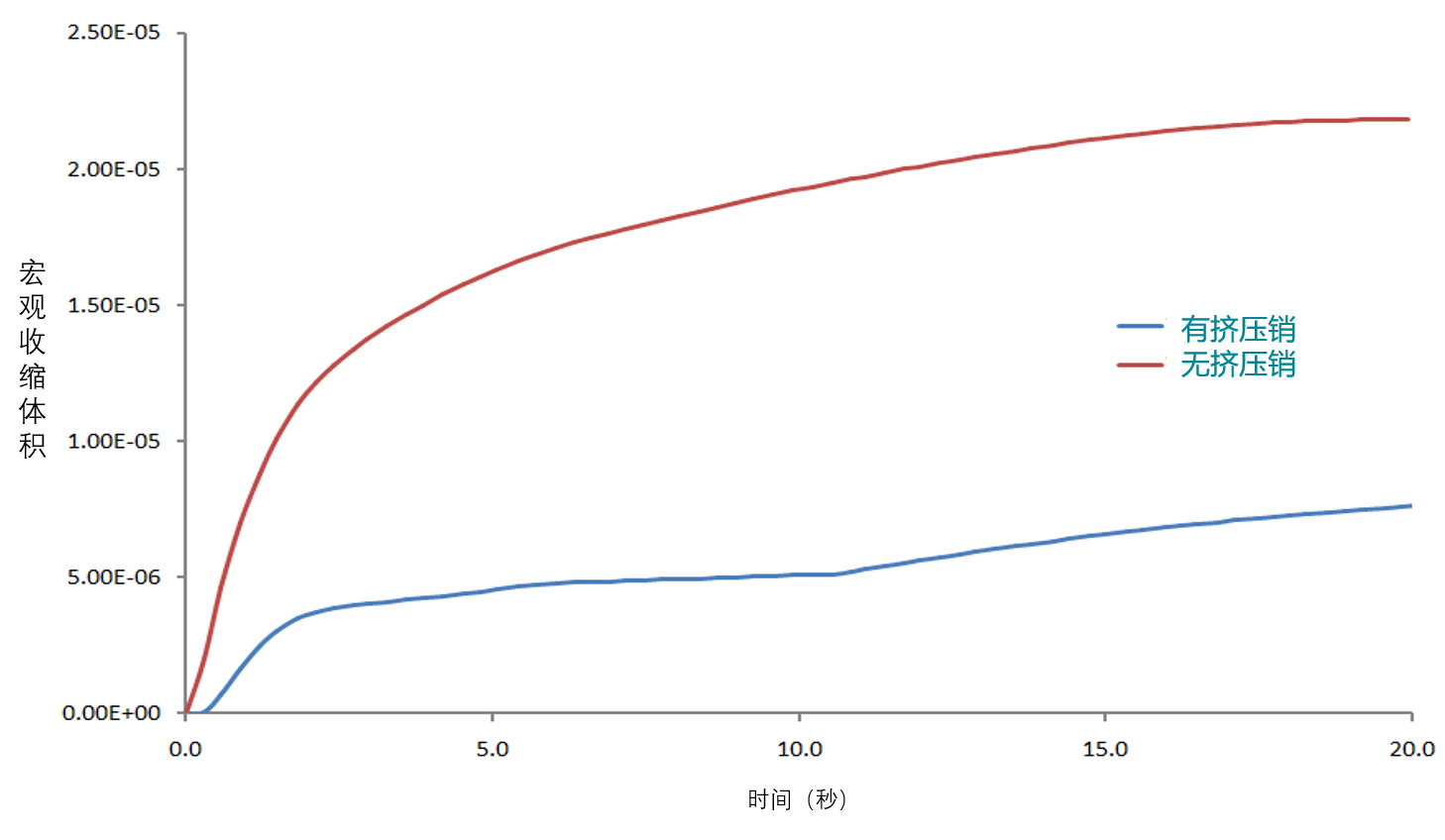
图5 挤压销的移动距离
在挤压销的分析结果中可以清楚地看到挤压销对金属凝固的影响,FLOW-3D CAST挤压销模型可以帮助用户用来设计和优化挤压销的工艺参数。